Entre em contato com Cenwan Machine Company

Peças de reposição projetadas
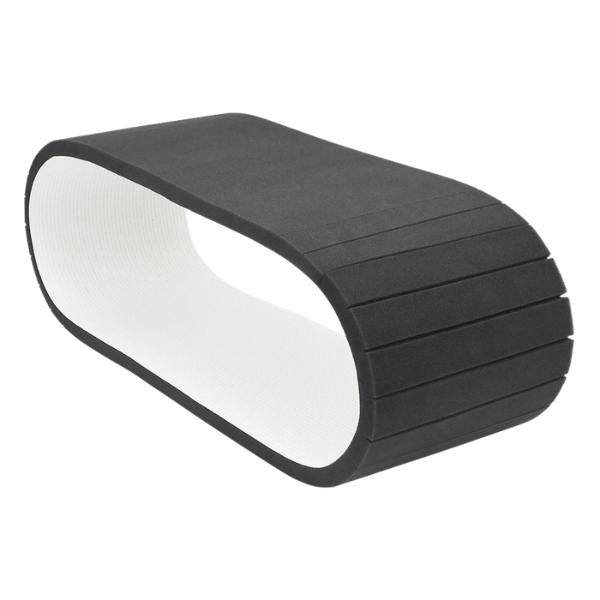
Pasta Glu e rolos Correias de marca cruzada Peças de reposição projetadas por Cenwan
O catálogo Cenwan de correias e rolos de colador e colador de pastas é cruzado com Bobst, Fidddesign, Habasit, Forbo, Siegling, Ammeraal, RAPPLON, NITTA, JAGENBERG, K+H Flexo, Signature e outros, modelos de colador de pastas Para mais de 60 especificações de produtos de correias e rolos em seis séries de modelos em 3 mm, 4 mm, 5 mm e 6 mm de espessura, há mais de dez anos de dados de referência cruzada de reposição OEM. Prefeitamente adequado para enviar a partir de inventário substancial das peças de desgaste de máquinas de produção de substituição mais populares.
Obter Cotação
60+
SKUs de correia e rolo com referência cruzada
5
Marcas de correia Tier-1 combinadas
40+
Países atendidos
10+
Anos de dados do mercado de reposição OEM
Por que as falhas da correia e do rolo do Gluer da pasta custam mais do que a própria peça de reposição
Uma única correia de colador de pasta desgastada pode interromper uma linha de produção por um turno inteiro Essa parte que custa algumas centenas de dólares se traduz em milhares perdidos em caixas sucateadas, janelas de remessa perdidas e o OT de emergência resultante. Se seus compradores estão apenas precificando esse cinto, eles estão precificando a coisa errada!

O desvio da correia (em inglês: Belt Deviation) é mencionado por todos os artigos de solução de problemas do setor como a única ocorrência de falha de colador.
Desgaste precoce em peças de transferência e alimentação, atribuído ao material da correia não elastomérico e ao fato de ser tensionado incorretamente em vez do status da correia “wrong”.
Desvio de reprodução e rastreamento: pode ocorrer como resultado de rolamentos não alinhados, polias sujas ou rolos desgastados.
O acúmulo de adesivo na superfície da cinta, 4 das fontes de solução de problemas mencionaram isso como a principal causa de danos à caixa.
Marcação de superfície em uma caixa impressa premium que causaria rejeição do comprador final com base cosmética.
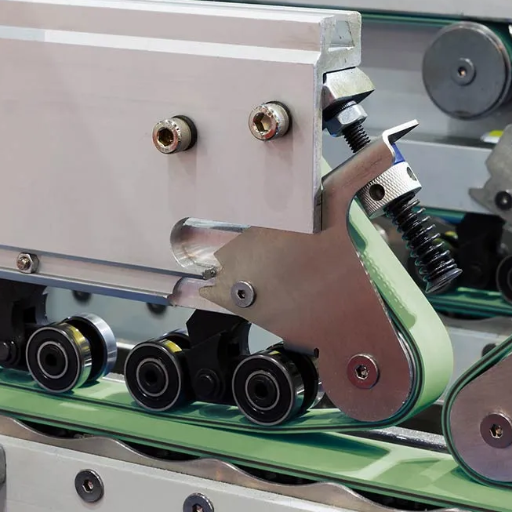
Cenwan tem uma visão dupla única do processo de colagem de pastas de papelão e colagem de caixas Nós fabricamos máquinas automáticas de colas de pastas, e também executamos nossas próprias linhas de produção no mesmo local de trabalho Cintos associados a facas de tungstênio Bobst Isso nos permite ter experiência de quebra de correia exatamente como nossos usuários, não de um catálogo de peças.
