Get in touch with Cenwan Machine Company

![What Is a Corrugated Folder Gluer? Plant Manager's Guide [2026]](https://cenwanpack.com/wp-content/uploads/2026/05/0.png)
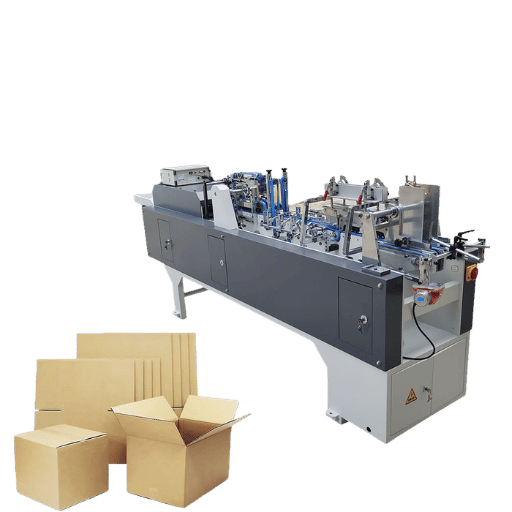
A corrugated folder gluer is the machine that transforms flat die-cut board blanks into complete glued cartons – and for most carton plants it is the single piece of equipment that determines how quickly an order ships. This report discusses what the machine does, the internal workstations, the glue application systems, the relevant specifications, realistic cost ranges, and the faults that quietly scrap output. The purpose is just this: to aide you in specifying the right machine and not the most costly one.
Quick Specs: Corrugated Folder Gluer
| Function | Folds and glues corrugated blanks into finished boxes |
| Box styles | RSC/HSC, crash-lock (bottom-lock), 4- and 6-corner, die-cut specialty |
| Board grade | Single-wall to double-wall (B, C, E and BC flute) |
| Typical speed | ~50–300 boxes per minute; high-speed lines reach ~450 |
| Glue system | Cold (PVA) glue or hot-melt adhesive |
| Automation | Manual, semi-automatic, or fully automatic inline |
What a Corrugated Folder Gluer Does (and Where It Sits in the Box Line)

A corrugated folder gluer (sometimes called a folding and gluing machine, or by floor managers simply a gluing machine) takes a stream of flat box blanks (pre-printed, slotted, die-cut) and folds the panels, applies adhesive to the glue tab, and presses the joint until it bonds. It is capable of taking a stack of flat sheets and converting them continuously into stacked, finished corrugated cartons, ready for packing.
Position in the plant is relevant. In a corrugated conversion sequence the steps are: the corrugator makes the board, a printer-slotter or rotary die-cut applies design and shapes and prints the blank, the folder gluer performs the shaping and gluing, and a bundler or strapper packs the completed cartons. Because it sits last in the conversion sequence, the folder gluer is where a problem costs the most: an out-of-spec defect at this stage scraps board that has already absorbed printing and die-cutting. That is the practical reason plant managers watch this machine more closely than the rest of the floor.
Who needs a corrugated folder gluer?
Any conveyor-based operation that mass-produces folded and glued boxes by flow-wiring them in bulk through various processes. Corrugated box plants, folding-carton converters, and contract packagers. The qualifier is volume and consistency: once individual manual taping or hand-gluing can no longer achieve one’s order schedule, or once joint quality varies box to box, the work belongs on a folder gluer. Plants generating several hundred cartons daily are unlikely to justify one; plants shipping tens of thousands commonly do. If your operation is approaching that point, a dedicated corrugated folder gluer is typically the first large capital investment to address.
Folder Gluer vs. Flexo Folder Gluer vs. Specialty Folder Gluer

The most common mistake buyers make is blurring together the “folder gluer” and “flexo folder gluer” options. They are not the same – and ordering the wrong type is an expensive mistake.
