Entre em contato com Cenwan Machine Company


Uma máquina coladora automática de dobra de 4/6 cantos dobra e cola caixas de quatro ou seis pontos de ligação em seu perímetro. Um deles, os padrões de caixa manipulados por essas máquinas são aqueles usados em compactos cosméticos, caixas externas farmacêuticas, caixas de envio de comércio eletrônico, caixas de alimentos e embalagens de varejo reforçadas. Este guia explica o fato de que a máquina funciona, os padrões de caixa no diagrama, os componentes dentro da máquina, como ler uma folha de dados do fornecedor para que um comprador não seja induzido em erro por números de velocidade estrutural, como decidir entre emulsão fria / derretimento quente /Sistemas adesivos PUR, e como suavizar a configuração e manutenção em um plano de uso de 10 anos Nosso objetivo é uma estrutura de compradores que trabalham não é específica do fabricante.
Especificações rápidas
| Padrões de caixa suportados | Linha reta, parte inferior da fechadura, parte inferior da fechadura, parede dupla, 4 cantos, 6 cantos, mini caixa |
| Velocidade estrutural típica | 300 a 700 m/min (figura do título do fornecedor) |
| Velocidade real de retrodobragem de 4/6 cantos | 180 a 300 m/min (o teto real nas caixas de canto) |
| Faixa de largura da caixa | Normalmente 80 mm a 1.650 mm dependendo do modelo |
| Material | Papelão de até 800 g/m2 e papel ondulado de 3 a 5 camadas (flauta E, F, B, A, AB) |
| Poder | Carga total conectada de 15 a 28 kW |
| Ar comprimido | 6 bar com consumo aproximado de 10 m³/h |
| Normas de referência | EN ISO 12100 (segurança de máquinas), EN 415-1 (máquinas de embalagem), Diretiva de Máquinas da UE 2006/42/CE |
Como funciona uma máquina de calafetagem de pasta de canto 4/6
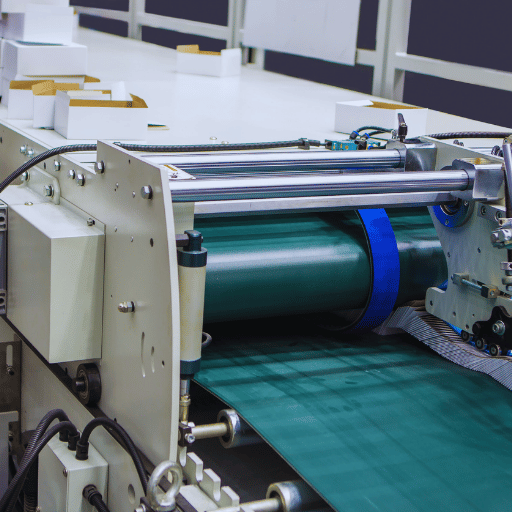
A máquina move a folha plana pré-determinada cortada e impressa, que já tem as linhas de dobra corretas vincadas, através de cinco estações de progressão para frente Cada folha em branco começa como uma folha de papelão ou papel ondulado com linhas de dobra vincadas e cortes de fenda formados nela O colador de pasta a pega e converte essa folha plana em uma caixa aberta de 3 dimensões, aplicando abas dobráveis para dentro em ângulos precisos e colando portas juntas para que permaneçam mantidas nessa posição.
Estas cinco estações são um alimentador, um segmento de pré-dobragem, uma seção principal de dobragem, uma estação de colagem e uma seção de prensagem e empilhamento Um alimentador puxa cada folha em branco para dentro da máquina uma de cada vez através de sucção a vácuo e/ou pinças de correia, e em velocidades idênticas As seções de pré-dobragem vincam e envelhecem a primeira e terceira linhas de dobra para abri-las para fora em ângulos entre 180 e 165 graus para facilitar o processo de abertura da caixa depois Os segmentos principais de dobragem avançam a peça bruta através da segunda e quarta linhas de dobra usando correias de dobra que aceleram e desaceleram ao longo de seu comprimento, precisamente inclinando e alinhando a caixa à medida que avança Uma estação de colagem deposita adesivo nos pontos de ligação, de modo que a dobra final coloca a costura em contato, fechando a caixa.
