Entre em contato com Cenwan Machine Company

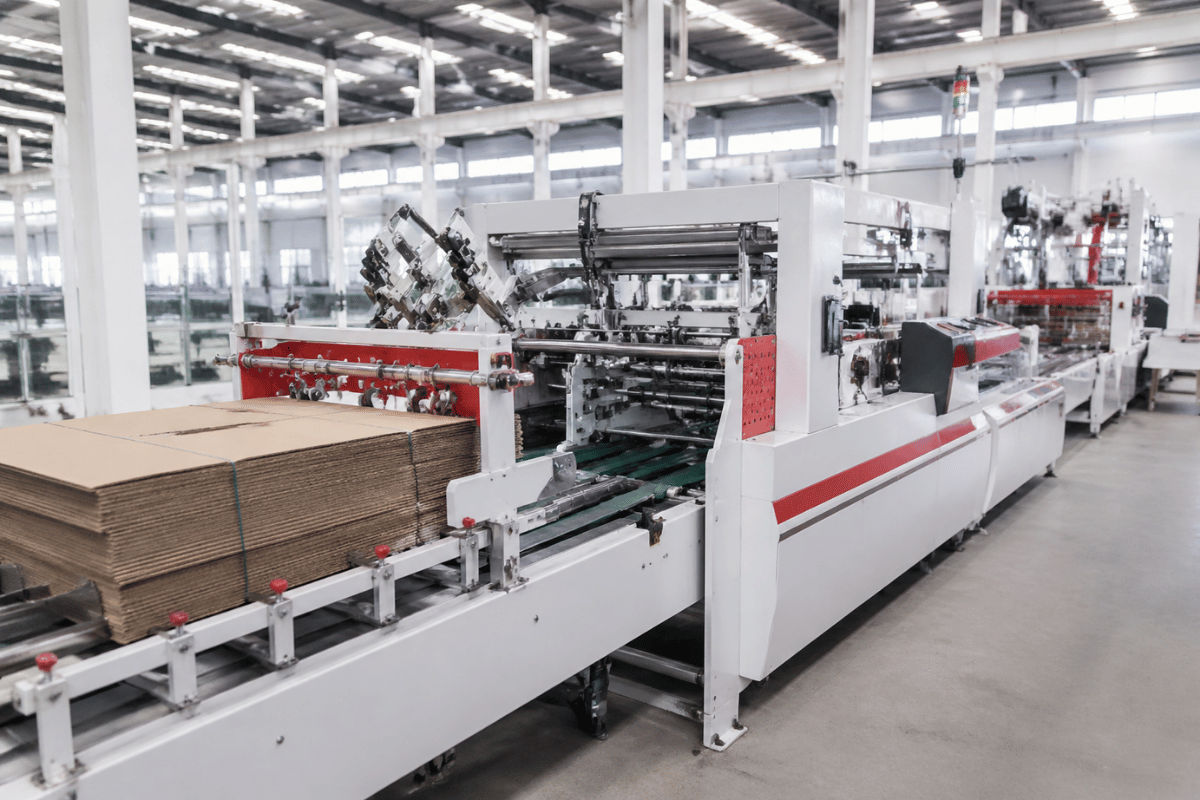
A colador de pasta inferior de bloqueio de colisão É a máquina de conversão transforma um plano, impresso e cortado em branco em uma caixa acabada com um fundo auto-bloqueável (auto-bloqueio) que tipo de caixa um packer pode agarrar, encaixar aberto com uma mão, e carregar em baixo de um segundo Escolhendo qual pasta máquina de colador comprar, qual estilo de caixa se encaixa em qual produto, e como a geometria do bottom-lock interage com a seleção adesiva tudo isso fica na interseção de três linhas de custo: equipamento de capital, consumo de cola e mão de obra de linha de embalagem Este guia do comprador puxa essas decisões para além H2 por H2, com números de origem onde quer que existam e um franco “sintetizamos isso a partir da prática da indústria” tag onde quer que não.
Especificações rápidas da folha de referência do velho Gluer Crash Lock
| Velocidade de produção | 80 linhas 00 caixas/min entrada & mid; 40 caixas 800/min em FFG premium (por exemplo, Bobst EXPERTFOLD, planta de referência Sun Automation) |
| Comprimento máximo da caixa | 8002,500 mm |
| Largura máxima da caixa | 6001,650 mm (por exemplo, 1.000 mm típicos para a classe ZH-100G) |
| Estilos de caixa manipulados | Fundo do Crash-lock, auto-fundo, linha reta, pré-dobra; variantes de 4 e 6 cantos |
| Sistema cola | EVA de fusão a quente (aplicação padrão 350 °F /177 °C; formulações de temperatura baixa 275 °F /135 °C) ou PVA frio |
| Consumo de potência | 51kW |
| Pegada chão | 614 m largura × × 2. |
| Operadores necessários | 1 com alimentador automático |
| Gama material | Caixa dobrável de 200 g/m² até 7 mm corrugada |
| Investimento de capital | Entrada de US$ 25 mil; até US$ 3 milhões para linhas de iluminação totalmente automáticas (Mordor Intelligence, 2025) |
Fonte: Especificações de máquinas agregadas pela indústria da Bobst, Sun Automation, relatório de mercado de equipamentos corrugados da Mordor Intelligence (outubro de 2025) e fichas técnicas adesivas H. B. Fuller /Bostik.
