Entre em contato com Cenwan Machine Company

Mecanismos de pré-dobramento em máquinas de colagem de pastas: sequências de 180° vs 160°
Conteúdo
mostrar
Mecanismos de pré-dobramento em máquinas de colagem de pastas: Sequências de 180° vs 160° são importantes quando uma caixa em bruto deve entrar na dobragem principal com memória de vinco suficiente, mas sem fissuras, inclinação ou desvio da linha de cola.
Este guia explica o que cada ângulo de pré-dobra faz, como as sequências de 180° e 160° se encaixam em diferentes estilos de caixa e o que pedir ao comprar uma máquina de colador de pastas.
Especificações rápidas
Pré-dobra comum de primeira linha
180° quando o primeiro vinco precisa de uma forte pré-quebra antes da dobra lateral.
180° quando o primeiro vinco precisa de uma forte pré-quebra antes da dobra lateral.
Referência da sequência Cenwan
O trabalho de primeira linha e terceira linha de 180° e 160° é descrito na página da máquina de colador de pastas da Cenwan.
O trabalho de primeira linha e terceira linha de 180° e 160° é descrito na página da máquina de colador de pastas da Cenwan.
Advertência de especificações públicas
A literatura de equipamentos públicos também mostra valores de terceira linha de 135° e 165°, portanto, 160° deve ser especificado pela necessidade da máquina e da caixa.
A literatura de equipamentos públicos também mostra valores de terceira linha de 135° e 165°, portanto, 160° deve ser especificado pela necessidade da máquina e da caixa.
Melhor prova RFQ
Envie o desenho em branco, estilo FEFCO, grau da placa, peso da flauta ou do papel, alvo da velocidade, e tipo da cola.
Envie o desenho em branco, estilo FEFCO, grau da placa, peso da flauta ou do papel, alvo da velocidade, e tipo da cola.
O que a seção pré-dobrável faz antes do dobramento principal

Em uma coladora de pastas, uma peça bruta cortada e vincada se move através de uma seção de alimentação, guias de alinhamento, dispositivos de pré-dobramento, aplicação de cola, dobramento principal, compressão, contagem e entrega de empilhador No início desse caminho, a seção de pré-dobramento abre linhas de vinco selecionadas o suficiente para que o processo de dobramento posterior possa terminar a caixa com menor resistência.
Esse movimento inicial cria memória de dobra Quando a memória de dobra está certa, o branco rastreia diretamente, a aba de cola atende ao seu alvo e a correia de compressão pode segurar a junta enquanto o adesivo endurece Quando está errado, a caixa pode saltar para trás, inclinar, enrugar, rachar a pontuação ou encontrar a roda de cola na hora errada.
A sequência é importante porque diferentes vincos servem trabalhos diferentes As caixas de linha reta geralmente precisam da primeira e terceira linhas preparadas antes da ação de dobramento do lado principal As caixas inferiores de travamento adicionam movimentos de gancho inferior e mais risco de temporização As caixas de 4/6 cantos adicionam mais braços dobráveis e um mapa de temporização diferente Para esses trabalhos, o ângulo por si só não é suficiente; a máquina deve colocar o ângulo na sequência correta.
Se estiver a comparar os coladores de pastas, comece pelo tipo de caixa e pelo espaço em branco Desempenho em a cola de pastas em linha reta é julgado de forma diferente de a colador de pasta inferior com trava de colisão ou a Coladora de pastas de canto 4/6. A pré-dobragem correta ajuda a peça bruta a inserir cola, dobra lateral, dobragem principal e compressão com a menor correção.
