Get in touch with Cenwan Machine Company

Engineered Replacement Parts
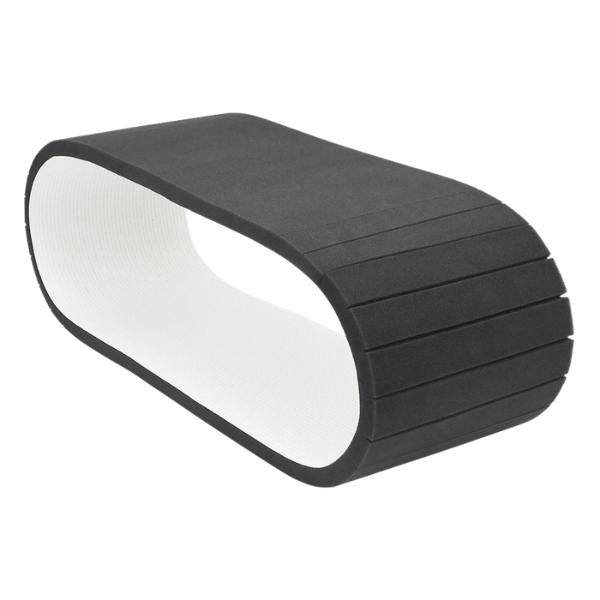
Folder Gluer Belts & Rollers — Cross-Brand Replacement Parts Engineered by Cenwan
The Cenwan catalog of gluer and folder-gluer belts and rollers is cross-referenced to Bobst,Fidddesign, Habasit, Forbo, Siegling, Ammeraal, RAPPLON, NITTA, JAGENBERG, K+H Flexo, Signature and others, folder-gluer models. For over 60 belt and roller product specifications over six series of models in 3mm, 4mm, 5mm, and 6mm thickness, there are more than ten years of OEM aftermarket cross-reference data. Prefectly suited to ship from substantial inventory of the most popular replacement production-machine wearing parts.
Get Quote
60+
Belt & roller SKUs cross-referenced
5
Tier-1 belt brands matched
40+
Countries served
10+
Years of OEM aftermarket data
Why Folder Gluer Belt & Roller Failures Cost More Than the Replacement Part Itself
A single worn folder gluer belt can halt a production line for an entire shift. That part costing a few hundred dollars translates to thousands lost in scrapped cartons, lost shipping windows and the resultant emergency OT. If your buyers are only pricing that belt, they are pricing the wrong thing!

Belt deviation – this is mentioned by all 7 of the industry troubleshooting articles as the only occurrence of a folder gluer failure.
Early wear on transfer and feed parts, ascribed to non-elastomeric belt material and to being incorrectly tensioned rather than “wrong” belt status.
Play and tracking drift: may occur as a result of bearings being not aligned, dirty pulleys or worn rollers.
Adhesive buildup on surface of belt—kRT, 4 of 7 troubleshoot sources mentioned this as a primary cause of carton damage.
Surface-marking on a premium printed carton that would cause rejection by the end-buyer on a cosmetic basis.
Cenwan has a unique double view of the carton folder gluer and box gluing process. We manufacture automatic folder gluer machinery, and we also run our own production lines on the very same workplace Belts associated with Bobst tungsten knives. This allows us to have belt breakdown experience exactly like our users, not from a parts catalog.
Belt and roller wear parts feed the carton blanks, move the folding carton work-in-progress and squeeze glued seams around the edges of either cardboard boxes or corrugated boxes (or both). A good preventative maintenance program considers them as scheduled consumables (not emergency replacements). The lifecycle data later on this page develop that schedule for cardboard packaging operations of any size.
Adjusting your folder-gluer is more of an art than a factory setting. You will never simply increase the speed on your folder-gluer to get more… you will have to work on it!
— impack.ca Learning Center, Folder-Gluer Packer Problems and Solutions
Cenwan Engineering Statement
Over 40+ countries of aftermarket service tickets, there are two trends that account for most of the folder-gluer down time. The belt or roller is seldom the culprit. It is the discipline of maintenance, the precision of tensioning, and the tracking geometry.