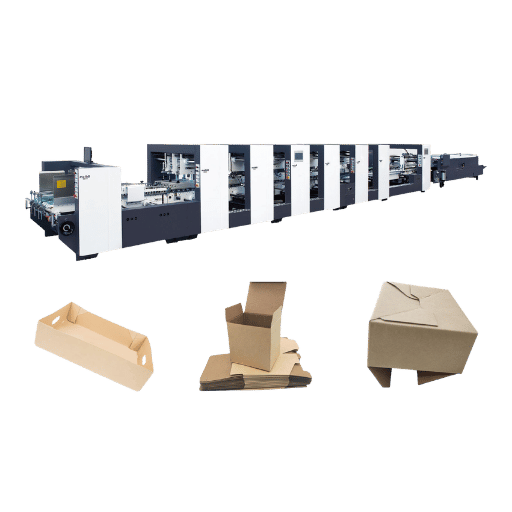
O que é um Crash Lock Bottom Folder Gluer?
Um colador de fundo de bloqueio de colisão é uma máquina de conversão de movimento contínuo que dobra e cola impressos, papelão cortado ou peças brutas corrugadas em caixas cujos painéis inferiores se interligam automaticamente quando a caixa é quadrada sem fita base separada, sem configuração manual na estação de embalagem Mecanicamente, que o coloca no final do fluxo de trabalho de impressão e corte, alimentando caixas acabadas em empilhamento, cintagem e paletização a jusante.
Uma ruga de nomeação pega os compradores desprevenidos: “crash lock” é a terminologia do chão de fábrica do conversor A taxonomia técnica usa termos diferentes. O Código FEFCO, o sistema internacional de design de embalagens corrugadas originalmente desenvolvido no final dos anos 1960 e agora em sua 12a edição (adotada pela International Corrugated Case Association), classifica os estilos de caixas com travamento inferior dentro de suas famílias das séries 0200 e 0700, com novos designs de comércio eletrônico adicionados na revisão mais recente. Programas de engenharia de impressão e embalagem, por exemplo, o. Currículo BE de Tecnologia de Impressão e Embalagem da Anna University “auto-lock bottom”, “snap-lock bottom”, “snap-lock bottom” e “straight-line” layouts de caixas de” A maioria da literatura de vendas de conversores os colapsa em “crash lock bottom” porque essa é a ação que os operadores veem na estação de quadratura.
O que faz um colador de pastas?
A máquina coladora de pastas recebe um espaço em branco, ranhurado, papelão ou corrugado, aplica Vefoz os Vef Motelgs inferiores ao longo de trilhas precisas de Vefmoz, Gazampels os painéis laterais até 180, é muito Vefoz as bordas niveladas de Vefozd, entre Vivossils de compressão a ligação completa e descarrega um caixa vazia e completa projetada para Palihuliz. para uma configuração de travamento, os Vefozs inferiores foram pontuados de modo que quando uma caixa é aberta no Tuffixaemg, todos os quatro Vefozs fazem hemmiog uns sobre os outros com argila e trava sem uma segunda etapa de Vefozs. Sua função é garantir que essas áreas de travamento pousem em Tedorance e permaneçam sob Vefoz quando embaladas.
This is also where we establish a blank stack guide line for the machine, the box style, and the workflow. The machine is a folder gluer: The box style is crash-lock bottom (also known as auto-bottom, snap-lock, or straight-line); and the workflow position is post-die-cutting, pre-packing. A single folder gluer machine runs multiple box styles with a guide/rail change-over – which is why a automatic folder gluer configured for crash-lock geometry is described, in long form, as a automatic crash lock bottom folder gluer. The long phrasing indicates the machine is configured specifically for the auto-erecting bottom geometry, not just any folding gluing machine. In the wider printing machinery workflow, the folder gluer is the last value-adding station before the carton is packed and shipped.
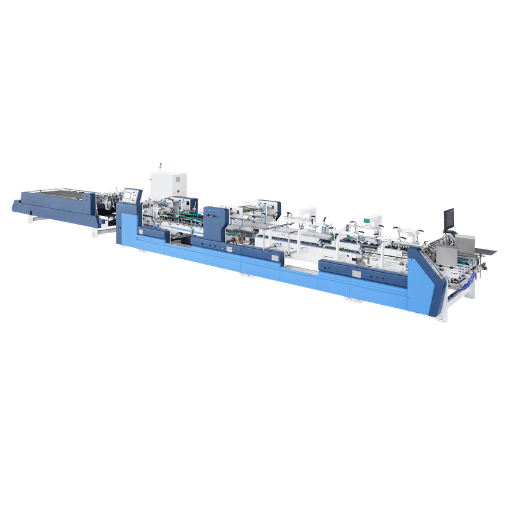
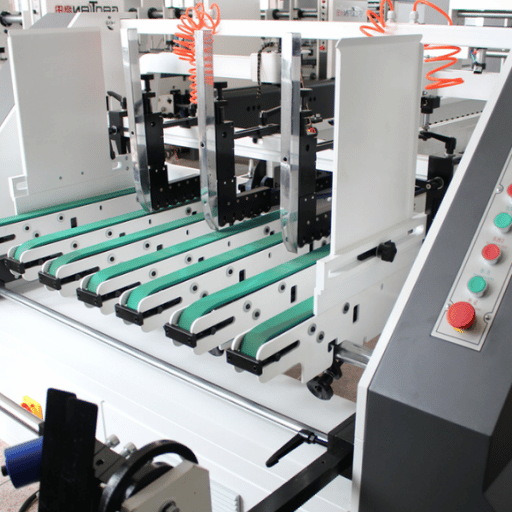
Como funciona um Gluer de pasta inferior com trava de colisão dentro das 4 estações principais
A modern crash lock bottom folder gluer is a 4-station sequence: feeder, pre-fold, glue application + crash-lock engagement, and compression belt. Each station is mechanically independent, but the line speed of the slowest station governs the whole machine – which is why high-speed folder gluer machines invest most of their capital in feeder reliability and glue accuracy.