O que distingue uma coladora de pasta de canto 4/6 de uma coladora de pasta de linha reta é a adição de um componente de dobramento traseiro que dobra os dois painéis frontais para trás, e os dois painéis laterais para dentro Em uma caixa de 4 cantos o dispositivo faz quatro dessas dobras, em um canto 6 faz seis, e os cantos recebem suas próprias contas de cola Após a dobra final a caixa entra em um transportador de compressão, onde correias superior e inferior pressionam a superfície colada juntas até que a cola seque. Um olho fotoelétrico então erola a caixa em um empilhador.
Padrões de caixa que um Gluer de pasta de canto 4/6 pode produzir
Comparado ao manipulador de colador de pasta de canto 4/6 em linha reta, a principal característica de uma máquina de colador de pasta de canto 4/6 recente é um dispositivo de retrodobramento adicionado que inclina os dois painéis laterais para 135 graus. As caixas de 4 cantos recebem quatro desses confrontos de retrodobramento. Depois que a luva segura a borda da caixa, ela recebe um cordão de cola e, em seguida, toda a caixa é colocada através de um rolo de pressão para que esteja pronta para indexação em outros equipamentos de produção.
| Padrão caixa | Uso típico da indústria | Complexidade mecânica |
|---|---|---|
| Linha reta | Caixas exteriores farmacêuticas, papelaria, caixas de varejo tuck-end | Baixo nível de costura única, produção mais rápida |
| Fechadura inferior | Produtos de consumo mais pesados, bens domésticos | Médio, abas interligadas sem glue |
| Travamento trava fundo | Transportadores de comércio eletrônico, caixas para viagem de comida | Alto-foldado inferior snaps aberto sob tensão |
| Parede dupla (lado duplo) | Cosméticos frágeis, kits de amostras farmacêuticas | Camadas altas de papelão dobradas simultaneamente |
| 4 cantos | Compactos cosméticos, caixas de presente, varejo premium | Cantos reforçados altos colados simultaneamente |
| 6 cantos | Caixas de amostra farmacêutica, eletrônica premium, bandejas de exibição de alimentos | Mais alto sic cantos reforçados; mais longo m |
| Mini caixa | Farmacêutico de dose única, chocolate premium, embalagem de saqueta | Médio 1 mm precisa de alimentadores especializados |
As especificações superiores de um servo-conduzido moderno flexó-pasta-coladora capaz de executar padrões da caixa são 350 cursos pelo minuto A versatilidade em apoiar os sete padrões de produção esperados em uma máquina o custo de mesmo uma única finalidade da cola em linha reta, é o que garante o investimento de capital para um único MDMD como a cola automática da pasta quando a procura deriva do lado pharma e do lado cosmético no apoio.
Componentes dentro de uma máquina de calafetagem de pasta de canto 4/6
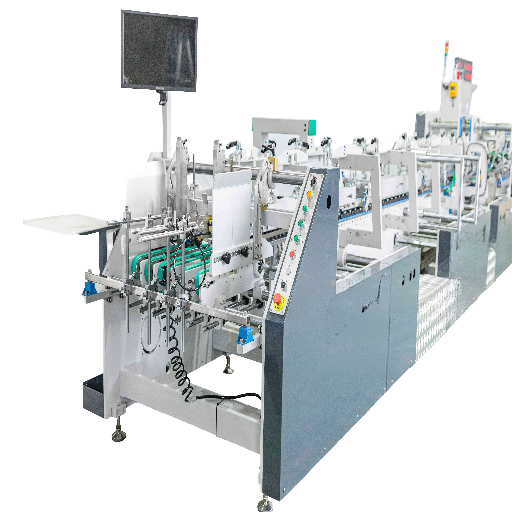
A máquina pode ser dividida em 9 subsistemas principais, cada um cumprindo um propósito específico e cada um oferecendo uma série de ajustes Saber pelo que cada peça é responsável e o que essas responsabilidades implicam é a diferença entre um operador eficaz e um operador que sempre tem que ligar para seu fornecedor para a próxima mudança de receita.