As peças de desgaste da correia e do rolo alimentam os espaços em branco da caixa, movem o trabalho-em-progresso da caixa dobrável e apertam as costuras coladas em torno das bordas de caixas de papelão ou de caixas onduladas (ou de ambos).Um bom programa de manutenção preventiva as considera como consumíveis programados (não substituições de emergência).Os dados do ciclo de vida mais adiante nesta página desenvolvem esse cronograma para operações de embalagem de papelão de qualquer tamanho.
Ajustar seu colador de pastas é mais uma arte do que uma configuração de fábrica. Você nunca simplesmente aumentará a velocidade do seu colador de pastas para obter mais... você terá que trabalhar nisso!
Centro de Aprendizagem Folder-Gluer Packer, Problemas e Soluções
Declaração de Engenharia Cenwan
Mais de 40 países de tickets de serviço de reposição, existem duas tendências que respondem pela maior parte do tempo de inatividade do coletor de pastas. O cinto ou rolo raramente é o culpado. É a disciplina de manutenção, a precisão do tensionamento e a geometria de rastreamento.
Faixa de correia Cenwan Fluer 60+ especificações por espessura, material e velocidade
Nossas seis séries de correias são projetadas para se adequar aos seis dos tipos mais comuns de aplicações de coladores de pastas Cada série de correias é adequada para o seguinte:
| Série Cenwan | Material | Espessura | Velocidade máxima | Juntando-se | Melhor Para |
|---|---|---|---|---|---|
| CW-FG-100 | Poliéster (PE) | 3mm | até 400 m/min | Emendado sem adesivo | Caixas leves, placa de flauta E, seções de alimentação pós-pasta |
| CW-FG-200 | Poliamida (PA) | 3mm | até 300 m/min | Emendado sem adesivo | Caixas compactas em linha reta, conversão de papel |
| CW-FG-300 | Capa de Borracha NBR | 4mm | até 500 m/min | Mecânico /cola | Flauta B ondulada padrão e flauta C, aderência da seção de transferência |
| CW-FG-400 | Conformidade Alimentar TP | 3-4mm | até 600 m/min | Livre de adesivos estilo Flexproof | Pharmaceutical, food packaging, FDA / EU 1935/2004 compatible |
| CW-FG-500 | High-Speed PE | 4-5 mm | up to 750 m/min | Emendado sem adesivo | High-speed Bobst FFG / K+H corrugated lines |
| CW-FG-600 | Heavy-Duty PA | 5-6 mm | até 600 m/min | Thermofix-style | 5-ply AB-flute heavy corrugated, tube winding |

Thickness Selection Logic
For light cartons and post-fold feed sections, select 3 mm. For standard corrugated B/C flutes, 4 mm is required. Thick 5-ply AB-flute and high-impact transfer work demand 5-5.5 mm or 6 mm covers.
Material Properties That Drive Belt Performance
Three properties separate a belt that holds a precise fold from a belt that drifts after the first thousand cycles. Abrasion resistance keeps the cover surface intact under repeated carton-edge contact. Dimensional stability prevents the belt from stretching at high tension.
Reversed bendability and flex fatigue resistance allow the belt to make limited use of small radius pulleys with no edge cracks happening. Improved longitudinal flexibility minimizes the average energy used by a drive motor per stroke of the belt. Over the time needed for long shift work runs those power savings amount to tangible dollar savings. Folding accuracy is the external measure of all four characteristics.
Cenwan belts for the transfer-section and delicate handling of high-end printed cartons feature abrasion-resistant compounds. No marking on the printed face of the carton and longer belt life than competitive imported equivalents are our usual value propositions at this price level.