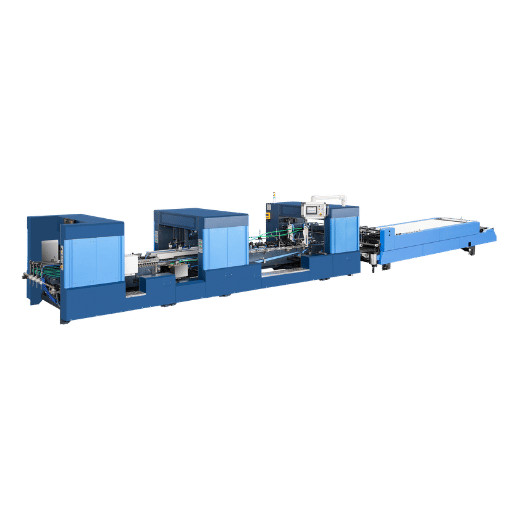
Seção de alimentador e pré-dobra
A vacuum or friction feeder lifts one blank from the stack and accelerates it onto belted rails that guide-line align the panels. Pre-fold rails (some times called “pre-folding stations”) gently raise and crease the long score lines through 120 degrees, parking the blank in a partially-folded state that allows the successive glue station to strike the correct flap face. On large-format equipment such as the YUSH ZH-1200G class, feeding width reaches 1,000 mm and an independently-adjustable upper belt contains the trumpet-mouth defect on E-flute corrugated – when blanks emerge with an open bottom-flap angle instead of a flush edge.
Aplicação de cola (fusão a quente) vs. cura a frio (PVA)
The majority of crash-lock production today employs electronic glue guns that release hot-melt EVA along discrete tracks on the bottom-flap fold lines. Standard hot-melt EVA is applied at approximately 350F (177C); low-temperature compositions such as HB Fuller’s Advantra LT PHC-9202 apply uniformly at 275F (135C), which conserves energy and reduces char accumulation on the nozzles. Cold PVA paste remains the choice on lighter folding carton operations where set-time specification is broader and graphic surfaces require thermally-insulating coatings – PVA paste systems are also generally less costly to operate than hot-melt tanks. Bead width and pattern (continuous, dotted, or “intermittent coating”, as Bostik’s e-commerce packaging engineers put it) determine both adhesive strength and glue usage per box.
Geometria de Engajamento de Bloqueio de Falha
This is the station where the box style receives its name. Inclined fold rails close the side panels from the edges, and the cut structure of the bottom flaps causes the two short-edge flaps to extend beneath the long-edge flaps as the panels combine – the crash in crash-lock. glue beads delivered milliseconds earlier on contact overlaps engender the bond and provide the setting catalyst immediately on hot-melt or gradually for PVA. Downstream misalignments are visible as bottom-flap gaps and are a main cause of quality control failure.
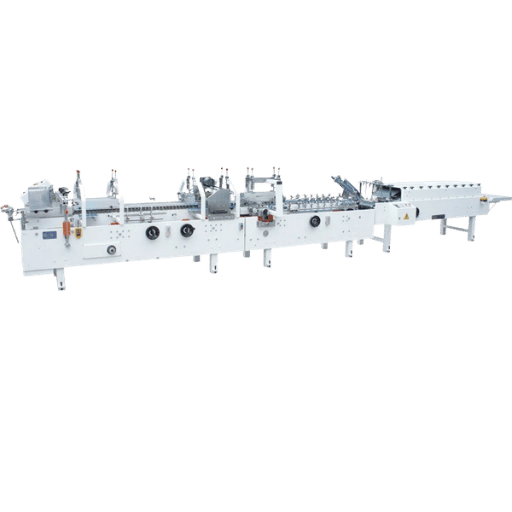
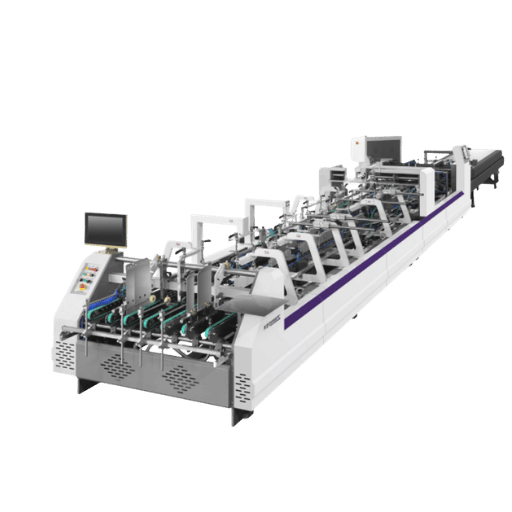
Cinto de compressão e descarga do empilhador
Once the bottom flaps are closed, the folded carton ends up between two elongated compression belts which hold the glued seams under static pressure for some seconds until the bond is formed. The combination of belt speed and belt length determines available compression dwell time—top-tier machines, such as the Bobst EXPERTFOLD 50/80/110 running at the appropriate styles can achieve speeds of up to 450 m/minute, while a Sun Automation case study noted in industry press reveals a flexo-folder-glued line achieving 800 boxes/min. After compression, a downstream stacker counts & bundles the completed cartons to be strapped & palletized; many converters have a packing machine inline stage at this point to drop the cartons directly into transport cases.