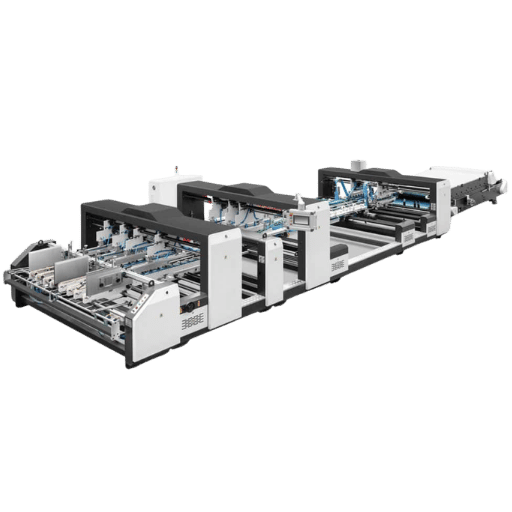
A flexo folder gluer (FFG) is a large inline machine that receives corrugated board directly from the stack and prints, slots, die-cuts, folds, and glues it into one integrated process. It is designed specifically for a single product type at very high throughput: standard regular slotted containers (RSC). By contrast, a folder gluer (a non-FFG) works downstream of a separate die-cutter – it processes pre-cut blanks and accommodates box types an FFG cannot provide, such as crash-lock bottoms, 4- and 6-corner trays, and die-cut display packaging.
| Machine class | Best for | Board input | Box styles |
|---|---|---|---|
| Flexo folder gluer (FFG) | High-volume RSC runs | Sheet board (uncut) | Mainly RSC/HSC |
| Straight-line folder gluer | RSC and simple glued boxes | Pre-die-cut blanks | Straight-line / single-point glue |
| Specialty folder gluer | Complex and short-run work | Pre-die-cut blanks | Crash-lock, 4-/6-corner, die-cut |
Why this matters in practice: a plant that buys an FFG to chase a wide product mix ends up with a fast machine that does one style of box well. A plant that buys a small specialized folder gluer for what is, in fact, a high volume single RSC program ends up with a machine that runs like crazy but still can’t make the schedule. Match the class first; speed second. Equally, most line-speed corrugated converters who run sporadic mixed work need a specialty corrugated box folder gluer, not an FFG.
Inside the Machine: The 5 Working Sections
A folder gluer is best thought of as five work sections in series, each handling one stage of the gluing process. Together they turn a flat cardboard blank into a finished carton box. One honest caveat: the naming conventions are not fully standardized — some makers call the fourth zone a “transfer” section, others a “compression” section. The functions, however, are found on every machine. Learning them is what enables an operator to trace a line problem back to its root.
- Feeding section. Handles blank loading and paper feeding — drawing die-cut, scored blanks one at a time from the stack and setting the running gap with the precision the downstream sections depend on. Most jamming and skewing issues originate here.
- Pre-folding section. Breaks the score lines — flexing the panels 180° and back — so the last fold line is clean and the box is square.
- Folding section. Guides and rotary hooks roll along the panels a prescribed distance to fold along the creases as the blank makes its way through. Fold accuracy here determines whether the box is truly square.
- Gluing section. Applies glue to the glue tab — either cold glue from a wheel/nozzle head or hot-melt from an extrusion head — timed to the position of the blank.
- Delivery and compression section. Carrier belts hold the completed joint under tension as the hot or cold glue bond forms, then stack or eject the finished box.
The 5-Section Test: when a box is wrong, walk the sections backwards. A weak or missing joint points back to the delivery or gluing section (not enough glue, or too little press time). Boxes that come out malformed or bowed point to folding or pre-folding (scores not broken; hook timing awry). Skew or jams point to the feeder; this habit — diagnosing by section instead of guessing — is what enables operators to make fast repairs and minimize scrap.
Cold Glue vs. Hot-Melt: Choosing the Gluing System
Every buyer underestimates the gluing mechanism, and it quietly dictates both quality and profitability. There is no one-size-fits-all kind of adhesive- the appropriate composition depends on board weight, line speed, and how long the joint must be held.
Cold glue water-based PVA binds porous corrugated board well, costs less/kg, and runs clear – but it sets slowly, so delivery section has to hold joint longer. Hot-melt adhesive is almost instant, and sets in seconds, ideal for top line speeds and coated or laminated board, from which water-based glue is difficult to remove. Here’s the most ignored part of guides: hot-melt doesn’t just close a box quickly. When applied properly, it’s drawn into the back of the corrugated and forms fiber-tear bond – when the joint is pulled apart, the board fiber fails first. That bond adds real structural reinforcement, strengthening the box itself.