Cenwan Folder Gluer Belt Range — 60+ Specifications By Thickness, Material & Speed
Our six series of belts are designed to suit the six of the most common type of folder gluer applications. Each series of belt is suited to the following:
| Cenwan Series | Material | Thickness | Max Speed | Joining | Best For |
|---|---|---|---|---|---|
| CW-FG-100 | Polyester (PE) | 3 mm | up to 400 m/min | Adhesive-free splice | Light cartons, E-flute board, post-folder feed sections |
| CW-FG-200 | Polyamide (PA) | 3 mm | up to 300 m/min | Adhesive-free splice | Compact straight-line cartons, paper converting |
| CW-FG-300 | NBR Rubber-Cover | 4 mm | up to 500 m/min | Mechanical / glue | Standard corrugated B-flute and C-flute, transfer section grip |
| CW-FG-400 | Food-Conformity TP | 3-4 mm | up to 600 m/min | Flexproof-style adhesive-free | Pharmaceutical, food packaging, FDA / EU 1935/2004 compatible |
| CW-FG-500 | High-Speed PE | 4-5 mm | up to 750 m/min | Adhesive-free splice | High-speed Bobst FFG / K+H corrugated lines |
| CW-FG-600 | Heavy-Duty PA | 5-6 mm | up to 600 m/min | Thermofix-style | 5-ply AB-flute heavy corrugated, tube winding |

Thickness Selection Logic
For light cartons and post-fold feed sections, select 3 mm. For standard corrugated B/C flutes, 4 mm is required. Thick 5-ply AB-flute and high-impact transfer work demand 5-5.5 mm or 6 mm covers.
Material Properties That Drive Belt Performance
Three properties separate a belt that holds a precise fold from a belt that drifts after the first thousand cycles. Abrasion resistance keeps the cover surface intact under repeated carton-edge contact. Dimensional stability prevents the belt from stretching at high tension.
Reversed bendability and flex fatigue resistance allow the belt to make limited use of small radius pulleys with no edge cracks happening. Improved longitudinal flexibility minimizes the average energy used by a drive motor per stroke of the belt. Over the time needed for long shift work runs those power savings amount to tangible dollar savings. Folding accuracy is the external measure of all four characteristics.
Cenwan belts for the transfer-section and delicate handling of high-end printed cartons feature abrasion-resistant compounds. No marking on the printed face of the carton and longer belt life than competitive imported equivalents are our usual value propositions at this price level.
Why Six Series Instead of Two
European Tier-1 brands often divide their range into “polyester” and “polyamide”. This distinction ignores the high-speed, high-capacity, food-conforming edges where users have the greatest problems. Our six-series system parallels the user’s choice of machine, not the manufacturer’s plastics.
Cross-Brand Folder Gluer Belt Compatibility Matrix
None of the first ten hits for folder gluer belt offers a cross-brand conversion chart for substitute belts. Due to commercial interests Habasit, Forbo Siegling, and Ammeraal RAPPLON do not cross-reference each other. We do, as an original equipment direct supply house we have no earned stake and procurement managers have everything to gain by knowing the answer.
Below is a conversion chart of folder gluer feed, carrier, and transfer belts across the top-selling automatic folder-gluer platforms installed around the world. Our team cross-verified each equivalence with original equipment manufacturer materials specifications data and stored sample tests.