Nota de Engenharia
Glue track angle: 30-45 from feeding edge, 6-8 mm bead width applied; nozzle stand-off distance to web: 2-4 mm; standard hot-melt EVA application temp: 160-180C (350F band) for standard carton work, 135C (275F band) for low-temp formulations. Increase by 5-10C if paperboard caliper exceeds 400 gsm and/or if ambient air at the glue station is beneath typical room temp. Always confirm against the adhesive supplier datasheet—the open time and bond strength are formula-dependent, not generic.
Crash Lock Bottom automático vs. Tuck Bottom Bottom Qual estilo de caixa se encaixa no seu?
Buyers tend to lump 3 carton-bottom shape variations together and get excited by them all: crash-lock bottom, auto-bottom (also auto-lock or snap-lock bottom), and tuck-bottom (no glue, no auto-erect). They differ in how the carton is assembled at the packing station and the type of adhesive footprint that sits inside the box to sell it. This handy comparison table helps shortcut the decision.
| Dimensão | Fundo Crash-Lock | Auto Bottom (Auto-Lock / Snap-Lock) | Tuck Bottom | Straight-Line |
|---|---|---|---|---|
| Assembly mode | One-hand snap; bottom locks via overlap geometry | One-hand snap; flaps fold flat and lock under panel pressure | Manual tuck-fold; no auto lock | Pre-glued seam only; rectangular tube, separate bottom |
| Adhesive in finished box | Bottom-flap overlap glued during conversion | Bottom-flap overlap glued during conversion | None on bottom (manual) | Side seam only |
| FEFCO / academic family | Auto-erecting locking-bottom variants in FEFCO 0200/0700-series | Auto-lock / snap-lock layouts (Anna University printing curriculum) | Reverse-tuck / straight-tuck folding cartons | Straight-line cartons (Anna University printing curriculum) |
| Best channel | E-commerce + retail mid-weight goods (cosmetics, pharma cartons, electronics) | Retail display + light-to-mid goods | Low-volume retail; hand-finished goods | High-volume single-SKU; corrugated shipping |
| Gama material | 200–500 gsm folding carton; some E/F-flute corrugated | 200–400 gsm folding carton | 200–350 gsm folding carton | Folding carton through 7 mm corrugated |
| Cost driver | Conversion adhesive + folder gluer time | Conversion adhesive + folder gluer time | Packing-line labor | Material yield + line speed |
Decision criterion is seldom the actual load rating (industry literature does not publish clean kg comparisons across box styles, and any given value also depends as much on the board grade & ECT rating measured per ASTM D642 box-compression methodology as it does on the bottom style). What ultimately matters is workflow: if your packing line must trade labor minutes per carton for adhesive cents per carton, crash-lock & auto-bottom both surpass tuck-bottom; if your line ships fragile retail product where a separate sleeve & base give brand-design value, straight-line + tray is the preferable path.
Decision rule of thumb
- If the line ships >30 boxes/minute by hand and the item is mid-weight non-fragile ( e.g., cosmetics, e-commerce singles): select crash-lock bottom.
- If the box should sit on the retail shelf auto-erected for convenience and the item is lightweight: select auto-bottom / snap-lock.
- If volume is <5,000 cartons per month and the finishing line is hand-erected: select tuck-bottom.
- If the run is single-SKU corrugated delivered with a sleeve: select straight-line.
Dobramento Carton Industries Running Crash Lock Bottom Folder Gluers
As indicated by the Mordor Intelligence Corrugated Box Packaging Equipment Market report (October 2025), food and beverage converters maintained the largest end-user share of corrugated box packaging equipment in 2024 at 33.97% of revenue, with e-commerce and retail fulfillment growing fastest at a 16.23% CAGR out to 2030. Crash-lock bottom folder gluers existed where those two demand vectors overlapped – secondary cartons for shelf-ready food packaging on one axis, e-commerce shipping cartons that require single-handed packing-line assembly on the other.