Why Six Series Instead of Two
European Tier-1 brands often divide their range into “polyester” and “polyamide”. This distinction ignores the high-speed, high-capacity, food-conforming edges where users have the greatest problems. Our six-series system parallels the user’s choice of machine, not the manufacturer’s plastics.
Cross-Brand Folder Gluer Belt Compatibility Matrix
None of the first ten hits for folder gluer belt offers a cross-brand conversion chart for substitute belts. Due to commercial interests Habasit, Forbo Siegling, and Ammeraal RAPPLON do not cross-reference each other. We do, as an original equipment direct supply house we have no earned stake and procurement managers have everything to gain by knowing the answer.
Below is a conversion chart of folder gluer feed, carrier, and transfer belts across the top-selling automatic folder-gluer platforms installed around the world. Our team cross-verified each equivalence with original equipment manufacturer materials specifications data and stored sample tests.
| Tier-1 Brand & Series | 3 mm Equivalent | 4 mm Equivalent | 5-6 mm Equivalent | Cenwan-Equiv SKU | Prazo de entrega |
|---|---|---|---|---|---|
| Habasit Flexfold (Polyester) | Flexfold 3 mm | Flexfold 4 mm | Flexfold 5 mm | CW-FG-100 / 500 | 8-12 days DHL/FedEx |
| Habasit Polyamide (Thermofix) | HabaPA 3 mm | HabaPA 4 mm | HabaPA 5 mm | CW-FG-200 / 600 | 8-12 days |
| Forbo Siegling Extremultus | Siegling GG 3 mm | Siegling GG 4 mm | Siegling RR 5.5 mm | CW-FG-200 / 300 | 8-12 days |
| Ammeraal RAPPLON | RAPPLON Classic 3 mm | QuickSplice 4 mm | QuickSplice 5 mm | CW-FG-100 / 300 | 8-12 days |
| Nitta XH-500 / XH-8E | XH-500-3 / XH-8E30 | XH-500-4 / XH-8E40 | XH-500-6 / XH-8E55 | CW-FG-100 / 500 | 8-12 days |
| Texas Belting FG-Series | FG-14/30F | FG-14/40F | FG-80/55F | CW-FG-300 / 600 | 8-12 days |
Pre-Installation Verification
Exact brand equivalents and part numbers may differ by Tier-1 vendor, year of manufacture, and regional seller. Always verify the equivalence with the spare-part part number that resides on your existing folder-gluer belt or in your machine parts manual. Cenwan will do a free pre-installation out-of-roundness check to confirm pulley-drums fitment, splice-zone location, and tensioner setup before you install.
“When cross-referencing a Bobst FFG 2424 belt to our equivalent, the spec match goes beyond width and thickness. We verify drum-pulley compatibility, splice-zone position, and tensioner geometry – three dimensions most resellers skip.”
- One provider makes five brand equivalents – so there’s no need to split RFQs on three Tier-1 suppliers
- Single lead time – your spare-parts stock keeps one CW-FG-XXX SKU on hand rather than three brand options
- Compatibility confirmed in advance of sale – drum and tensioner geometry tests performed using your machine make and model
Folder Gluer Roller Types — Feed, Pre-Fold, Compression, Transfer & Pull Rolls
Belt materials listings dominate parts pages because unlike rollers they wear visibly with use and tend to ship more frequently. Rollers are less likely to require replacement, but the cost of unexpected failure keeps downtime higher.
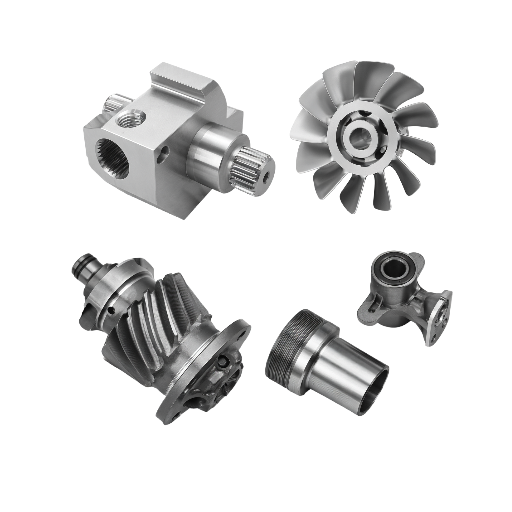
Feed Roller (Pull Roll)
As you enter the folder-gluer the feed roller takes flat blanks from the feeder pile and introduces them into the machine. Typical failure manifests as skewed, double feed, irregular errors. Cenwan supplies steel core feed rolls with a rubberized face, which is replaceable, matched to Bobst FFG, Jagenberg Diana, K+H Flexo, and Signature Elite frames.