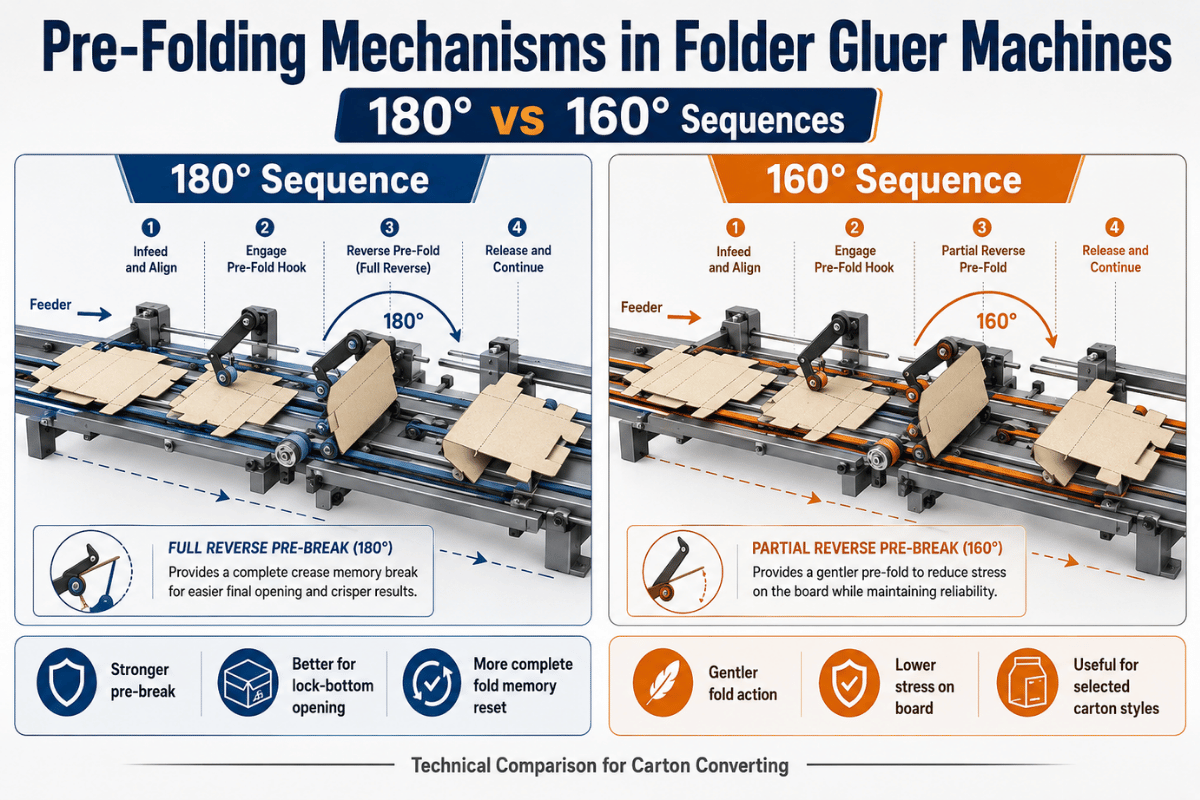
Pré-dobra de primeira linha de 180 graus: por que a primeira pausa é agressiva
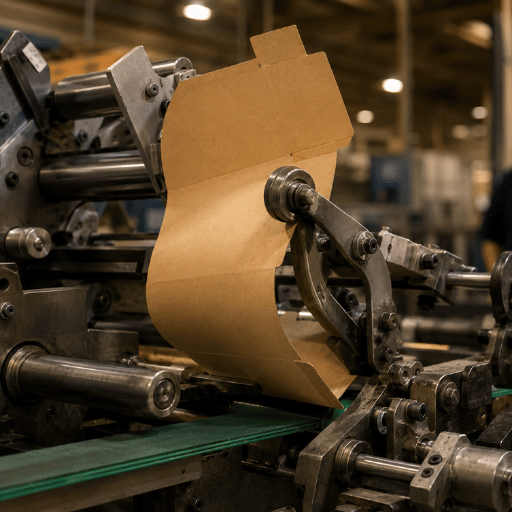
Durante uma pré-dobra de primeira linha de 180 graus, o primeiro vinco se move próximo a um movimento reverso completo antes que o espaço em branco atinja a seção dobrável posterior Essa pré-quebra agressiva pode ajudar uma máquina de colar pasta de papelão quando o primeiro painel deve retornar previsivelmente e alinhar-se com a aba de cola durante a dobragem principal.
Especificações de equipamentos públicos comumente mostram 180 graus de capacidade de pré-dobra ou pré-quebra para o primeiro vinco Mecanicamente, a primeira linha de dobra geralmente precisa de uma memória forte porque está envolvida no quadrado final da caixa Se esse vinco resistir à dobra posterior, o espaço em branco pode puxar contra guias laterais ou deslocar a linha de cola.
Vantagens
- Constrói uma memória de dobra mais forte no primeiro vinco.
- Pode reduzir a resistência durante a dobragem principal.
- Ajuda a aba de cola a retornar a um caminho repetível.
- Útil para trabalhos de alta velocidade quando a configuração é estável.
Limitações
- Pode tensionar pontuações revestidas ou frágeis se o vinco for fraco.
- Pode ocultar erros no alimentador ou na guia lateral até a compactação.
- Precisa de uma pressão cuidadosa da correia e do transportador na placa de papelão fino.
- Não corrige o corte, a pontuação ou o tempo adesivo deficientes.
Durante a configuração, a primeira questão não é: a máquina pode atingir 180 graus?“ É ”o espaço em branco sai do quadrado pré-dobrável, plano o suficiente para cola e repetível na velocidade planejada?“ Em a colador de pasta de alta velocidade, pequenos erros de primeira linha repetem-se rapidamente A aprovação da amostra deve acontecer antes da execução completa da produção.