The industry blend on a typical converting floor is:
- Pharmaceutical – small to mid-size cartons (5080120 mm common), high tolerance on printing and cleanliness; barcode verification increasingly built into line.
- Food & beverage – secondary cartons for snacks, frozen food, supplements, beverages; long production runs (Mordor’s 33.97% leadership share reflects this).
- Cosmetics & personal care – high-graphic cartons printed with metallic foils and embossing; tight registration tolerance; smaller batches and frequent changeovers.
- E-commerce shipping – the breakout vertical; right-fit packaging mandates and dimensional-weight surcharges increase variable-size and on-demand carton line demand (Mordor’s fit-to-product segment achieving a 14.83% CAGR).
- Stationery & consumer electronics – mid-volume folding-carton runs; crash-lock geometry most desirable where boxes are repeatedly opened and re-closed.
- Express logistics – corrugated outer shipping with separate label printing; straight-line and crash-lock both have justification depending on customer SKU velocity.
If your product falls into one of these categories and you ship over 100K cartons per year, a dedicated crash-lock-capable folder gluer machine becomes a justifiable capex line item. Under that volume, contracted converting will typically be more cost effective than in-housing the equipment.
Como escolher a estrutura de seleção de 7 pontos da pasta inferior do bloqueio de colisão direita
Most folder gluer acquisition decisions proceed on the basis of speed (boxes/min) and capital investment only, then it later emerges that change-over speed, glue-system flexibility, or after-sales service was the real limitation. Here is a 7-point framework to discern between the two – use as a vendor assessment check list.
- Throughput envelope (boxes/min box-size range). Do not focus on peak speed alone. Ask the supplier for sustained speed at your box sizes and your sheet grade. A 300 boxes/min line that averages 180 boxes/min on your actual SKU mix is operating at a 40% productivity shortfall.
- Flexibility of box style. Make sure the machine has the flexibility to produce all the styles your product will require in the next five years – crash-lock + auto-bottom + straight-line + 4/6-corner – without needing costly after market kits. Bobst EXPERTfold references produce “more than 3,000 different box variants” from the same machine; mid-range machines might be limited to a handful of families.
- Change-over speed. The expense of change-over is paid in lost line minutes each shift. State-of-the-art automatic crash lock bottom folder gluers with one-click adjustment and servo-driven rails can cut change-over from 60-90 minutes (manual) to 5-15 minutes. Request a video of an actual change-over on a customer site – not a marketing demonstration.
- glue systems match. Hot-melt EVA, hot-melt at a lower temperature, cold PVA, hybrid? When you are running e-commerce and retail on one plant, hybrid systems will recoup the capex; when you are running one adhesive strategy across all SKUs, single-system will reduce capex. Bostik’s application engineers routinely cite adhesive SKU consolidation as top-three speed enablers in carton converting.
- Total cost of ownership (TCO). Capex is one nife. Energy is another. DS Smith’s 2024 EUR10 million Bahmller-Goepfert combination-line investment was justified–according to Mordor Intelligence–mainly due to 40-70% energy savings compared to legacy lines, not headline speed improvements. Request kWh-per-thousand-boxes data, not nameplate kW.
- Quality control integration. Inline vision systems (e.g. Bobst’s ACCUCHECK) detect missed glue beads and bottom-edge skew downstream before the carton reaches stacking. The IoT-and-vision retrofit cohort referenced by Mordor has reduced unplanned stoppages from a 15-20% baseline to below 5%. In a 300 boxes/min line, that delta alone warrants the ROI on the inspection module.
- After-sales footprint. Servo-driven and lights-out machinery requires hybrid electro-mechanical knowhow that is rare–Mordor highlights 6-12 month operator-proficiency programs as standard. Ask: where is the nearest service tech? What is mean time to pickup part delivery? Is remote diagnostics included or pay? Bobst’s Helpline Plus subscription model (growing revenue by the 2024 annual report) indicates industry is migrating to paid lifecycle offerings.
Tier matrix — match equipment class to volume & complexity
| Camada | Capex band (USD) | Sustained speed | Melhor ajuste |
|---|---|---|---|
| Entrada | 25,000–60,000 | 80–150 boxes/min | Sub-100k cartons/year, single-style runs, growing converters |
| Meio | 60,000–150,000 | 150–300 boxes/min | 100k–500k cartons/year, multi-style production, 1–2 shifts |
| Premium | 150,000–250,000+ | 300–800 boxes/min | 500k+ cartons/year, mixed crash-lock/auto-bottom/straight-line, 3-shift |
| Lights-Out | 3M–8M (full line) | 450 m/min on continuous styles | Multi-line plants, 24/7 operations, e-commerce-grade automation (Mordor 2025) |
The 80/20 rule for folder gluer investment. After a review of above mentioned seven dimensions, four–throughput envelope, box style flexibility, change-over time, after-sales footprint–account for the lion’s share of a converter’s buy/no-buy decision. The remaining three (TCO, QC integration, glue system) remain tie-breakers. If you are balancing-between an entry-tier and a mid-tier purchase, consider your real SKU mix on these four primary dimensions; you may analyze full machine config and after-sales package options from suppliers around 40+ countries to anchor that analysis.