✔ Cold glue (PVA) — strengths
- Strong bond on uncoated, porous corrugated
- Lower adhesive cost per box
- No heated tank; simpler maintenance
- Best for moderate line speeds
⚠ Hot-melt — strengths & limits
- Near-instant tack; suits high-speed lines
- Bonds coated and laminated board
- Fiber-tear bond reinforces the joint
- Higher cost; heated equipment to maintain
“Apply an even, correct glue-film thickness. Excess glue causes local swelling that leads to bubbles or wrinkles on the panel.”
📐 Engineering Note
It’s the coverage of glue, not volume, which produces the bond. An even thin film along the full length of the glue tab is the aim, not a big glob. A simple test: gently pry a finished joint apart by hand, so long as the bond remains, you see fiber tear on the surface of the board instead of loose dried glue. Choose your glue system to give the fastest line speed for your most demanding box, not the middle of the range, since it is set time which gives out first.
Manual, Semi-Automatic, or Fully Automatic: Matching Automation to Volume
Level of automation should be a matter of box volume and labor costs, not aspiration. Fewer people are needed to operate a folder gluer by itself, but it is the jobs around it, especially packer at the delivery, that are labor-intensive. That is the operational saving a more automated system will deliver.
Volume-band guide to automation level
- Manual or semi-automatic machine is best for small-to-medium volume, with volatile box designs and frequent changeovers, where work around the machine has to be done manually.
- Automatic machine is best for steady level of medium volume with stable, repeat box designs and work around the machine (such as case packing) done manually.
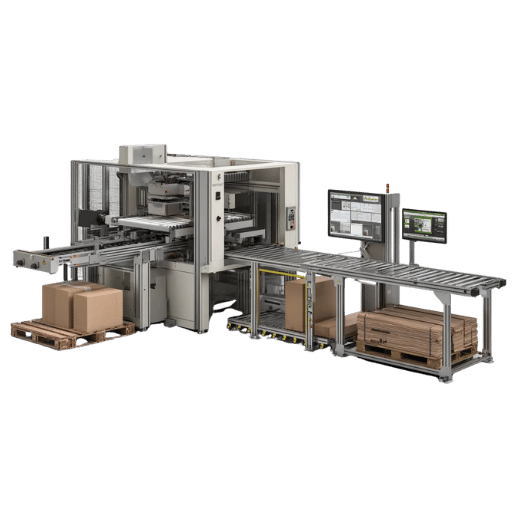
- Inline fully automatic with auxiliary downstream packer and stacker is needed for high levels of relatively stable, continuous volume, to minimize labor cost per 1000 boxes.
One case study makes the comparison concrete. A medium-sized Ohio-based co-packer installed a semi-automatic folder gluer with second operator – packer at delivery end. When their largest account doubled an ongoing RSC order, end of line production stopped. The machine ran at acceptable efficiency but packer was bottleneck. Second packer would have mean two less people at a higher-cost job. Instead they bought an automatic packer, increased productivity on the same folder gluer by around 40%, improved overall production efficiency, and moved the second person to a more profitable job. Lesson: check the size of bottleneck before putting in a more powerful machine.
How many operators does a folder gluer need?
One operator per machine seems to be the standard. Setup is the operator’s real work — adjusting the machine to a new box style, dialing-in each station (which may take 2 hours and is the most time consuming element in the process), and getting the line running. Once it is running the operator generally just supervises it. Case pack usually requires a second operator, unless it is automated, where case pack can be combined with the other end of the line.
How to Choose a Corrugated Folder Gluer: 7 Specs That Decide the Job
After choosing a machine class, selecting a model comes down to matching a few key specs with your real box mix. Before you compare brands and prices, work through these 7 specs.
- ✔Min/max box size. Make sure that the range covers the full scope of your projects, both width and length. Large and small boxes are just as hard to run.
- ✔Board grade capabilities. Double-wall through variances in flute profile, from single-wall up.
- ✔Box styles. Straight-line, or crash-lock and 4-/6-corner.
- ✔Practical speed. The real-world run rate of the machine on your jobs, not the maximum ratio from the brochure.
- ✔Glue system. Hot-melt, cold glue, or combination. Must match board range and speed.
- ✔Setup time. Really short jobs mean quick setup matters more than top speed.