Sequência de terceira linha de 160 graus: por que uma pausa mais suave pode ser mais segura
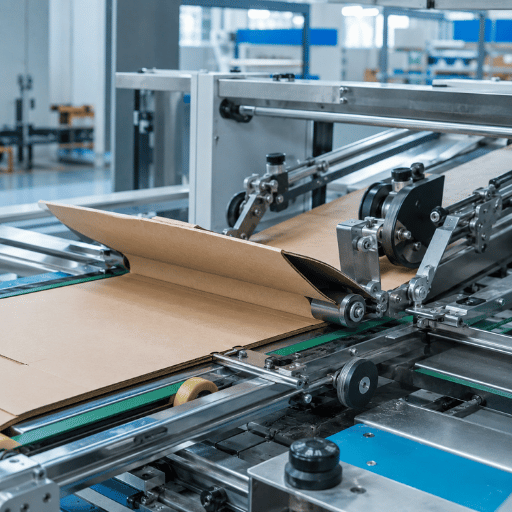
A pré-dobragem de terceira linha geralmente precisa de uma configuração diferente da primeira linha porque suporta um movimento diferente Em alguns layouts de máquinas de colador de pastas, um ângulo de terceira linha próximo a 160 graus pode dar ao vinco memória suficiente sem forçar a placa com tanta força quanto um movimento completo de 180 graus.
A evidência fornecida da página do produto da Cenwan descreve o trabalho de primeira linha de 180 graus e de terceira linha de 160 graus para seu arranjo de faca pré-dobrável da máquina de colador de pastas. Isso é uma evidência útil do comprador para a capacidade da Cenwan, mas não deve ser lido como um padrão universal para todas as máquinas de colador de pastas no mercado.
Em toda a literatura de equipamentos públicos, os valores de pré-dobra de terceira linha variam Algumas páginas de máquinas citam 135 graus, algumas citam 165 graus e algumas descrevem pré-quebras de primeira e terceira pontuação de 180 graus Praticamente, a terceira linha é uma decisão de sequência que deve corresponder à forma em branco, comportamento de papelão e estilo de caixa necessário.
A quebra mais suave da terceira linha pode ser mais segura quando a placa é revestida, laminada, impressa digitalmente, fortemente pintada ou já mostrando sensibilidade à pontuação Essa configuração também pode ajudar quando a caixa precisa de um acabamento dobrável principal limpo sem arrastar o terceiro vinco cedo Para colador de pasta de caixa pequena trabalhos, a janela de tolerância pode ser estreita porque painéis curtos revelam uma pequena inclinação rapidamente.
As operadoras motorizadas modernas e a memória de trabalho podem tornar a configuração mais repetível, mas o julgamento do operador ainda importa quando o estilo da caixa, o estoque ou o comportamento do vinco mudam.
A Matriz Pré-Dobra de 4 Ângulos: 180, 160, 165 e 135 Graus

Use a Matriz de Pre-Fold de 4 ângulos para comparar as configurações de ângulo sem tratar um valor como mágico Ele separa a memória de primeira linha, o controle de terceira linha, o estresse da placa e a prova do comprador antes de um teste de máquina ou RFQ.
| Ângulo/Tipo de sequência | Papel Típico | Melhor ajuste | Risco de assistir | Prova antes da compra |
|---|---|---|---|---|
| 180° primeira linha | Memória forte do vinco antes do dobramento lateral | Caixas retas, placa estável, trabalhos repetidos | Rachaduras se a pontuação ou o grão estiverem errados | 20 espaços em branco verificados após alimentador, cola e compressão |
| 160° terceira linha | Abertura controlada do terceiro vinco | Empregos que precisam de estresse de terceira linha menos agressivo | Subdobrar se a prancha tiver um forte retorno elástico | Amostra assinada na velocidade alvo e configuração da cola |
| 165° terceira linha | Memória de terceira linha quase completa | Placa que precisa de mais quebra do que 160° dá | Torção do painel se a pressão do transportador for desigual | Meça a posição da aba de cola após a dobragem principal |
| 135° terceira linha | Pré-quebra moderada da terceira prega | Estoque sensível, trabalho selecionado da caixa dobrável | Memória insuficiente em velocidade de corrida mais rápida | Verificação do retorno elástico após a suspensão da compressão |
| 180° primeiro + 160° terceiro | Primeira pausa forte com terceira pausa mais suave | Discussões de especificação no estilo Cenwan | O comprador presume que cabe em todas as caixas | Teste com o branco e a cola reais do comprador |
| 180° primeiro + 165° terceiro | Memória forte em ambos os caminhos principais do vinco | Empregos onde o terceiro vinco resiste ao fechamento | Branqueamento de pontuação ou elevação do painel | Verifique a face visível da pontuação sob a luz de produção |
| 180° primeiro + 135° terceiro | Primeira pausa forte com terceira pausa cautelosa | Placa em risco de rachaduras ou cobertura pesada de tinta | Mais carga principal da dobradura mais tarde na máquina | Compare amostras antes e depois da compressão |
| Sem pré-dobra de terceira linha | A dobragem principal transporta mais trabalho | Blanks simples e testes de configuração lentos | Skew ou springback após a colagem | Execute um teste em branco lado a lado |
| Sequência ajustável | Ajuste de ângulo, suporte, correia e guia por trabalho | Estilos de caixa mista e mudanças frequentes | Variação de configuração não registrada entre turnos | Salve configurações, fotos de amostra e notas do operador |
Na produção mista, a melhor máquina é muitas vezes aquela que torna a configuração repetível Se a planta executar trabalhos de caixa, caixa ondulada e pasta especial, compare a faixa de ângulo, ajuste do transportador, caminho da correia, precisão do alimentador, sistema de aplicação de cola, comprimento de compressão e entrega do empilhador juntos.