| Tier-1 Brand & Series | 3 mm Equivalent | 4 mm Equivalent | 5-6 mm Equivalent | Cenwan-Equiv SKU | Lead Time |
|---|---|---|---|---|---|
| Habasit Flexfold (Polyester) | Flexfold 3 mm | Flexfold 4 mm | Flexfold 5 mm | CW-FG-100 / 500 | 8-12 days DHL/FedEx |
| Habasit Polyamide (Thermofix) | HabaPA 3 mm | HabaPA 4 mm | HabaPA 5 mm | CW-FG-200 / 600 | 8-12 days |
| Forbo Siegling Extremultus | Siegling GG 3 mm | Siegling GG 4 mm | Siegling RR 5.5 mm | CW-FG-200 / 300 | 8-12 days |
| Ammeraal RAPPLON | RAPPLON Classic 3 mm | QuickSplice 4 mm | QuickSplice 5 mm | CW-FG-100 / 300 | 8-12 days |
| Nitta XH-500 / XH-8E | XH-500-3 / XH-8E30 | XH-500-4 / XH-8E40 | XH-500-6 / XH-8E55 | CW-FG-100 / 500 | 8-12 days |
| Texas Belting FG-Series | FG-14/30F | FG-14/40F | FG-80/55F | CW-FG-300 / 600 | 8-12 days |
Pre-Installation Verification
Exact brand equivalents and part numbers may differ by Tier-1 vendor, year of manufacture, and regional seller. Always verify the equivalence with the spare-part part number that resides on your existing folder-gluer belt or in your machine parts manual. Cenwan will do a free pre-installation out-of-roundness check to confirm pulley-drums fitment, splice-zone location, and tensioner setup before you install.
“When cross-referencing a Bobst FFG 2424 belt to our equivalent, the spec match goes beyond width and thickness. We verify drum-pulley compatibility, splice-zone position, and tensioner geometry – three dimensions most resellers skip.”
- One provider makes five brand equivalents – so there’s no need to split RFQs on three Tier-1 suppliers
- Single lead time – your spare-parts stock keeps one CW-FG-XXX SKU on hand rather than three brand options
- Compatibility confirmed in advance of sale – drum and tensioner geometry tests performed using your machine make and model
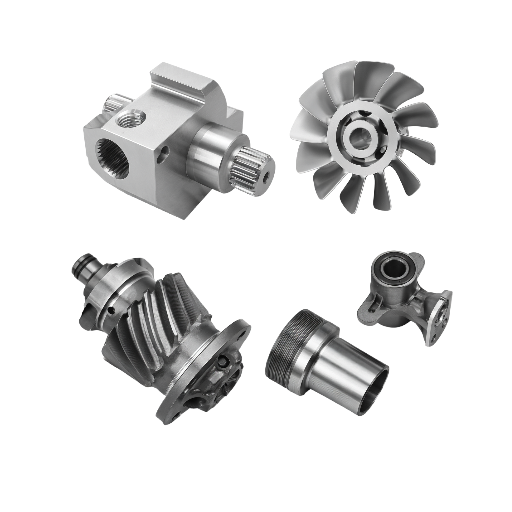
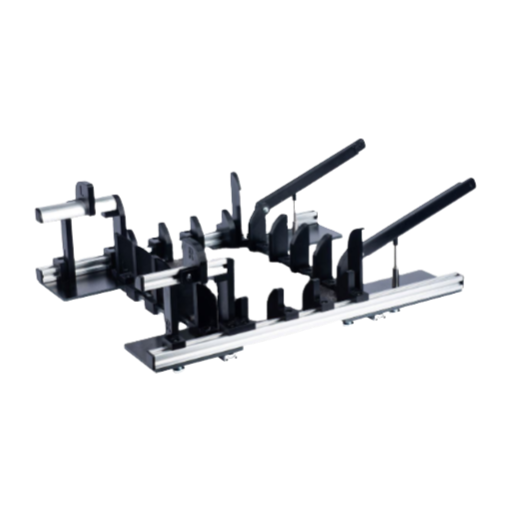
Folder Gluer Roller Types — Feed, Pre-Fold, Compression, Transfer & Pull Rolls
Belt materials listings dominate parts pages because unlike rollers they wear visibly with use and tend to ship more frequently. Rollers are less likely to require replacement, but the cost of unexpected failure keeps downtime higher.