Pre-Fold Roller
Pre-fold rollers fold the carton’s first fold lines before they even arrive in the main folder machine. Failing pre-fold rollers result in a failure to properly crease the fold lines and this triggers a chain reaction which causes upstream half-folded boxes. Our pre-fold rollers are CNC-ground to a runout of 0.5mm, the same quality band used on most OEM original parts.

Compression Roller
Compression rollers apply pressure across the glued seam while passing through the transfer-belt stage to set the adhesive bond. Inadequate and uneven compression is one of top reasons for seam failure, especially on humid days. Cenwan compression rollers are constructed with NBR-cover and a 60-shore A compression hardness, sized specifically for B-flute through 5-ply AB-flute boards.

Transfer Roller
Transfer rollers are used to move cartons after being glued and as they pass through the folding and compression stations. Transfer rollers should rotate smoothly without any trace or slip. Cenwan uses sealed-bearing assemblies with a standard service rating of 12,000 hours of continuous-speed use.
Pull-Roll Drive Belt & Roller Pair
Pull rolls and drive belt systems are one of the few components in the folder-gluer system where you should always replace both if needed. Changing one but not the other contributes to shortened part life from effecting premature misalignment wear. Cenwan builds complete pull-roll-and-belt sets at the factory.
Roller Symptom Diagnostic
Slippage at feed
Feed-roller rubber sleeve worn or contaminated. Replace sleeve; clean drum; verify pulley alignment.
Marking on printed face
Compression-roller surface contaminated with adhesive. Clean roller; check upstream glue scraper.
Audible bearing noise
Transfer-roller bearing failure imminent. Replace within 100 operating hours to avoid shaft damage.
Carton skew at exit
Pre-fold roller geometry off; check ±0.05 mm runout spec; replace if outside tolerance.
Belt & Roller Wear Lifecycle — Replacement Intervals from 10+ Years of OEM Aftermarket Data
Industry recommended intervals for replacing belt components suggest timescales ranging from 2 to 5 years or 10,000 to 50,000 hours of operation. The length of life for folder-gluer driven-belts in part depends on the cycle time, amount of glue contacting the belt, and the volume of carton edges that come into contact with the belts. The range of replacement times below are based on our aftermarket service ticket history from over forty-five country deployments.
| Component | Light Duty (≤300 m/min) | Standard (300-500 m/min) | Heavy (≥500 m/min) | Run Hours (typical) |
|---|---|---|---|---|
| PE belt (CW-FG-100/500) | 3,500-4,500 hrs | 2,500-3,500 hrs | 1,800-2,500 hrs | 2,000-4,500 |
| PA belt (CW-FG-200/600) | 4,000-5,500 hrs | 3,000-4,000 hrs | 2,200-3,000 hrs | 2,200-5,500 |
| NBR rubber-cover (CW-FG-300) | 2,800-4,000 hrs | 2,000-2,800 hrs | 1,500-2,000 hrs | 1,500-4,000 |
| Aluminum sprocket | 14,000-18,000 hrs | 10,000-14,000 hrs | 7,000-10,000 hrs | 7,000-18,000 |
| Steel-core feed roller | 15,000-20,000 hrs | 11,000-15,000 hrs | 8,000-11,000 hrs | 8,000-20,000 |
| Sealed-bearing transfer roller | 12,000+ hrs | 10,000+ hrs | 8,000+ hrs | 8,000+ |
Intervals below are typical ranges, not guarantees. Lifespan depends on the level of discipline when maintaining, the quality of the boards and glue, and the ambient humidity level. Operators that lift logistics out of discipline can see the bottom of the range, operators that keep discipline well above the range.