Verificações de configuração que decidem se a sequência funciona
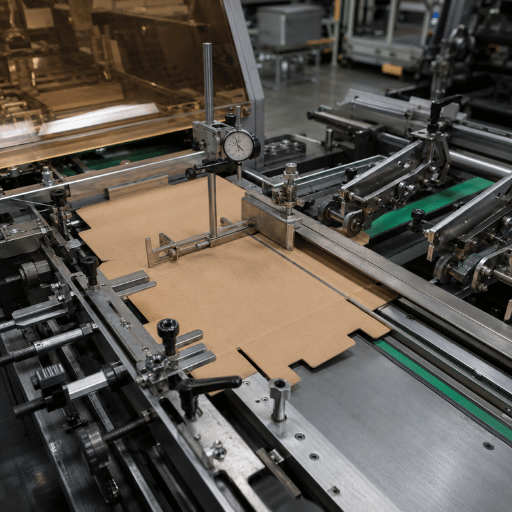
Antes de qualquer teste de configuração, a proteção da máquina precisa levar em conta o ponto de operação, os pontos de aperto de entrada, as peças rotativas e outros riscos de contato Facas, cintos, transportadores e seções de compressão pré-dobráveis são ferramentas de produção, não áreas de ajuste manual enquanto o maquinário está em movimento.
Para trabalhos corrugados, peça ao comprador para nomear o estilo FEFCO ou fornecer um desenho A linguagem de código FEFCO dá a ambos os lados uma referência compartilhada para projetos comuns de embalagens corrugadas, mas o teste da máquina ainda precisa do espaço em branco real porque o grau da placa, a flauta, a cobertura de impressão e a qualidade do vinco alteram o resultado.
Configurar lista de verificação
- Confirme a largura da peça bruta, o comprimento da caixa, o peso do papel ou a flauta de papelão ondulado, a direção dos grãos e o tipo de caixa.
- Verifique a seção de alimentação para entrada quadrada antes de tocar nas configurações do ângulo de pré-dobra.
- Defina guias laterais para que as trilhas em branco sem apertar a superfície impressa.
- Defina a pré-dobra de primeira linha de 180° e registre a posição do transportador.
- Defina a sequência de terceira linha de 160° somente se a máquina e a tentativa em branco suportarem esse valor.
- Execute 20 a 50 espaços em branco antes da cola e repita com a cola aplicada.
- Inspecione a face da pontuação, a posição da aba de cola, a precisão de dobramento lateral, as marcas de compressão e a saída do empilhador.
- Salve a amostra, velocidade, pressão da correia, adesivo, condições da sala e notas do operador.
Nota de engenharia: registre a tentativa pré-dobrada em unidades
Mantenha as regras de proteção separadas da configuração de qualidade: os operadores não devem enfiar a mão em facas, transportadores, cintos, pontos de aperto ou seções de compressão enquanto o maquinário estiver em movimento. Em trabalhos corrugados, emparelhe o estilo FEFCO ou desenho com um registro de configuração baseado em unidade para que o próximo turno possa repetir o mesmo caminho em branco.