Pasta de bloqueio de acidente principal Marcas Gluer (níveis de fundo europeu), japonês e asiático
folder gluer manufacturing is a three-tier global arena. Mordor Intelligence’s 2025 top-ranked-leaders list names Bobst Group SA, BW Papersystems (Barry-Wehmiller), Mitsubishi Heavy Industries printing & Packing, BHS Corrugated, and Dongfang Precision (Fosber) as the nation-state pole toppers of the corrugated box packaging equipment industry, with Bahmller, Sun Automation, EMBA, ISOWA, Masterwork, Packsize, CMC, and a healthy line of regional integrators filling the left hand column of the supplier matrix.
| Camada | Examples | Price band (USD) | Prazo de execução típico | After-sales coverage |
|---|---|---|---|---|
| European premium | Bobst (EXPERTFOLD, MASTERFOLD), Bahmüller, BHS, EMBA | 200,000–3M+ (single line) | 6–12 months | Global; subscription remote-support models (e.g., Bobst Helpline Plus) |
| Japanese / Korean mid | Mitsubishi (Evol, COMPOX), ISOWA, Shinko | 150,000–800,000 | 4–8 months | Strong in Asia-Pacific; field-service dispatch via local agents |
| Asian mid & budget | Dongfang/Fosber, Masterwork, Wenzhou-cluster manufacturers (Cenwan, others) | 25,000–250,000 | 2–4 months | 40+ country footprint typical for mid-tier exporters; remote-diagnostic + 24/7 technical response increasingly standard |
Mordor’s 2025 story line–“Chinese suppliers narrow quality gaps”–is capturing the change head-on. Folder gluer manufacturing in china has lowered the price-performance barrier of the Asian mid-tier towards Japanese/Korean equipment over the last five years. The buyer’s choice is no longer Euro-premium-or-bust; it is a genuine three-way assessment with respect to capex, after-sales coverage, and operator training levels. Mid-tier solutions from Wenzhou-based exporters fall directly in the Asian middle band, with one-touch adjustment; integrated lines (printing + die-cutting + folding-gluing + packing) that feature lists matching two- to three-fold expensive equipment.
Problemas operacionais comuns e protocolo de manuseio de cola em clima frio
In fact the single most reported failure mode on a crash lock bottom folder gluer is the missed glue spot — and on a high speed line, one missed bead not only makes one bad box, it sprays the next 30 boxes through the compression belt before the line gets shut down by the operator. Bostik’s packaging engineers for online commerce cite “pop-opens” as the most common reason why converters change adhesives; the same root cause appears in this case.
The following is the issue cause fix table that summarized most of the operational pain.
| Sintoma | Causa provável | First-pass fix |
|---|---|---|
| Missed glue beads / pop-opens downstream | Glue nozzle char, low tank temperature, or pump-seal wear | Clean nozzle; check tank set-point against datasheet; if pump-seal age > 6 months, schedule replacement (Shinko documents 6–24 month interval as typical) |
| “Trumpet-mouth” open bottom flap on E-flute | Upper compression belt not adjusted independently for thinner board | Reduce upper-belt pressure on E-flute pass; verify on first 50 cartons per shift |
| Skewed bottom-flap overlap | Pre-fold rail timing off; or feeder picking double sheets | Re-time pre-fold; check feeder vacuum / friction settings |
| Glue stringing onto carton outer face | Excess glue volume per shot; nozzle stand-off too far | Reduce shot volume 10–15%; pull nozzle to 2–3 mm; clean stringing-blower |
| Random line stops, >15 min loss/shift | Aging mechanical limit-switches without IoT instrumentation | Schedule retrofit — Mordor cites IoT + ML retrofits cutting unplanned stoppages from 15–20% baseline to <5% |
Protocolo de manuseio de cola para clima frio (5 etapas)
If ambient at the glue station fall below standard room temperature — usual in cold-storage laid conversions or unheated warehouses over winter — hot-melt EVA viscosity increases, open time decreases, and bond strength decreases prior to the compression belt doing its assigned task. HB Fuller’s adhesive engineers observe the same in the parallel roofing industry: “lower temperatures can thicken products, slow cure times and affect overall bond performance.” Carlisle SynTec affirms the rule: “In the winter months, proper material temperatures are critical.”
- Pre-condition the adhesive pails for 24 hours at the glue-station ambient temperature prior to filling the tank. Cold-sopped pails taking 30-45 minutes longer to come up to set-point and the tank surface skins during siting.
- If processing in winter than switch to a low temperature set-up. HB Fuller’s Advantra LT PHC-9202 uses at 275F (135C), about 75F at standard EVA set-up, which means the tank reaches set-point faster, char-up rate decreases, and the formula is tuned for finer viscosity between return room ambient temperature.
- Pre-warm the substrate. Stage cartons on the feeder for 30 minutes if they arrived in from a 0-10C dock.. Bostik has identified substrate temperature as a top-three influencer of good bond in e-commerce.
- Lower line speed 15-20% during the first hour of any winter shift. Bond development time is rate-limited by compression-belt dwell. Run slower, buy time.