- ✔Build durability and spare-parts support. Durable frames and components, adequate floor space, fast replacement parts and labor.
Specs-based purchasing has one frequent mistake: too high a speed rating. A 300cpm rated machine is useless if your jobs are short and line gets hung up in changeover half the time. For mixed product runs, faster setup time, folding flexibility, and dependable registration pay off over top-end speed. To derive a conclusion from the 7 specs, relate them to your typical box run:
| Your situation | Machine to choose | Priority spec |
|---|---|---|
| High-volume e-commerce RSC, one box style | Straight-line / flexo folder gluer | Sustained run speed |
| Retail display & POP packaging | Specialty folder gluer (4-/6-corner) | Box-style range |
| Die-cut specialty & crash-lock work | Specialty folder gluer with bottom-lock | Folding versatility |
| Mixed short runs, frequent changeovers | Servo-equipped folder gluer | Changeover time |
Price landscape, quickly: several well established manufacturers sell in the high-end market place, and many producers cover the midrange and speciality market. Brand should be your last criterion, after the decisions indicated by the specs above are made. To see how the seven specs fit a configured machine, review this automatic folder gluer machine designed for mixed corrugated work.
What a Corrugated Folder Gluer Costs
Folder gluer cost is one of the least transparent points in packaging machinery; assume everything here is an illustrative range rather than actual price. Cost is proportional to size, automation, box style capacity, and glue system complexity.
| Machine tier | Indicative price band | Typical fit |
|---|---|---|
| Compact / semi-automatic | Tens of thousands USD | Low-volume, short-run converters |
| Automatic folder gluer | Low-to-mid six figures USD | Steady mid-volume box plants |
| High-speed / fully automatic inline | High six figures and up | High-volume continuous production |
Indicative ranges as of Q2 2026. Pricing will vary from these ranges depending on configuration, geographic location, and supplier and may not reflect current market quotes.
How much does a corrugated folder gluer cost?
Most industry guides place a full folder gluer anywhere from roughly USD 150,000 to well over USD 1,000,000, depending on size, automation, and capability—whereas small manual and mini carton gluers can be purchased for a few thousand dollars. Why the range? “folder gluer” is used to cover everything from a bench-top gluer to a fully integrated inline unit. The only surefire solution: get a configured quote on your true box mix. Capital outlays are only a part of total; glue-hungry boxes, changeover labor, spare parts and downtime all add up over the life of a machine.
Here is a quick hypothetical on bad sourcing: a booming packaging start-up in East Texas bought a fast automatic folder gluer because the headline speed—300 boxes per minute—looked like a shot at the future. Their actual production—short, sporadic display runs averaging a few thousand boxes—left them with more machine time spent changing over each year than running, and the speed they paid for never returned in output. An intermediate speed specialty machine that were setup faster would have shipped cheaper and produced more. Buy for what you actually run, not what you hope to someday do.
Common Problems and How to Prevent Them
Most folder gluer downtime can be traced to a handful of common faults — usually feed alignment, glue control, or folding setup. Knowing the cause turns an exercise in guesswork into a quick fix.
| Problem | Likely cause | Fix |
|---|---|---|
| Fishtail / skew (joint gap or overlap) | Blank entering crooked; carton aligner off | Reset the aligner; check feed-section squareness |
| Glue skipping / weak joint | Glue pump pressure or timing wrong | Set pump pressure and flow to board and glue type |
| Bubbles / wrinkles on panel | Excess glue causing local swelling | Reduce film thickness to a thin, even coat |
| Box out of square | Scores not broken in pre-folding; hook timing | Check pre-folding settings and fold-hook timing |
| Line jams | Inconsistent feed gap; delivery back-up | Steady the feed rate; clear delivery promptly |
One myth worth correcting: more glue does not mean a stronger box. Too much adhesive causes bubbles and wrinkles—defects both cosmetic and structural—by force-swelling the board underneath the glue film. Coverage and even film thickness is what makes for a sound join, not a ton of coverage.
⚠️ Important
A fishtail or skew defect not addressed will scrap the whole run, not a handful of boxes—the flaw will run crosswise on every blank until somebody stops the line. Spot the first bad box by carrying a sample off the end of the line in every run and every changeover; most problems are manageable with disciplined first-article checking and regular preventative maintenance on the feed, aligner, and glue.