| Configurar o Tipo de Registro | Registro na folha de julgamento | Por que isso importa |
|---|---|---|
| Tela de largura em branco | Faixa de 60 mm a 1650 mm em toda a série Cenwan listada | Confirma que a caixa se adapta à família planejada de máquinas coladoras de pastas. |
| Tela de velocidade publicada | 150 m/min, 180 m/min, 200 m/min ou 400 m/min por série | Separa a triagem do catálogo da velocidade real de teste segura. |
| Rampa velocidade de teste | 50 m/min, 100 m/min, 150 m/min e depois 200 m/min pontos de verificação quando a política da planta permitir | Mostra se o retorno elástico ou a inclinação aparecem somente após o aumento da velocidade. |
| Movimento guia | incrementos de mudança de 0,5 mm, com posições de guia esquerda e direita escritas separadamente | Evita uma correção de ângulo do alimentador de mascaramento ou desvio de guia lateral. |
| Medição distorcida | A entrada inclina-se para 1 mm mais próximo e a saída inclina-se para 1 mm mais próximo | Diz se a falha começa antes da pré-dobragem ou após a dobragem principal. |
| Deslocamento da aba de cola | Offset registrado em unidades de 1 mm após cola e após compressão | Conecta a memória pré-dobra ao alinhamento real da junta. |
| Inspeção de superfície de pontuação | Verificação 100% das primeiras 10 caixas sob luz de produção | Capturas clareamento, rachaduras, ou danos de impressão antes da escala de corrida. |
| Viagem do cinto de compressão | Compare defeitos visíveis após 1 m, 3 m, e 5 m de curso da correia se disponível | Separa problemas de memória pré-dobrada de problemas de configuração adesiva ou pressão. |
| Posição da roda de cola | Registre etapas de ajuste de 0,5 mm ao lado do tipo de adesivo e da nota de viscosidade | Evita que as alterações no tempo da cola sejam confundidas com alterações de ângulo. |
| Faixa de tolerância definida pela planta | Use faixas de controle de qualidade da planta, como relógio de 0,5 mm, revisão de 1 mm e parada de 2 mm, somente quando aprovado pelo comprador | Mantém as regras locais de aprovação/reprovação visíveis em vez de escondê-las dentro da memória do operador. |
| Escala de evidências fotográficas | Coloque uma escala de 10 mm, 20 mm e 50 mm ao lado da primeira amostra de vinco, terceira vinco e aba de cola | Permite ao comprador comparar a linha de base de 0 mm, desvio de 1 mm, desvio de 2 mm e cenário de desvio de 3 mm sem adivinhar as fotos. |
Quais padrões pertencem ao arquivo de configuração?
Os padrões não escolhem o ângulo de 180° ou 160° para você Eles dão ao arquivo do projeto um vocabulário mais seguro para guarda, revisão de riscos, controles e registros repetíveis Usar OSHA 1910.212 para contexto de ponto de operação e proteção de máquina, ISO 12100 para linguagem de avaliação de risco, ISO 14120 quando a seleção da guarda é discutida, ISO 13849-1 quando os controles relacionados à segurança fizerem parte da cotação, e orientação de segurança de máquina CDC/NIOSH quando as notas de treinamento precisam de suporte em linguagem simples.
Esse arquivo de padrões deve ficar ao lado da amostra da caixa, e não substituí-la. Um comprador ainda precisa de espaços em branco assinados, notas de velocidade e medição da aba de cola. As referências dos padrões simplesmente evitam que o cenário de configuração se torne a memória de um operador.
| Tipo de cenário | Padrão ou sugestão de código | O que gravar antes da compra |
|---|---|---|
| Cenário de configuração de proteção aberta | Revisão da guarda do ponto de operação da OSHA mais redação de risco ISO 12100 | Quem pode ajustar as facas, quando a energia é isolada e quais guardas permanecem fechados durante o julgamento. |
| Cenário de correia de ponto de aperto | Linguagem de proteção de máquina OSHA e notas de treinamento de segurança de máquina NIOSH | Caminho da correia, localização do ponto de aperto e a condição exata de parada se um espaço em branco emperrar. |
| Cenário de guarda fixa ou móvel | Linguagem de design e seleção de guarda ISO 14120 | Qual transportador, faca ou área de compressão o protetor cobre e como o acesso ao serviço é tratado. |
| Cenário de controle de segurança | Linguagem do sistema de controle relacionado à segurança ISO 13849-1 | Comportamento de parada, intertravamento, reinicialização e reinicialização de emergência solicitado na cotação. |
| Cenário de qualidade de pedido repetido | Linguagem de manutenção de registros ISO mais notas de amostra aprovadas pelo comprador | Número da memória de trabalho, posição da portadora, resultado de primeira linha de 180° e resultado de terceira linha de 160°. |
| Cenário treinamento | Orientação de segurança de máquina em linguagem simples do NIOSH e vocabulário de proteção da OSHA | Quais etapas de configuração um novo operador pode executar sozinho e quais requerem aprovação do supervisor. |
| Cenário de auditoria do fornecedor | Referências ISO 12100, ISO 14120 e ISO 13849-1 no arquivo técnico | Se o fornecedor pode explicar as escolhas de guarda, risco e controle no mesmo arquivo do teste da caixa. |
| Cenário de rendimento | Linguagem de registro de qualidade ISO vinculada às notas de resultados da produção | Velocidade alvo, rendimento real, caixas rejeitadas, taxa de retrabalho e linha de base final da amostra. |
Use esta tabela como um apêndice RFQ quando um projeto tem mais de um turno, mais de um operador ou uma ordem de repetição que deve corresponder à linha de base aprovada O registro do cenário deve mostrar a primeira caixa aceita, a primeira caixa rejeitada se aparecer, o alvo de rendimento, a taxa de retrabalho e o resultado final da produção Esse arquivo dá ao comprador e ao fornecedor um registro compartilhado quando o mesmo espaço em branco retorna semanas depois com uma carga de tinta, lote de placa ou condição adesiva diferente.