| Componente | Função |
|---|---|
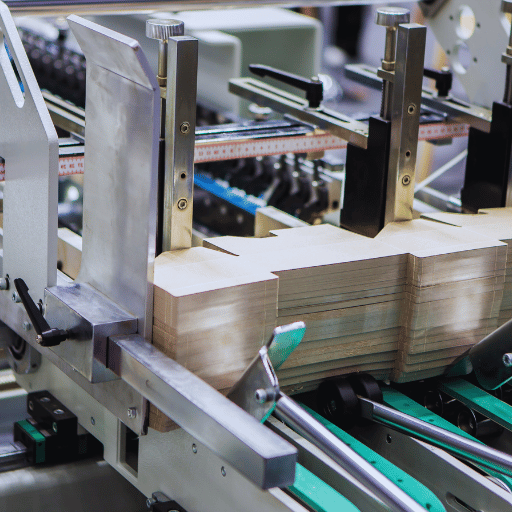
| Seção alimentadora | A correia de sucção a vácuo ou pinça colhe peças brutas, uma de cada vez, de uma pilha de cerca de 400 mm de altura. Inclui vibradores e múltiplas portas de alimentação para separação de peças brutas. |
| Unidade de auto-calibração | Dois conjuntos de placas guia com correias de inclinação ajustáveis corrigem qualquer erro de paralelismo antes que a caixa atinja os trilhos dobráveis. |
| Facas e cintos pré-dobrados | A faca de primeira dobra dobra dobra a primeira linha de dobra para 180 graus A pré-pasta acionada por correia dobra parcialmente a terceira linha para cerca de 165 graus para que a caixa se abra limpamente a jusante. |
| Trilhos dobráveis principais e correias de dobra | As correias de dobra cuja velocidade varia ao longo de seu comprimento mantêm a caixa inclinada corretamente através da segunda e quarta linhas de dobra. |
| Dispositivo de retrodobragem (unidade de canto 4/6) | Unidade especial servo-conduzida que dobra os painéis laterais para dentro a 90 ou 135 graus para formar quatro ou seis cantos reforçados Teto de desempenho de toda a máquina. |
| Sistema de colagem | Tanque de cola inferior com aplicadores de disco ou roda para costuras retas, além de três ou quatro pistolas eletrônicas para aplicação de spray em cantos irregulares AICC documenta os sistemas de cola HHS de 4 canhões como o padrão da indústria para unidades servo-acionadas de alta velocidade. |
| Seção de compressão (prensagem) | As correias superior e inferior pressionam as costuras coladas juntas até que os conjuntos adesivos A movimentação independente na parte superior e inferior permite o ajuste do comprimento pelo tamanho da caixa. |
| Contador fotoelétrico e ejetor | Conta as caixas que saem da prensa e aciona um ejetor pneumático para redirecionar as caixas defeituosas para uma calha de rejeição. |
| Empilhador /mesa coletora | O sistema de transporte independente empilha caixas acabadas em contagens ajustáveis para embalagem a jusante. |
Nota de Engenharia
O backfolding servo-driven é o único elemento mais importante para a precisão de 4/6 cantos Um sensor de posição fotoelétrico lê a borda principal de cada peça bruta e o servo motor ajusta a posição do braço de canto à medida que cada peça bruta passa. As backfolders pneumáticas simplesmente não conseguem corresponder à precisão do servo quando a velocidade da máquina passa por cerca de 150 m/min (é por isso que todas as máquinas de canto 4/6 com rotação rápida especificam o servocontrole na parte de backfolding, mesmo que todas as outras seções sejam pneumáticas.
Como ler uma folha de dados Gluer de pasta de canto 4/6
Cada fornecedor distribui uma folha de dados, e a maioria dos especialistas em compras acredita que os números principais pelo valor nominal Existem dois números principais que são sistematicamente sensacionalistas e um erro de engano em termos de comprador não é cobrado por uma capacidade que ele não verá em sua linha de montagem.