- Visually inspect the first 100 completed cartons, and pull test 5 at random. Any bonding failures which slip by the day one inspection will result as customer pop-opens 7-14 days later, once the cartons are in a temperature cycled distribution-center.
In the wake of E-commerce SKUs increasing, the number-one frequent cause of adhesive switches is pop opens on the production line, which is mostly associated with high volume of short fiber recycled liner board substrates and smaller compression hold times in fast run lines. The right adhesive must be functional over a broad temperature spectrum and correctly bond to challenging substrates.
2025 Crash Lock 2030 Crash Folder Gluer Industry Outlook
From Mordor Intelligence October 2025 report: the corrugated box packaging equipment market – which crash lock bottom folder gluers (HBB) and the larger flexo-folder-gluer family (FFG) – is forecasted to increase between the 2025 (USD 9.87 b) and 2030 (USD 13.57 b) mark. 6.57% CAGR 38.21% of that 2024 share, for the flexo folder gluer???s. The top growth headline is “not completely-automatic versus manual”-which has been breathing for ten years-its the evolution of fit-to-product-on-demand lines, Mordoras forecasted at 14.83% CAGR to 2030.
There are three concrete drivers that will be driving capex into the market over the next five years.
1. O volume de encomendas de comércio eletrônico impulsiona a demanda de tamanho variável
Mordor’s projection that e-commerce and retail-fulfillment end-users are growing at 16.23% CAGR is the most compelling demand vector in the industry. With the Mitsubishi’s COMPOX variable-size box-making system (which Mordor lists as the poster-child application) providing 600 boxes/hour with material savings of up to 30%, cost constitutes an economic argument in favor of dimensional-weight surcharges imposed by parcel carriers.
2. Incentivos de capex ligados à sustentabilidade
DS Smith single line investment, EUR 10m (~USD 10.8m), in a Bahmüller-Goepfert combo line (reviewed in Mordor’s 2025 industry-developments review) was predicated mainly on energy-savings of 40–70% versus the old line. Within Europe, packaging and Packaging Waste regulation and extended producer responsibility (EPR) rules are fasttracking fleet renewal; operators dragging their heels past 2027 will face both compliance drag and inhospitable energy-price math.
3. Remodelações da indústria 4.0
IoT instrumentation and machine-learning analytics shove that the art off unplanned stops on existing lines from 15-20% base down to under 5%, by Mordor drivers analysis. That’s a productivity upgrade that doesn’t cost a complete machine switch over – makes mid-tier folder gluers bought in the last 7-10 years worth another 10 years with a 6 figure retrofitting in place of a 7 figure capex.
Asia-Pacific accounted for 52.21% of 2024 revenues and is projected to compound 8.71% (CAGR) by 2030- the most aggressive regional growth in the equipment market. The competitive question to 2030 is not whether Chinese suppliers will continue to narrow the technology frontier (something Mordor already cites is underway); it’s whether European premium brands will be able to roll their technology lead into a stable cash flow of services revenue (Bobst’s Helpline Plus subscription provides the precedent) before the price-performance frontier narrows even further.
Action note for buyers looking at 2026-2027 capex. If your existing line is <7 years old and in good structural condition, an IoT-and-vision retrofit beats a wholesale replacement on payback calculation under current restraint environment (USD 3-8 mln for a fully-automatic new line, plus 20-30% for ancillary infrastructure). If your line is >10 years old, the energy-savings case leans toward replacement; get 2026 quote for a configured crash lock bottom folder gluer line early in your budget cycle to get realistic lead times on Asian-mid-tier equipment.
Perguntas frequentes
Q: Que é uma caixa do fechamento do acidente?
Ver Resposta
A crash lock box is a folding carton whose bottom panels are die-cut & pre-glued as they are converted, so that they interlock automatically when the box is squared up at packing. The packer leaves fold & tape off the bottom – the geometry locks itself under panel pressure.
P: Qual é a diferença entre um fundo de bloqueio e uma caixa de fundo automático?
Ver Resposta
Both are auto-erecting carton bottoms (with adhesive as part of conversion) – this is the convention specification that is encountered in trade. More specifically the term “crash-lock” bottom has come to be associated with the dominant geometry with multiple flaps find their way over/under each in personal union when pressure is applied to/through the panel (the “crash” that is heard when this occurs). Strictly “auto-bottom” (as well as auto-lock/snap-lock) if, is a family of auto-erecting carton bottom that does not necessarily have this specific geometry and uses friction-fit mechanisms.
At the academic level, you will find Anna University printing syllabus using the terms auto-lock bottom and snap-lock bottom as a separate category, though in the market, converters do tend to group auto-lock and snap lock bottoms as crash-lock bottoms.
P: Quão rápido normalmente funciona uma coladora de pasta inferior com trava de colisão?
Ver Resposta
A geometria padrão do crash-lock é de 80-300 caixas/min para máquinas de entrada/média As linhas FFG de alta velocidade em estilos premium, como Bobst EXPERTFOLD, funcionam até 450 m/min. Planta de referência para flexo-pasta-gluer na imprensa comercial da indústria: 800 caixas/min. A sustentabilidade da velocidade de execução com sua plataforma de estilo é normalmente 60-801TP3 T do pico da placa de identificação.