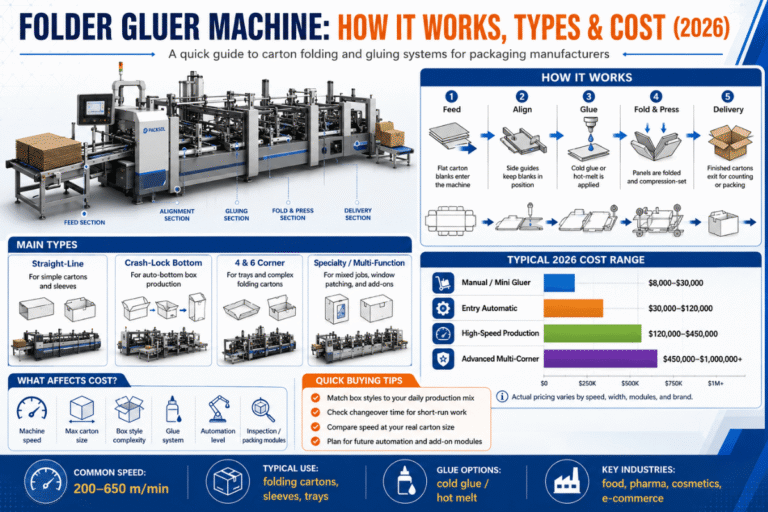
A linha de máquinas de colador de pastas da Cenwan cobre a produção de papelão, papelão ondulado e papelão estéreo, com cobertura de largura de caixa listada de 60 mm a 1650 mm em todas as séries e velocidades máximas listadas de até 400 m/min em modelos selecionados de alta velocidade. Use essas figuras como dados de triagem de alcance e peça uma avaliação da caixa exata.
Para plantas com mudança frequente de emprego, as ferramentas de suporte podem encurtar o trabalho de triagem precoce e proteger a produtividade do colador de pastas durante a seleção do modelo Os compradores podem usar o Cenwan seletor série colador pasta, estimador throughput, e Calculadora ROI antes da RFQ formal.
Solução de problemas de memória dobrável, retorno elástico, distorção e rachaduras
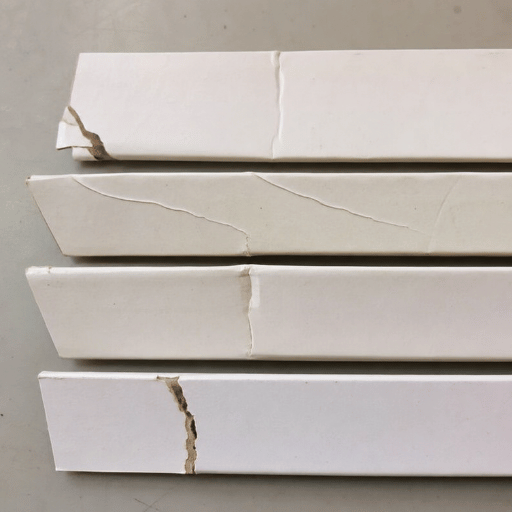
A pesquisa da dobra-caixa trata a qualidade do vinco como mais do que a aparência Vazios bem formados apoiam a dobra reta, limitam o dano da borda, e reduzem a energia armazenada que empurraria o painel para trás após dobrar Devido a essa energia armazenada, um problema da pré-dobragem pode aparecer mais tarde na compressão ou no empilhamento.