A lacuna estrutural-velocidade versus retrodobramento-velocidade
Uma folha de dados mostrando velocidade “max 700 m/min” está realmente transmitindo velocidade estrutural da correia no modo de linha reta, não transferência de 4/6 cantos O máximo real na taxa de transferência de 4/6 cantos será governado pelo conjunto de backfolding, que é mecanicamente dissuadido, independentemente da rapidez com que a linha de montagem é executada Ficha técnica da série SCM SQ faz a disparidade: 700 m/min estrutural max, e 300 m/min máximo backfold (fold) cristal claro que demonstra que a saída real de 4/canto será de aproximadamente 43 por cento do máximo publicado Outros publicados em... máquinas geralmente funcionam servo limitado a 180 m/min na esquina, independentemente do máximo estrutural.
| Linha folha de dados | O que os compradores acham que significa | O que realmente significa |
|---|---|---|
| Velocidade máxima 400 a 700 m/min | Todos os padrões de caixa funcionam a esta velocidade | Modo em linha reta apenas; a velocidade de retrodobramento é metade desse número |
| Largura em branco da caixa máxima | Todos os padrões de caixa podem atingir essa largura | As larguras de 4 c e 6 corner são geralmente mais estreitas do que a tabela específica do padrão de caixa |
| Flauta B (horizontal) ondulada | Qualquer corrugado de flauta B é suportado | Apenas grãos horizontais (grão vertical B-flute) podem estolar o alimentador |
| Potência 25 kW | Classificação de alimentação elétrica necessária | O total de carga conectada no sorteio real é de aproximadamente 6 a 70 por cento abaixo do serviço normal |
| Cartão até 800 g/m² | Qualquer placa de 800 g/m² pode funcionar | 800 g/m² no limite superior; a faixa de trabalho testada é normalmente de 200 a 600 g/m² |
| Peso líquido 6.000 a 11.500 kg | Apenas uma figura de transporte | Indicador de rigidez indireta (indirect rigidity indicator) As máquinas mais leves vibram mais acima de 200 m/min |
Ao compilar três folhas de dados de fornecedores, cada fornecedor deve ser solicitado a fornecer a tabela de rendimento de padrão de caixa específica, não o máximo estrutural. Quem fornece apenas rendimento estrutural e o publica significa que é ele quem mais examina.
Escolha adesiva: Emulsão fria, Hot Melt ou PUR

O sistema de colagem de uma cola de pasta é tão importante quanto o sistema de dobramento. Esta mesma maquinaria pode funcionar com três produtos químicos (emulsão à base de PVA), hot melt (polímero EVA) ou PUR (poliuretano reativo) e cada um exige uma reciclabilidade distinta, tempo definido, custo da maquinaria e perfil do equipamento.
| Critério | Emulsão fria (PVA) | Hot melt (EVA) | PUR (reativo ao poliuretano) |
|---|---|---|---|
| Temperatura de aplicação | Ambiente (20 a 30 °C) | 160 a 180°C | 120 a 150°C |
| Definir hora | Lento (a água deve absorver /evaporar) | Rápido (segundos cools e ressolidifica) | Aproximadamente 2 minutos (cura química) |
| Ligação em estoque revestido ou laminado com UV | Pobre água não pode mergulhar | Pobre não pode aderir a superfícies lisas | Excelente ligação química mantém-se liso |
| Custo do equipamento | Aplicador de disco mais baixo ou roda simples | Mid (armas e tanque) | Tanques mais altos com cura por umidade |
| Custo do adesivo por kg | Mais baixo | Meio | Mais alto (normalmente 2 a 3 vezes o hot melt) |
| Reciclabilidade da caixa acabada | Melhor baseado em água, totalmente repulsa | Boa fibra recuperam, algum resíduo quente | A ligação química mista complica a recuperação da fibra |
Baseado em Baumer hhs PUR Aplicações na produção de caixas dobráveis papel técnico, os hot melts não aspiram em superfícies lisas laminadas por UV, e os adesivos de dispersão (frios) não têm utilidade porque a água não pode ser absorvida Apenas a química PUR garante uma adesão fiável a estes substratos. (Guia de decisão: emulsão fria para embalagens de alto volume, não revestidas, onde um conjunto lento é aceitável; hot melt para aplicação geral e de alta aparência; PUR para embalagens laminadas, laminadas por UV ou seguras para alimentos, onde a adesão não é opcional.
Critérios de seleção: Como escolher um 4/6 Corner Folder Gluer

As equipes de compras normalmente discriminam o colador automático de pastas apenas no preço. Isso perde as 7 opções que determinam o custo total de longo prazo ao longo de um período de 10 anos. Use a lista de verificação de política abaixo ao avaliar uma máquina coladora de pastas de canto 4/6 em relação às cotações do fornecedor.