Feed Roller (Pull Roll)
As you enter the folder-gluer the feed roller takes flat blanks from the feeder pile and introduces them into the machine. Typical failure manifests as skewed, double feed, irregular errors. Cenwan supplies steel core feed rolls with a rubberized face, which is replaceable, matched to Bobst FFG, Jagenberg Diana, K+H Flexo, and Signature Elite frames.
Pre-Fold Roller
Pre-fold rollers fold the carton’s first fold lines before they even arrive in the main folder machine. Failing pre-fold rollers result in a failure to properly crease the fold lines and this triggers a chain reaction which causes upstream half-folded boxes. Our pre-fold rollers are CNC-ground to a runout of 0.5mm, the same quality band used on most OEM original parts.

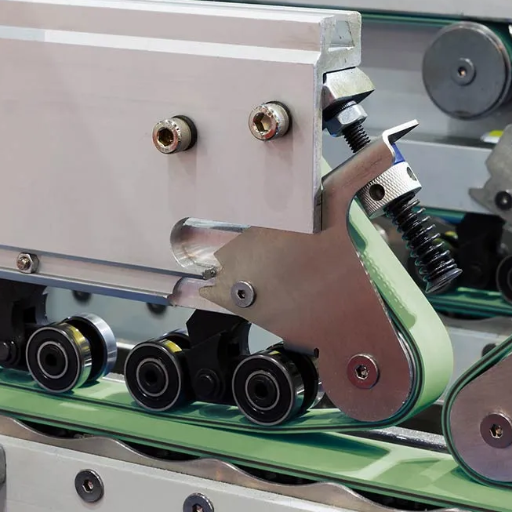
Compression Roller
Compression rollers apply pressure across the glued seam while passing through the transfer-belt stage to set the adhesive bond. Inadequate and uneven compression is one of top reasons for seam failure, especially on humid days. Cenwan compression rollers are constructed with NBR-cover and a 60-shore A compression hardness, sized specifically for B-flute through 5-ply AB-flute boards.

Transfer Roller
Transfer rollers are used to move cartons after being glued and as they pass through the folding and compression stations. Transfer rollers should rotate smoothly without any trace or slip. Cenwan uses sealed-bearing assemblies with a standard service rating of 12,000 hours of continuous-speed use.
Pull-Roll Drive Belt & Roller Pair
Pull rolls and drive belt systems are one of the few components in the folder-gluer system where you should always replace both if needed. Changing one but not the other contributes to shortened part life from effecting premature misalignment wear. Cenwan builds complete pull-roll-and-belt sets at the factory.
Roller Symptom Diagnostic
Slippage at feed
Feed-roller rubber sleeve worn or contaminated. Replace sleeve; clean drum; verify pulley alignment.
Marking on printed face
Compression-roller surface contaminated with adhesive. Clean roller; check upstream glue scraper.
Audible bearing noise
Transfer-roller bearing failure imminent. Replace within 100 operating hours to avoid shaft damage.
Carton skew at exit
Pre-fold roller geometry off; check ±0.05 mm runout spec; replace if outside tolerance.
Belt & Roller Wear Lifecycle — Replacement Intervals from 10+ Years of OEM Aftermarket Data
Industry recommended intervals for replacing belt components suggest timescales ranging from 2 to 5 years or 10,000 to 50,000 hours of operation. The length of life for folder-gluer driven-belts in part depends on the cycle time, amount of glue contacting the belt, and the volume of carton edges that come into contact with the belts. The range of replacement times below are based on our aftermarket service ticket history from over forty-five country deployments.