Discussões na sala de imprensa sobre rachaduras após vincos apontam para um cuidado útil: tipo de estoque, direção do grão, qualidade da pontuação, caminho de dobra, pressão e velocidade de dobramento podem alterar o resultado. Nem uma configuração de 180° nem de 160° podem resgatar uma pontuação ruim por si só.
| Sintoma | Provável causa | Verifique Primeiro | Caminho Ajuste |
|---|---|---|---|
| Primeiro painel molas abertas | Memória de primeira linha fraca ou baixa compactação | Amostra pré-dobrada de primeira linha antes da cola | Revise o contato de 180°, a pressão da correia e a configuração de compressão |
| Fissuras da terceira linha | Dano de pontuação, problema de grãos ou estresse excessivo de terceira linha | Comparação em branco não impresso e em branco impresso | Teste um ângulo de terceira linha mais suave e uma mudança de pontuação |
| A guia de cola erra o alvo | inclinação em branco ou arrasto de guia lateral | Seção de alimentação e guias laterais | Quadradura de entrada correta antes das alterações pré-dobra |
| Enrugue perto da aba de cola | Pressão do transportador ou caminho da placa de dobra muito apertado | Marcas de pressão sob luz de produção | Reduza a pressão, confirme o caminho da correia, velocidade do reteste |
| Junta aberta após empilhador | Temporização adesiva, compressão ou retorno elástico | Sistema de aplicação de cola e correia de compressão | Sintonize a cola, a compressão e a memória pré-dobrada juntos |
Quando aparecer um defeito, isole o processo Execute espaços em branco sem cola, depois com cola, depois na velocidade alvo Compare os primeiros 10 espaços em branco, os próximos 40 e a saída após o empilhador Essa sequência mostra se o problema começa na entrada do alimentador, pré-dobramento, adesivo, dobramento principal, compressão ou entrega.
A condição das peças também é importante As superfícies da correia da cola da pasta usada, os rolamentos soltos ou as guias danificadas podem transformar uma configuração correta em um resultado de deriva Se a falha se repetir nos estilos da caixa, inspecione pasta coladora peças serviço necessidades e condição da correia antes de alterar todos os ângulos do registro de trabalho.
Decisão de compra: quando especificar a capacidade 180/160 em uma RFQ
Especifique a capacidade 180/160 quando o design da caixa, a placa e o alvo de produção o justificarem Não adicione como um item de linha genérico sem exigência de amostra Os fornecedores precisam saber quais estilos de caixa você executa, quantas trocas acontecem por turno, qual tipo de cola é usado e se a mesma máquina deve lidar com trabalhos de linha reta, fundo de bloqueio, caixa ondulada ou pasta especializada.
| Portão RFQ | Pergunte ao fornecedor | Rota Para |
|---|---|---|
| Caixa reta | A máquina pode pré-dobrar a primeira e a terceira linhas e manter a precisão da aba de cola na velocidade alvo? | Coladora de pastas em linha reta |
| Caixas pequenas | Qual é o tamanho mínimo em branco e como é controlado a inclinação? | Coladora de pasta de caixa pequena |
| Fundo de travamento | Como os ganchos dobráveis inferiores são cronometrados contra a memória de vinco pré-dobrada? | Color de pasta inferior Crash-lock |
| Caixas de canto 4/6 | A memória de trabalho e os braços dobráveis podem repetir a configuração em tiragens curtas? | Coladora de pastas de canto 4/6 |
| Caixa ondulada | Qual flauta, grau da placa e comprimento de compressão são suportados? | Máquina colagem caixa ondulada |
| Produção mista | Quais configurações são salvas por trabalho e com que rapidez as operadoras podem ser redefinidas? | Série da máquina da colagem da pasta |
Cenwan lista sete séries de coladores de pastas para caixas de papelão, papelão ondulado e estéreo, além de linhas integradas de impressão, corte e vinco, dobra, cola e embalagem Essa linha é importante se sua fábrica quiser que um fornecedor discuta a máquina de colagem, automação, alimentador, caminho da correia, seção de compressão e suporte de serviço juntos.
Uma frase RFQ prática é: “Please test our attack blank at the stated board grade and glue type, with 180° first-line pre-fold and 160° third-line sequence if supported, a seguir forneça amostras assinadas, velocidade, pressão da correia, posição do portador, e ajuste de compressão.” Esta redação evita uma especificação em papel sem prova.
O que está mudando na pasta Gluer pré-dobrável para 2026?
Para 2026, o sinal de compra mais forte não é um único novo ângulo A repetibilidade sob execuções mais curtas e mais trocas é o problema A orientação da Associação Técnica Flexográfica observou que comprimentos de execução mais curtos e pressão de SKU tornam o tempo de troca um fator de compra real, especialmente quando PLCs, servo drives, memória de trabalho e ferramentas podem cortar o ajuste do operador.
PostPress também descreve o movimento de hábitos de configuração de manivela de mão para portadores motorizados, computadores industriais e posições mais repetíveis Essa mudança afeta a pré-dobragem porque o ângulo é apenas uma parte da configuração Posição do transportador, pressão da correia, posição do trilho dobrável e registros de trabalho armazenados decidem se o próximo turno pode repetir a caixa aprovada.