“By tracking belt failures through over 200+ aftermarket service calls in 2024-2025 we found 7 out of every 10 ‘belt failure’ tickets was actually a case of misalignment or wrong tension, not conveyor belt material defect. That’s why our cross-reference comes with a free pre-installation belt tension alignment check.”
Five Maintenance Habits That Extend Belt Life
- Daily glue-residue wipe – adhesive buildup is the second-most-cited reason conveyor belts fail in our service tickets.
- Weekly tension check – just a 5% excess over-tension results in around a third reduction in service life.
- Monthly tracking verification – conveyor belt deviation is the number-one cause of failure noted in our service tickets.
- Quarterly bearing noise check – catching transfer-roller failures 100 hours before damage to the shaft.
- Seasonal moisture control – high moisture levels expedites ageing of NBR by 20-30%.
Tier Pricing Transparency — Basic / Mid / High-End USD Ranges
European Tier-1 belt brands from the continent do not publish any pricing for folder gluer belts, machine tape or live roller drive belts. Asian distributors only provide quotations. Procurement managers waste two to three weeks per project triangulating belt range/ replacement parts across power transmission belts.
Cenwan releasing the ranges below is because procurement cannot be a fog of war. We have the OEM quality stock stock ready in the most-requested SKUs, to send to any of our fortyplus served countries.
Basic Series — Entry & Replacement Cost Floor
Bälten: USD 8-15/styck (löpande meter)
Rollar: USD 60-180/styck
CW-FG-100 PE and CW-FG-200 PA in a width of 3 mm. Metal sheet feed rollers in steel core, no replaceable sleeves.
Ideal for low speed Signature Elite and older Bobst frames with E-flute or compact straight-line cartons. Available to lead time of 8-12 days by air freight.
Mid-Range Series — Standard Production Workhorse
Bälte: 16-32 dollar/meter rullande.
Rollar: 200-450 dollar st.
CW-FG-300 NBR rubber covering and CW-FG-500 high speed PE of 4-5mm. Interchangeable-sleeve feed rollers and CNC ground pre-fold rollers.
Fits standard Bobst FFG 2424, Jagenberg Diana, K+H Flexo, and Signature Premier series. This is where 70% of our orders are.
High-End Series — Heavy-Duty & Food-Conformity
Bälten: USD 33-58 /Linje meter
Roller: USD 500-950 per styck
CW-FG-400 food-conformity TP belts (FDA / EU 1935/2004) and CW-FG-600 heavy-duty PA in 5-6 mm. Sealed-bearing transfer rollers rated for 12,000+ hours.
Built for high-speed Bobst Mastero, K+H Flexo XL, and any pharmaceutical or food-grade carton line.
Why Tier Pricing Beats Hidden Quote Cycles
- OEM-direct margins — no distributor markup, no regional reseller spread
- Chinese manufacturing base with 30-50% USD savings versus Habasit, Forbo Siegling, and Ammeraal Tier-1 list
- No MOQ wall — single-belt and single-roller orders accepted, not just bulk RFQs
Why We Publish These Numbers
Twenty-six years into the modern folder-gluer market, zero of the major Tier-1 belt brands publish pricing on their public pages. That gap is not protecting margins — it is protecting opacity.
If a buyer cannot estimate an order before contacting sales, the buyer simply delays the order. Transparent ranges shorten the procurement cycle and respect the buyer’s time.
“Maintenance costs average $14 per operating hour for high-grade PU drive systems versus $27 per hour for legacy rubber-belt systems — replacement intervals extended from 6 to 18 months.”
Ready to compare a specific Tier-1 quote against the Cenwan equivalent? Send us your quote and we’ll respond with line-item parity within 24 hours.