Where the Corrugated Folder Gluer Market Is Heading (2026)

Demand for folding-gluing equipment is booming, not sagging. The folder gluer equipment market alone had a value of around USD 678 million in 2025 and is expected to close in on USD 1.3 billion by 2035, growing at a CAGR of near 6.8% – driven heavily by e-commerce output. This means, for the end-user, a flourishing used equipment market and durable parts support for existing models and generations.
Similarly, technology modernization and innovation are happening. Through 2026, corrugated converting equipment is seeing stronger frames and full-servo-driven components replacing existing mechanical drives; of course, the most important place for servo is on the short-run presses—where the difference in changeover speed/efficiency for repositioning folding and gluing parts can mean a changeover time measured in minutes, not hours thus having a measurable impact on the hidden costs of short-run production.
A regulation note impacting the spec sheet: machine-guarding enforcement on converting lines continues to tighten. Interlocked guards and point-of-operation guards are no longer optional add-ons – budget for compliant guarding from day one, rather than years later as a retrofit.
If a 2026 purchase decision is on the horizon: seriously consider an inline servo machine if your runs are short and you frequently switch box styles – the changeover savings will often outdo a less expensive conventional line in 12 months. High, steady-volume runs on one box style can still make a conventional line the lowest cost per box.
Frequently Asked Questions
Q: What is the difference between a folder gluer and a flexo folder gluer?
View Answer
A flexo folder gluer (FFG) is a large inline machine that prints, slots, die-cuts, folds, and glues in one pass corrugated board for high-volume RSC work. A standalone folder gluer glues pre-die-cut blanks and can run a range of box styles, including crash-lock and 4/6-corner.
Q: How fast does a corrugated folder gluer run?
View Answer
Typical speeds range from approximately 50-300 boxes/minute, although high-speed inline lines can run up to around 450. The effective speed for your boxes is always lower than the maximum on the literature, as box style, board grade, and glue set time influence it.
Q: Can one folder gluer handle both single-wall and double-wall board?
View Answer
While many machines do, verify the board-grade range on the spec sheet and not assume so. Double-wall boards require higher folding force and modified glue settings; be sure that your thickest and thinnest boards are within the machine’s offered range.
Q: Hot-melt or cold glue — which is better for corrugated boxes?
View Answer
Neither is necessarily better. Cold gluing is lower priced, and bonds porous, uncoated corrugating well at moderate line speeds. Hot-melt sets rapidly, works well with high-speed lines and coated board and forms a fiber-tear type bond that strengthens the joint. Consider which option will fit best on your line and in your board.
Q: What box styles can a corrugated folder gluer produce?
View Answer
Outputs can include the standard regular slotted container (the 0201 RSC in the FEFCO code), crash-lock bottom boxes, 4/6-corner trays, sleeves, and die-cut customer specialities. Which styles each machine will run depends on folding sections.
Q: How long does a corrugated folder gluer last?
View Answer
Properly maintained, a folder gluer is a long-life capital asset – many run productively for 20+ years, which is why there is an active resale market. Service life depends on maintenance of the drive train, glue system, and feeder, and on spare-parts availability.
Specifying a corrugated folder gluer?
Match the seven above specifications to your box mix and get a quote for a configured machine – rather than a standard quote. Take a look at a high-speed corrugated box folder gluer built for variable single- or double-wall production.
About This Guide
This guide was produced from corrugated box manufacturer equipment documents, regulatory machinery guarding guide lines, and a folder gluer review undertaken in 2025-2026. Variations in pricing and speed data from differing sources has been given as a range and identified rather than single sourced fact. Specifications and quotes can always be reconfirmed against your own box line using the equipment source.
References & Sources
- Machine Guarding – General Requirements, 29 CFR 1910.212 – U.S. Occupational Safety and Health Administration
- FEFCO Code – corrugated packaging design standard – European Federation of Corrugated Board Manufacturers
- Corrugated box plant safety and converting resources – Fibre Box Association
- Folder Gluer Machine Market Size, 2026-2035 Forecast – Global Market Insights
- 2026 Trends in Corrugated Manufacturing – SUN Automation Group