| Component | Light Duty (≤300 m/min) | Standard (300-500 m/min) | Heavy (≥500 m/min) | Run Hours (typical) |
|---|---|---|---|---|
| PE belt (CW-FG-100/500) | 3,500-4,500 hrs | 2,500-3,500 hrs | 1,800-2,500 hrs | 2,000-4,500 |
| PA belt (CW-FG-200/600) | 4,000-5,500 hrs | 3,000-4,000 hrs | 2,200-3,000 hrs | 2,200-5,500 |
| NBR rubber-cover (CW-FG-300) | 2,800-4,000 hrs | 2,000-2,800 hrs | 1,500-2,000 hrs | 1,500-4,000 |
| Aluminum sprocket | 14,000-18,000 hrs | 10,000-14,000 hrs | 7,000-10,000 hrs | 7,000-18,000 |
| Steel-core feed roller | 15,000-20,000 hrs | 11,000-15,000 hrs | 8,000-11,000 hrs | 8,000-20,000 |
| Sealed-bearing transfer roller | 12,000+ hrs | 10,000+ hrs | 8,000+ hrs | 8,000+ |
Intervals below are typical ranges, not guarantees. Lifespan depends on the level of discipline when maintaining, the quality of the boards and glue, and the ambient humidity level. Operators that lift logistics out of discipline can see the bottom of the range, operators that keep discipline well above the range.

“By tracking belt failures through over 200+ aftermarket service calls in 2024-2025 we found 7 out of every 10 ‘belt failure’ tickets was actually a case of misalignment or wrong tension, not conveyor belt material defect. That’s why our cross-reference comes with a free pre-installation belt tension alignment check.”
Five Maintenance Habits That Extend Belt Life
- Daily glue-residue wipe – adhesive buildup is the second-most-cited reason conveyor belts fail in our service tickets.
- Weekly tension check – just a 5% excess over-tension results in around a third reduction in service life.
- Monthly tracking verification – conveyor belt deviation is the number-one cause of failure noted in our service tickets.
- Quarterly bearing noise check – catching transfer-roller failures 100 hours before damage to the shaft.
- Seasonal moisture control – high moisture levels expedites ageing of NBR by 20-30%.
Tier Pricing Transparency — Basic / Mid / High-End USD Ranges
European Tier-1 belt brands from the continent do not publish any pricing for folder gluer belts, machine tape or live roller drive belts. Asian distributors only provide quotations. Procurement managers waste two to three weeks per project triangulating belt range/ replacement parts across power transmission belts.
Cenwan releasing the ranges below is because procurement cannot be a fog of war. We have the OEM quality stock stock ready in the most-requested SKUs, to send to any of our fortyplus served countries.
Basic Series — Entry & Replacement Cost Floor
Bälten: USD 8-15/styck (löpande meter)
Rollar: USD 60-180/styck
CW-FG-100 PE and CW-FG-200 PA in a width of 3 mm. Metal sheet feed rollers in steel core, no replaceable sleeves.
Ideal for low speed Signature Elite and older Bobst frames with E-flute or compact straight-line cartons. Available to lead time of 8-12 days by air freight.
Mid-Range Series — Standard Production Workhorse
Bälte: 16-32 dollar/meter rullande.
Rollar: 200-450 dollar st.
CW-FG-300 NBR rubber covering and CW-FG-500 high speed PE of 4-5mm. Interchangeable-sleeve feed rollers and CNC ground pre-fold rollers.
Fits standard Bobst FFG 2424, Jagenberg Diana, K+H Flexo, and Signature Premier series. This is where 70% of our orders are.
High-End Series — Heavy-Duty & Food-Conformity
Bälten: USD 33-58 /Linje meter
Roller: USD 500-950 per styck
CW-FG-400 food-conformity TP belts (FDA / EU 1935/2004) and CW-FG-600 heavy-duty PA in 5-6 mm. Sealed-bearing transfer rollers rated for 12,000+ hours.
Built for high-speed Bobst Mastero, K+H Flexo XL, and any pharmaceutical or food-grade carton line.
Why Tier Pricing Beats Hidden Quote Cycles
- OEM-direct margins — no distributor markup, no regional reseller spread
- Chinese manufacturing base with 30-50% USD savings versus Habasit, Forbo Siegling, and Ammeraal Tier-1 list
- No MOQ wall — single-belt and single-roller orders accepted, not just bulk RFQs
Why We Publish These Numbers
Twenty-six years into the modern folder-gluer market, zero of the major Tier-1 belt brands publish pricing on their public pages. That gap is not protecting margins — it is protecting opacity.