7-Quadro de Seleção de Critérios
- Meta de volume 6 por turno ou internamente definido ano. Sob aproximadamente 5 milhões de caixas por ano, uma máquina servo-driven de entrada fará Mais de 20 milhões, especifique 1.250 a 1.650 mm de nível de formato largo.
- Tipo da caixa (contagem da rotação da caixa SKUs para a máquina As plantas de alta mistura, mais do que 15 SKU/SKU precisam de uma mudança da receita de um clique, as plantas de único SKU não precisam de pagar por uma.
- Largura da caixa faixa mínima e largura máxima da caixa para cada tipo de padrão; sempre verifique 4 cantos e larguras específicas de 6 cantos (que geralmente são mais estreitas que o máximo em linha reta).
- Gama de materiais apenas cartão, apenas papelão ondulado ou ambos. Wide-gap configurações e os alimentadores de maior potência para plantas de materiais mistos são caros.
- Nível de automatização de dose automática (receitas manuais de automação versus código QR carregado automaticamente ou servo de um clique. A automação paga rapidamente em plantas com alta mudança.
- Tamanho da planta 4/6 máquinas de colador de canto exigem comprimento de 14 a 17 metros, além de uma zona de acesso claro do operador no lado do operador Confirme em sua planta antes da aprovação.
- Suporte de fim de vida útil futuro (compromisso com estoque de peças de reposição), termos para implantação de engenheiros no local, cobertura de vida útil versus garantia. Metade do custo inicial de capital, metade do custo vitalício, compreende a prestação de serviços.
Uma vez que os sete critérios foram pontuados, a seleção se resume a dois ou três fornecedores que atendem às realidades de sua planta Para grupos de compras somando Especificações da máquina de colador de pasta de canto 4/6 contra essa estrutura, os itens do marcador que devem estar na vanguarda são velocidade de preparação específica do padrão da caixa, faixa de largura de 4 cantos/linha reta, sistema adesivo (frio/hot melt/PUR-in-waiting) e requisitos de visita do instalador do serviço Todos os quatro publicados de forma imparcial pelos fornecedores são mais fáceis de comparar do que a velocidade publicada isoladamente.
A indústria de coladores automáticos de pastas se estabeleceu em três entradas regionais O cluster premium da Europa (entrega longa, alto custo de capital) é dominado por Bobst e Heidelberg O cluster de nível médio de valor (Taiwan e China), com Cwan CW-W PCW e nível semelhante de fornecedores regionais chineses e taiwaneses cobre o suporte de construtores de preço médio O mercado de distribuição norte-americano inclui empresas como SCM (através dos melhores gráficos) e outras de associação AICC. A comparação de saldo tende a ser uma citação de cada um dos clusters.
Configuração, Operação e Manutenção
Uma máquina de colador de pasta de canto 4/6 funciona em três modos de trabalho: produção constante, troca de receita e manutenção programada Destes, o primeiro é responsável por aproximadamente 701TP3 T de tempo operacional; o segundo é responsável por aproximadamente 201TP3 T em uma preocupação de fabricação de mistura mais ampla; e o terceiro é responsável por aproximadamente 101TP3 T. As plantas que negligenciam esse cronograma preventivo sofrem suas consequências duas vezes um tempo durante o tempo de inatividade inesperado e uma vez devido ao desgaste prematuro de servo e peças de rolamento dispendiosas.
Tempo de troca de receitas
Unidades contemporâneas alimentadas por servo alcance documentado repeat-pattern makeready de 10 minutos quando o operador está mudando entre receitas memória Uma nova configuração de 6 cantos especialmente com um tamanho em branco fresco pode levar 30 minutos em uma primeira passagem para confirmar Bibliotecas de receitas estabelecidas e recall de um clique espremem o tempo ainda mais em máquinas com reconhecimento de código QR Plantas executando mais de 15 ajustes SkU semanalmente, justificam esse retorno rápido; plantas que não funcionam com tanta frequência não vão.