Para RFQs 2026, peça comprovação em três áreas:
- Memória de trabalho ou valores de configuração gravados para pedidos repetidos.
- Ajuste servo ou motorizado onde a mudança frequente justifica o custo.
- Treinamento do operador, aprovação de amostras e suporte de peças para o processo completo de dobra e cola.
A automação ajuda quando reduz a variação, não quando esconde a falta da lógica de configuração Os coladores de pastas ainda precisam de um padrão de amostra claro, um alimentador repetível, aplicação estável de cola, dobramento lateral correto e tempo de compressão suficiente para a combinação de adesivo e placa.
Perguntas frequentes
O que é uma máquina de colador de pastas?
Na produção, uma máquina de colador de pastas alimenta um espaço em branco cortado, aplica cola, dobra a caixa, comprime a junta, conta a saída e envia caixas para um empilhador.
Como funciona uma coladora de pasta flexográfica?
As linhas de colador de pastas Flexo combinam impressão, ranhura ou corte, dobragem, colagem e entrega num fluxo de produção Como o cartão canelado é impresso e formado numa linha mais longa, a verificação pré-dobrável deve incluir a direção da flauta, marcas de esmagamento, cobertura de impressão, humidade do quadro, temporização da cola e a forma como o branco se comporta entre a impressão e a compressão.
180° é sempre melhor que 160°?
No A pré-dobragem de 180° de primeira linha pode construir uma memória forte, mas uma terceira linha pode precisar de 160°, 165° ou 135°, dependendo da máquina e do espaço em branco Aceite a configuração somente após a inspeção da amostra na velocidade de produção.
O que causa rachaduras após a pré-dobragem?
O cracking pode vir de pontuação fraca, direção de grão, papel revestido ou quebradiço, cobertura de tinta pesada, excesso de pressão, um caminho de dobra apertado, alta velocidade ou a sequência de pré-dobra errada Teste primeiro os espaços em branco impressos e não impressos Se o branco não impresso dobrar de forma limpa, mas o branco impresso rachar, inspecione o revestimento, a cobertura da tinta, a secagem e a geometria da pontuação antes de culpar o maquinário Se ambos racharem, experimente uma quebra mais suave da terceira linha, um caminho de dobra mais lento ou uma mudança de pontuação.
O que devo enviar antes de pedir um orçamento?
Envie o desenho, tamanho em branco, grau da placa, tipo de cola, velocidade alvo, tipo de caixa e fotos de qualquer problema de dobra.
Artigos e ferramentas relacionados
Referências e fontes
- OSHA 1910.212, Requisitos gerais para todas as máquinas
- Código FEFCO para desenhos de embalagens corrugadas
- Caixão e Nygårds, Creasing e dobramento, BioResources/NCSU PDF
- Associação Técnica Flexográfica, componentes de compra de coladores de pastas
- PostPress, um ponto de vista sobre coladores de pastas: ontem e hoje
- Discussão PrintPlanet, fissuração de sólidos após vincar/dobrar
Fundo do fabricante
Cenwan Machine é um fabricante de máquinas de colador de pastas, equipamentos de colagem de caixa ondulada e linhas de embalagem integradas com sede em Wenzhou, China. Por mais de 10 anos, apoiamos fabricantes de embalagens cartonadas e onduladas em mais de 40 países com seleção de equipamentos, configuração personalizada, suporte de instalação, peças de reposição e serviço pós-venda.
Nosso conteúdo do blog foi escrito para ajudar compradores de embalagens, gerentes de fábrica e equipes de compras a entender a tecnologia de colador de pastas, compatibilidade de estilo de caixa, capacidade de produção, ROI, manutenção e seleção de fornecedores antes de solicitar uma cotação.
- 10+ anos de experiência da engenharia da colagem da pasta
- Base da fábrica em Ruian, Wenzhou, Zhejiang, China
- Máquinas de colador de pastas, coladores de pastas onduladas e linhas de embalagem automáticas
- Referências de fabricação e qualidade CE/ISO 9001
- Diagnóstico remoto, suporte a peças de reposição e resposta técnica 24 horas por dia, 7 dias por semana
- Experiência em equipamentos e serviços em mais de 40 países
Marca
Máquina Cenwan
Empresa
Zhejiang Chengwang Equipamento Embalagem Inteligente
Tipo de negócio
Fabricante de máquinas B2B
Base Fábrica
Ruian, Wenzhou, Zhejiang, China
E-mail
info@cenwanmachine.com
Telefone/WhatsApp
+86 151 5777 8185