If a buyer cannot estimate an order before contacting sales, the buyer simply delays the order. Transparent ranges shorten the procurement cycle and respect the buyer’s time.
“Maintenance costs average $14 per operating hour for high-grade PU drive systems versus $27 per hour for legacy rubber-belt systems — replacement intervals extended from 6 to 18 months.”
Ready to compare a specific Tier-1 quote against the Cenwan equivalent? Send us your quote and we’ll respond with line-item parity within 24 hours.
Request Quote AnalysisSplicing Methods Compared — Adhesive-Free Flexproof/Thermofix/QuickSplice/Mechanical
| Method | Time-to-Splice | Tools Needed | Splice Strength | Re-Splice Possible | Best For |
|---|---|---|---|---|---|
| Flexproof (Habasit, thermoplastic) | 15-25 min on-machine | Heated press kit | ~95% of belt strength | Yes | Daily order changes; food packaging where adhesive is not allowed |
| Thermofix (Habasit polyamide) | 40-60 min on-machine | Heated press + adhesive | ~90% of belt strength | Limited (1-2 times) | Heavy polyamide belts on high-tension Bobst FFG lines |
| QuickSplice (Ammeraal RAPPLON) | 10-20 min on-machine | Splice-tool kit | ~92% of belt strength | Yes | High-frequency belt changes; emergency replacement |
| Mechanical clamp / lacing | 5-15 min | Clamp tools | ~70% of belt strength | Yes (multiple) | Temporary repair; older folder-gluers without splice-press infrastructure |
When to Choose Each
For high-speed Bobst FFG and K+H Flexo line machinery running 500-750 m/min, the only splicing solution that can endure the tension envelope is the Flexproof or Thermofix splice method. Mid-speed Jagenberg Diana and Signature Elite machines operate perfectly using QuickSplice to enable quick change-over orders. Mechanical lacing is your mechanical emergency only, never your main production option.
Splice-Failure Reality Check
Based on our service experience, mechanical-clamp splices are three to four times more prone to fail than adhesive-less Flexproof and QuickSplice splices on high-speed lines. Although mechanicals may add to a customer’s initial capital bill, buyers can earn their money back in unplanned downtime savings in less than a year.
Cenwan Splicing Service Options
- Performing splices in the field in 40+ countries through our distributor/service network
- Mail-back splicing, anytime for emergency order – return belt by air freight, splice in 24 hours and ship back87
- Hands-on DIY splice-tutorial kits with training video, and customer-service hotline support
Manufacturing Facility & Global Reach








How to Cross-Reference Your OEM Part Number to a Cenwan Replacement
Belts and rollers fail without warning. The procurement workflow needs to absorb that pressure without adding three days of part-number translation. Our four-step path is built for emergencies.
01
Identify Your Machine and Existing Part Number
Locate the part number stamped on the current belt or printed on the parts manual. Common formats for Bobst look like CR-15202 or 240742. For Signature seek FG, SP, or PF prefixes. If the print has worn away, photograph the part with the model plate visible.
02
Submit the Cross-Reference Request
Communicate the part number and model to us by WhatsApp at +86 151 5777 8185, by email to sales@cenwan machine.com, or through this form. Always include a photo if you can—photos resolve ambiguous part numbers in seconds.
03
Receive Cenwan-Equivalent SKU and Spec Sheet
Our application engineering department responds within 24 business hours with the matched CW-FG-XXX SKU, a full spec sheet, and recommended compatible rollers. If you ran into a non-standard splice-zone or tensioner geometry, we will flag the alignment measurements for confirmation before shipment.