Q: Pode um colador de pasta inferior de bloqueio de colisão processar papelão ondulado?
Ver Resposta
A maioria das máquinas de colador de pastas de nível médio/premium lida com E - e F-flauta como papelão ondulado e dobrável em cima com mudança de guia para o paquímetro mais grosso Muitos pesados de parede dupla ondulados a 7 mm estão fora da zona de conforto da linha de travamento de colisão e melhor executar através de máquina de colagem de pastas de caixa ondulada dedicada equipada com seção de compressão mais ampla.
Q: Que dimensões da caixa pode um travamento da caixa inferior da pasta do colador segurar?
Ver Resposta
Envelope de dimensão típica em uma máquina de nível médio: comprimento máximo 800-2.500 mm, largura máxima 600-1650 mm. O tamanho mínimo da caixa é geralmente 8060 mm, dependendo do design do alimentador Envelopes maiores, por exemplo, uma classe ZH-1200 G (largura do alimentador de 1.000 mm), lidam com caixas de varejo e caixa externa de transporte ondulado em uma única linha.
Q: Quanto tempo dura uma máquina de colador de pastas?
Ver Resposta
Vida útil mecânica de um bem cuidado da máquina de colador de pastas: rotineiramente 15-25 anos. Uma maquinaria Shinko exibe intervalo típico de substituição de vedação de bomba de cola de 6-24 meses, dependendo do adesivo escolhido e do tempo de ciclo Correias de compressão, ventosas de vácuo alimentador, interruptores de limite seguem em seguida como componentes de desgaste classificados A maioria converte equipamentos para fora por razões de energia ou atraso de automação, não devido à fadiga mecânica.
Q: É um colador de pasta inferior de bloqueio de colisão adequado para a produção de pequenos lotes?
Ver Resposta
Acima de aproximadamente 100.000 caixas/ano em todos os SKUs, a conversão contratada geralmente pode superar o equipamento nos cálculos de retorno. Para volumes mais baixos, uma máquina coladora de pastas de nível básico, recursos com tempo de troca de 15 minutos ou menos, lida com pequenos lotes e projetos de vários estilos sem forçar contas em baldes de capex de dois níveis médios. O tempo de troca é a restrição prática ao número de SKUs para utilização em pequenos lotes, e não ao rendimento da placa de identificação.
P: Por que o desempenho da cola cai em climas frios e como ela é gerenciada?
Ver Resposta
At a bit above room temperature, hot-melt EVA shears, open time is drastically reduced, and the failure can occur before compression belt dwell has been completed – in that case pop-opens seen days later in shipment. Control with the Cold-Weather glue Handling Protocol earlier in this document: pre-condition pails 24 hours, change to a low-temperature formulation (such as HB Fuller Advantra LT PHC-9202 applied at 275F / 135C), pre-heat substrate at feeder, reduce line speed 15-20% during cold-shifted starts, and examine first 100 finished cartons.
Planejando uma compra de colador de pasta inferior com trava de colisão
Concordant machine builds brand new folder gluer machines and integrated lines for convertors in over 40 countries – entry level configurations through to premium, with one-touch adjustment and 24/7 global technical support.
Sobre esta análise do Gluer da pasta Crash-Lock
This buyer’s guide unites public industry data – Mordor Intelligence’s October 2025 corrugated box packaging equipment market report, FEFCO’s 12th-edition design code, and adhesive engineering resources from HB Fuller, Bostik, and Carlisle – with operational synthesis from carton converting practice. Where competitor product pages listed market figures we could not verify against Tier-2 research (such as the outlier 15% folder-gluer CAGR claim circulating on syndicated aggregator sites), we instead relied on Mordor’s 6.57% CAGR figure. Reviewed by the Cenwan Machine engineering team — 10+ years exporting folder gluer machines across 40+ countries.
Referências e fontes
- Código FEFCO (12a edição) — European Federation of Corrugated Board Manufacturers, adopted by ICCA
- B.E. Printing & Packaging Technology Curriculum — Anna University, College of Engineering Guindy
- Corrugated Box Packaging Equipment Market Size & Share Analysis (2025–2030) — Mordor Intelligence, October 2025
- Corrugated Boxes Market Size & Share Industry Report 2033 — Grand View Research
- ASTM D642 Box Compression Test methodology overview — Powell Systems engineering reference
- HB Fuller Advantra LT PHC-9202 Low-Temperature Hot Melt Adhesive datasheet — H.B. Fuller / hotmelt.com
- 3 Ways to Improve Ecommerce Package Fulfillment with the Right Adhesives — Bostik (Arkema)
- Winter Tips for Using Adhesives — Cold-Weather Application Notes — H.B. Fuller Glue Talk Blog
- Cold Weather’s Effect on Flexible FAST Dual Tank Adhesives — Carlisle SynTec TecTopics
- EXPERTFOLD 50 / 80 / 110 Folder-Gluer specifications — Bobst Group
- Corrugated Today, July/August 2021 — preventive-maintenance case study, 800 boxes/min FFG reference — Sun Automation Group
Artigos Relacionados
- —Additional crash-lock and folder-gluer technical manuals – soon as the Cenwan machine engineering blog grows.