| Frequência | Tarefa manutenção |
|---|---|
| Diariamente (fim de turno) | Escorra e limpe o tanque de cola inferior; limpe os resíduos de cola dos aplicadores de disco e dos bicos da pistola; inspecione as correias alimentadoras quanto ao acúmulo de pó de papel |
| Semanal | Verifique a tensão superior e inferior da correia; inspecione o desgaste da correia dobrada; limpe os sensores fotoelétricos de pó de papel; verifique a amplitude do vibrador do alimentador |
| Mensal | Lubrifique os rolamentos da transmissão; inspecione tirantes e espaçadores; verifique o regulador de pressão do ar em 6 bar; calibre o tempo do contra-ejetor |
| Trimestral/anual | Recalibrar dispositivo servo backfolding; inspecione os trilhos dobráveis principais quanto ao desgaste das ranhuras; substituir cintos desgastados; verificar a funcionalidade do circuito de segurança CE/EN ISO 12100 |
Falhas operacionais comuns
3 modos de falha combinam-se para produzir >801TP3 T de todo o tempo de inatividade não programado. debris/jams de acabamento estrangeiros (papel ondulado e aparado ou pedaços de aba rasgados deixados no alimentador).Isso é documentado pelo Portal de Embalagem como sendo tão sensível que mesmo uma peça ondulada simples fina pode causar um congestionamento e, consequentemente, o tempo de inatividade da máquina, muitas vezes incluindo mau funcionamento da panela e aquecimento que poderia ter sido evitado limpando o alimentador e verificando os tamanhos antes do empilhamento, Dica. Para evitar esse possível modo de falha plano, o usuário deve alinhar o recurso de alimentação com o grampo parcialmente aberto e, em seguida, verificar as luzes indicadoras anteriores e atuais após o fechamento do grampo de secagem por emulsão a frio no aplicador de disco durante longos deslizamentos (cola). Isso é fixado com drenagem diária do tanque no final do turno. A deriva de calibração na unidade de calibração automática causada pelo acúmulo de pó de papel nos rolamentos da placa guia (Este de limpeza) é corrigida pelo sensor de limpeza semanal.
Nota de Engenharia
Os compradores que projetam horários de PM geralmente planejam reservar 3-51TP3 T de custo de capital a cada ano, para peças e tempo de engenharia Para informações da máquina relevantes para seus cronogramas de produção, consulte o resumo Folha de especificações da máquina coladora de pasta de canto 4/6. A captura do cronograma acima em um registro de manutenção fornece a trilha de auditoria que os futuros reguladores exigem para máquinas certificadas pela CE em setores regulamentados, conforme a UE diretiva Máquinas 2006/42/CE.
Perspectivas da Indústria (2026): Servo, IIoT e Adesivos Sustentáveis
3 seis tendências impulsionam as especificações de colador de pasta de canto 4/6 até 2026+. Em primeiro lugar, a indústria de máquinas de colagem dobráveis de papelão está prevista para atingir aproximadamente 7,91TP3 T CAGR de 2026 a 2033+. O mercado global de máquinas de embalagem em geral atinge cerca de 71 bilhões de dólares americanos até 2026, com um crescimento anual de 5,8%. As despesas de capital com coladores de pastas são impulsionadas por ambas as correntes.
Em segundo lugar, a indústria 4/6 Jupatuh Tarez procura adotar IIoT e manutenção preditiva como tecnologia básica Baseado em Automação SUN O relatório de tendências de fabricação de papelão ondulado de 2026 da Co-., os três temas mais altos que serão suportados pela automação, manutenção preditiva habilitada para IIoT, suporte ao operador e treinamento/retenção da força de trabalho são os três temas mais altos que os operadores de mercado planejam adotar em 2026. é sábio para os compradores exigirem ofertas de RFQ com controladores compatíveis com IIoT, caminhos de diagnóstico remoto e instruções do operador de tablóide.
Em terceiro lugar, os adesivos favoritos da sustentabilidade Especificamente, os sistemas PUR de emulsão fria (controlados com água) e de engenharia adequada substituirão algumas soluções de fusão a quente, em aplicações de fim de vida de alta reciclabilidade (alimentares e farmacêuticas). Os compradores devem contabilizar as especificações de compra e fabricação seguras para uso da máquina da UE 2006/42/CE e as especificações de sustentabilidade emergentes em suas especificações de 2026, esperando que tais especificações de campo contenham marcação CE, avaliação de risco EN ISO 12100, plano de segurança de paletes EN 415-1, REACH 2011/65/UE e prontidão para IIoT como um pacote.
Perguntas frequentes
Q: Qual é a diferença entre uma caixa de 4 cantos e 6 cantos?