04
Sample Order or Bulk RFQ
Bulk orders are delivered by sea freight in 25-30 days. Single belts and rollers are shipped DHL or FedEx in 8-12 days. No minimum order volume exists wall—one belt ships alone, even when your other spare-parts are ordered on a different schedule.
Ready to resolve your equipment downtime?
Digital Utilities
Interactive Procurement & Maintenance Tools
Eliminate guesswork from your folder gluer maintenance. Use our digital engineering tools to instantly cross-reference OEM parts or calculate precise replacement intervals based on your production speeds.
Folder Gluer Belt Cross-Reference Lookup
Instantly translate OEM part numbers from Habasit, Bobst, Ammeraal, and Nitta to Cenwan equivalents. Our system ensures perfect drum, pulley, and tensioner geometry matches before you place an order, eliminating measurement risks.
Belt & Roller Replacement Interval Calculator
Input your machine’s cycle speed, belt material (PE/PA/NBR), and typical duty cycle to calculate the exact projected lifecycle of your components. Optimize your preventative maintenance schedule and prevent costly unplanned downtime.
Knowledge Base
Frequently Asked Questions — Compatibility, Lifecycle, Splicing & Lead Time
01.
How do I know which Cenwan belt fits my Bobst FFG 2424?
A.
Send us the part number stamped on your current belt or take a photo of your machine’s section label. Our matrix aligns Bobst FFG 2424 sections with CW-FG-300 (4 mm NBR-cover) or CW-FG-500 (high-speed PE) depending on the section. We confirm that drum-pulley and tensioner match before mailing.
02.
How long do folder gluer belts and rollers typically last?
A.
Run time for replacement belts is 1,500-5,500 hours depending on application, feed material, and maintenance engagement. Replacing steel-core rollers and aluminum sprockets hits 7,000-20,000 hours. Sealed-bearing transfer rollers average 12,000+ hours when operated according to specs. See the wear-life table on the earlier page that splits the ranges by component and speed band.
03.
What is the price difference between Habasit, Forbo Siegling, Ammeraal and Cenwan-OEM belts?
A.
Cenwan tier-pricing generally achieves 30-50% savings from European Tier-1 brand list pricing for equivalent-quality belts. Our discount requires our OEM-direct factory: we do not make lower-end belts using lower-grade materials. Our food-conformity series uses the same FDA / EU 1935/2004 path as Habasit’s food-conformity range.
04.
Which roller types fail first on a high-speed folder gluer?
A.
Pre-fold and feed rollers wear fastest because they run on harsh abrasive carton edges. Compression and transfer rollers last longer because they ride on gluing surfaces, not paper edges. Belt deviation is by far the commonest industry failure, but it tends to be a tracking or tensioning problem, not roller defect.
05.
What lead time should I expect for emergency replacement parts?
A.
For belts and rollers held in our in-stock Wenzhou, China warehouse, air freight by DHL and FedEx to Europe and North America takes 8-12 days. For specific orders built to specification, an additional 7-10 days are required for factory manufacture. We maintain a stock of the most popular SKUs for rush deliveries.
06.
Is adhesive-free splicing more durable than mechanical splicing?
A.
For high-speed lines over 400 m/min, indeed yes—a significant reduction. QuickSplice and Flexproof adhesives-free splices normally preserve 90-95% of belt pulling strength. Mechanical clamp splices last about 70%. Based upon our service records the mechanical splices failed at about three to four times the rate of the ad-free splices at high speed.
07.
What’s the difference between feed roller, pre-fold roller, and transfer roller?
A.
Feed rollers draw blanks from the feeder pile and into the machine. Pre-fold rollers punch the first fold lines onto a carton. Transfer rollers are used to transfer freshly glued cartons from the folding station to the compression station.
08.
Can I order a single belt or roller, or only bulk?
A.
Single piece orders are considered. We do not build minimum order quantity walls because emergency replacements are ordered as single items. Single belts are air freight and bulk orders over one or more weeks will be shipped via sea freight at a significant saving per item.