Request Quote AnalysisSplicing Methods Compared — Adhesive-Free Flexproof/Thermofix/QuickSplice/Mechanical
| Method | Time-to-Splice | Tools Needed | Splice Strength | Re-Splice Possible | Melhor Para |
|---|---|---|---|---|---|
| Flexproof (Habasit, thermoplastic) | 15-25 min on-machine | Heated press kit | ~95% of belt strength | Yes | Daily order changes; food packaging where adhesive is not allowed |
| Thermofix (Habasit polyamide) | 40-60 min on-machine | Heated press + adhesive | ~90% of belt strength | Limited (1-2 times) | Heavy polyamide belts on high-tension Bobst FFG lines |
| QuickSplice (Ammeraal RAPPLON) | 10-20 min on-machine | Splice-tool kit | ~92% of belt strength | Yes | High-frequency belt changes; emergency replacement |
| Mechanical clamp / lacing | 5-15 min | Clamp tools | ~70% of belt strength | Yes (multiple) | Temporary repair; older folder-gluers without splice-press infrastructure |
When to Choose Each
For high-speed Bobst FFG and K+H Flexo line machinery running 500-750 m/min, the only splicing solution that can endure the tension envelope is the Flexproof or Thermofix splice method. Mid-speed Jagenberg Diana and Signature Elite machines operate perfectly using QuickSplice to enable quick change-over orders. Mechanical lacing is your mechanical emergency only, never your main production option.
Splice-Failure Reality Check
Based on our service experience, mechanical-clamp splices are three to four times more prone to fail than adhesive-less Flexproof and QuickSplice splices on high-speed lines. Although mechanicals may add to a customer’s initial capital bill, buyers can earn their money back in unplanned downtime savings in less than a year.
Cenwan Splicing Service Options
- Performing splices in the field in 40+ countries through our distributor/service network
- Mail-back splicing, anytime for emergency order – return belt by air freight, splice in 24 hours and ship back87
- Hands-on DIY splice-tutorial kits with training video, and customer-service hotline support
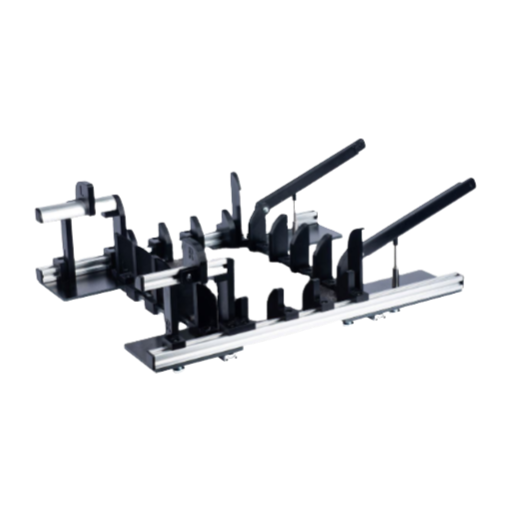
Manufacturing Facility & Global Reach








How to Cross-Reference Your OEM Part Number to a Cenwan Replacement
Belts and rollers fail without warning. The procurement workflow needs to absorb that pressure without adding three days of part-number translation. Our four-step path is built for emergencies.
01
Identify Your Machine and Existing Part Number
Locate the part number stamped on the current belt or printed on the parts manual. Common formats for Bobst look like CR-15202 or 240742. For Signature seek FG, SP, or PF prefixes. If the print has worn away, photograph the part with the model plate visible.
02
Submit the Cross-Reference Request
Communicate the part number and model to us by WhatsApp at +86 151 5777 8185, by email to sales@cenwan machine.com, or through this form. Always include a photo if you can—photos resolve ambiguous part numbers in seconds.
03
Receive Cenwan-Equivalent SKU and Spec Sheet
Our application engineering department responds within 24 business hours with the matched CW-FG-XXX SKU, a full spec sheet, and recommended compatible rollers. If you ran into a non-standard splice-zone or tensioner geometry, we will flag the alignment measurements for confirmation before shipment.
04
Sample Order or Bulk RFQ
Bulk orders are delivered by sea freight in 25-30 days. Single belts and rollers are shipped DHL or FedEx in 8-12 days. No minimum order volume exists wall—one belt ships alone, even when your other spare-parts are ordered on a different schedule.
Ready to resolve your equipment downtime?
Digital Utilities
Interactive Procurement & Maintenance Tools
Eliminate guesswork from your folder gluer maintenance. Use our digital engineering tools to instantly cross-reference OEM parts or calculate precise replacement intervals based on your production speeds.