Ver Resposta
Uma caixa de 4 cantos tem quatro cantos reforçados formados por painéis laterais dobráveis para dentro a 90 a 135 graus, colados em quatro pontos de ligação Uma caixa de 6 cantos tem seis desses cantos, exigindo duas operações adicionais de dobramento e colagem O padrão de 6 cantos produz um reforço mais forte para caixas mais altas ou conteúdos mais pesados, mas adiciona cerca de 20 minutos ao tempo típico de preparação da máquina e funciona a uma velocidade menor porque o dispositivo de retrodobramento executa mais operações por ciclo.
Q: Que tamanhos de caixa pode uma máquina de colador de pasta de canto 4/6 lidar?
Ver Resposta
A faixa de largura da caixa depende do modelo de caixa Os modelos de nível básico acomodam 80 a 650 mm de largura em branco Os modelos de nível médio acomodam 140 a 1.250 mm. Os modelos de formato amplo acomodam de 290 a 1.650 mm. Observe que as larguras de 4 cantos e 6 cantos são geralmente mais estreitas do que as máximas de linha reta em um boxmker de classe de 1.65 mm, geralmente são de 470 a 1.450 mm. Veja a planilha de dados do fornecedor para a tabela específica do padrão de caixa.
Q: Que velocidade devo esperar de uma máquina de colador de pasta de canto 4/6?
Ver Resposta
As folhas de dados do fornecedor registram um máximo estrutural de 300 a 700 metros por minuto, mas o teto real em caixas de 4 cantos ou 6 cantos é de 180 a 300 metros por minuto (velocidade real).Esse número mínimo é a limitação mecânica do dispositivo servo backfolding, que faz as dobras de canto Ao avaliar as cotações, sempre peça a tabela de velocidade específica do padrão de caixa nunca o máximo estrutural sozinho.
Q: Quente cola fria (degelo) ou o derretimento do canto é melhor para 4/6 caixas?
Ver Resposta
A emulsão fria (dispersão de PVA) é mais barata e mais reciclável, mas tem tempo de ajuste lento O hot melt (EVA) se ajusta em segundos e suporta alto rendimento, mas não é capaz de unir superfícies revestidas ou laminadas com UV. PUR (poliuretano reativo) é o mais caro, mas é a única química adesiva que se liga de forma confiável ao estoque revestido liso e às caixas de qualidade alimentar. Portanto, a escolha depende do tipo de substrato e do comprimento de execução, não do custo.
Q: Quanto tempo leva para alternar entre estilos de caixa em uma coladora de pasta de canto 4/6?
Ver Resposta
A alternância entre receitas armazenadas anteriormente em um boxmker servo-driven normalmente leva 10 minutos A configuração de primeira passagem de um novo padrão de 6 cantos com dimensões em branco desconhecidas leva até 30 minutos As plantas que trocam receitas mais de 15 vezes por semana pagam o prêmio de automação para sistemas de recall de código QR ou de um clique; plantas com menos alterações não.
Sobre este guia
Este guia do comprador para máquinas coladoras de pastas de canto 4/6 compila dados de melhores práticas e especificações de fichas técnicas de fornecedores publicadas, o Associação da indústria de embalagens AICC, o relatório ondulado SUN Automation 2026, e o papel técnico adesivo PUR da Baumer hhs As referências de conformidade são atuais à EN ISO 12100, EN 415-1 e à Diretiva de máquinas da UE 2006/42/EC.
Referências e fontes
- AICC NOW: Global Boxmachine (pasta servo-conduzida) gluers (Gluers) (Associação de Embalagens Flexos) (AICC)
- PUR Aplicações em papelão Produção de papelão dobrável Ba hhs papel técnico
- 2026 Tendências de fabricação de papelão ondulado (SUN Automation Group)
- Coladora de pastas SCM SQ Folha de dados (700 m/min estrutural /300 m/min backfold) (melhores gráficos da série)
- Diretiva de Máquinas da UE 2006/42/EC (União Europeia)
- EN ISO 1210 Segurança de máquinas Organização Internacional de Normalização
- Evitando defeitos de colagem J e Gluing em Flexo-F-gluers-gluers (antigos portais de embalagem)
- Adesivos de fusão a quente tradicionais vs. PUR de poliuretano Guia da indústria Hotmelt.com