Folder Gluer Belt Cross-Reference Lookup
Instantly translate OEM part numbers from Habasit, Bobst, Ammeraal, and Nitta to Cenwan equivalents. Our system ensures perfect drum, pulley, and tensioner geometry matches before you place an order, eliminating measurement risks.
Belt & Roller Replacement Interval Calculator
Input your machine’s cycle speed, belt material (PE/PA/NBR), and typical duty cycle to calculate the exact projected lifecycle of your components. Optimize your preventative maintenance schedule and prevent costly unplanned downtime.
Knowledge Base
Frequently Asked Questions — Compatibility, Lifecycle, Splicing & Lead Time
01.
Como posso saber qual cinto Cenwan cabe no meu Bobst FFG 2424?
A.
Send us the part number stamped on your current belt or take a photo of your machine’s section label. Our matrix aligns Bobst FFG 2424 sections with CW-FG-300 (4 mm NBR-cover) or CW-FG-500 (high-speed PE) depending on the section. We confirm that drum-pulley and tensioner match before mailing.
02.
Quanto tempo duram normalmente as correias e rolos de cola de pastas?
A.
O tempo de execução para correias de substituição é de 1.500-5.500 horas, dependendo da aplicação, material de alimentação e engajamento de manutenção A substituição de rolos de núcleo de aço e rodas dentadas de alumínio atinge 7.000-20.000 horas Os rolos de transferência de rolamento selado têm uma média de 12.000 + horas quando operados de acordo com as especificações Veja a tabela de vida útil na página anterior que divide as faixas por componente e faixa de velocidade.
03.
Qual é a diferença de preço entre os cintos Habasit, Forbo Siegling, Ammeraal e Cenwan-OEM?
A.
Cenwan tier-pricing generally achieves 30-50% savings from European Tier-1 brand list pricing for equivalent-quality belts. Our discount requires our OEM-direct factory: we do not make lower-end belts using lower-grade materials. Our food-conformity series uses the same FDA / EU 1935/2004 path as Habasit’s food-conformity range.
04.
Quais tipos de rolos falham primeiro em uma coladora de pasta de alta velocidade?
A.
Os rolos de pré-dobra e alimentação se desgastam mais rapidamente porque funcionam em bordas abrasivas ásperas da caixa Os rolos de compressão e transferência duram mais porque andam em superfícies de colagem, não em bordas de papel O desvio da correia é de longe a falha mais comum da indústria, mas tende a ser um problema de rastreamento ou tensionamento, não um defeito no rolo.
05.
Qual prazo de entrega devo esperar para peças de reposição de emergência?
A.
Para correias e rolos mantidos em nosso armazém em estoque Wenzhou, China, frete aéreo pela DHL e FedEx para a Europa e América do Norte leva 8-12 dias Para pedidos específicos construídos de acordo com as especificações, um adicional de 7-10 dias são necessários para a fabricação da fábrica Mantemos um estoque dos SKUs mais populares para entregas apressadas.
06.
A emenda sem adesivo é mais durável do que a emenda mecânica?
A.
Para linhas de alta velocidade sobre 400 m/min, de fato sim linhas de redução significativa QuickS1 e adesivos Flexproof normalmente preservam 90-95TP3 T da resistência de tração da correia As emendas mecânicas de grampo duram cerca de 701TP3 T. Com base em nossos registros de serviço, as emendas mecânicas falharam cerca de três a quatro vezes a taxa das emendas sem anúncios em alta velocidade.
07.
What’s the difference between feed roller, pre-fold roller, and transfer roller?
A.
Os rolos de alimentação extraem espaços em branco da pilha de alimentação e para a máquina Os rolos pré-dobras perfuram as primeiras linhas de dobra em uma caixa Os rolos de transferência são usados para transferir caixas recém-coladas da estação de dobramento para a estação de compressão.
08.
Posso encomendar uma única correia ou rolo, ou apenas a granel?
A.
Pedidos de peça única são considerados Não construímos paredes de quantidade mínima de pedidos porque substituições de emergência são encomendadas como itens únicos Correias únicas são frete aéreo e pedidos em grandes quantidades ao longo de uma ou mais semanas serão enviados via frete marítimo com uma economia significativa por item.



