Póngase en contacto con Cenwan Machine Company

Mecanismos de preplegado en máquinas encoladoras de carpetas: secuencias de 180° vs 160°
Contenidos
mostrar
Mecanismos de preplegado en máquinas pegadoras de carpetas: 180° frente a 160° Las secuencias importan cuando una pieza en bruto de cartón debe ingresar al plegado principal con suficiente memoria de pliegue, pero sin grietas, sesgos ni deriva de la línea de pegamento.
Esta guía explica qué hace cada ángulo preplegado, cómo las secuencias de 180° y 160° se ajustan a diferentes estilos de cajas y qué pedir al comprar una máquina encoladora de carpetas.
Especificaciones rápidas
Pregúntelo común de primera línea
180° cuando el primer pliegue necesita una fuerte ruptura previa antes del plegado lateral.
180° cuando el primer pliegue necesita una fuerte ruptura previa antes del plegado lateral.
Referencia de secuencia de Cenwan
El trabajo de primera línea de 180° y de tercera línea de 160° se describe en la página de la máquina encoladora de carpetas de Cenwan.
El trabajo de primera línea de 180° y de tercera línea de 160° se describe en la página de la máquina encoladora de carpetas de Cenwan.
Precaución con las especificaciones públicas
La literatura sobre equipos públicos también muestra valores de tercera línea de 135° y 165°, por lo que se deben especificar 160° según la necesidad de la máquina y la caja.
La literatura sobre equipos públicos también muestra valores de tercera línea de 135° y 165°, por lo que se deben especificar 160° según la necesidad de la máquina y la caja.
Mejor prueba de RFQ
Envíe el dibujo en blanco, estilo FEFCO, calidad de tablero, peso de flauta o papel, objetivo de velocidad y tipo de pegamento.
Envíe el dibujo en blanco, estilo FEFCO, calidad de tablero, peso de flauta o papel, objetivo de velocidad y tipo de pegamento.
Qué hace la sección de plegado previo antes del plegado principal

En un encolador de carpetas, una pieza en bruto cortada y arrugada se mueve a través de una sección de alimentación, guías de alineación, dispositivos de preplegado, aplicación de pegamento, plegado principal, compresión, conteo y entrega de apilador. Al principio de ese camino, la sección de preplegado abre líneas de pliegue seleccionadas lo suficiente como para que el proceso de plegado posterior pueda terminar la caja con menor resistencia.
Ese movimiento temprano crea memoria de pliegue. Cuando la memoria de plegado es correcta, la lengüeta en blanco se desplaza directamente, la lengüeta de pegamento se encuentra con su objetivo y la correa de compresión puede sujetar la junta mientras el adhesivo se fija. Cuando está mal, la caja puede saltar hacia atrás, torcerse, arrugarse, agrietarse en la partitura o encontrarse con la rueda de pegamento en el momento equivocado.
La secuencia importa porque diferentes pliegues sirven para diferentes trabajos. Las cajas de cartón de línea recta generalmente necesitan preparar la primera y tercera línea antes de la acción de plegado del lado principal. Las cajas de cartón inferiores con bloqueo de choque añaden movimientos de gancho inferior y más riesgo de sincronización. Las cajas de cartón de 4/6 esquinas añaden más brazos plegables y un mapa de sincronización diferente. Para esos trabajos, el ángulo por sí solo no es suficiente; la máquina debe colocar el ángulo en la secuencia correcta.
Si está comparando pegadoras de carpetas, comience con el tipo de caja y el espacio en blanco. Rendimiento en a encoladora de carpetas de línea recta se juzga de manera diferente a a encolador de carpeta inferior Crash-Lock o un Pegador de carpetas de 4/6 esquinas. El plegado previo correcto ayuda a que la pieza en bruto entre pegamento, plegado lateral, plegado principal y compresión con la menor corrección.
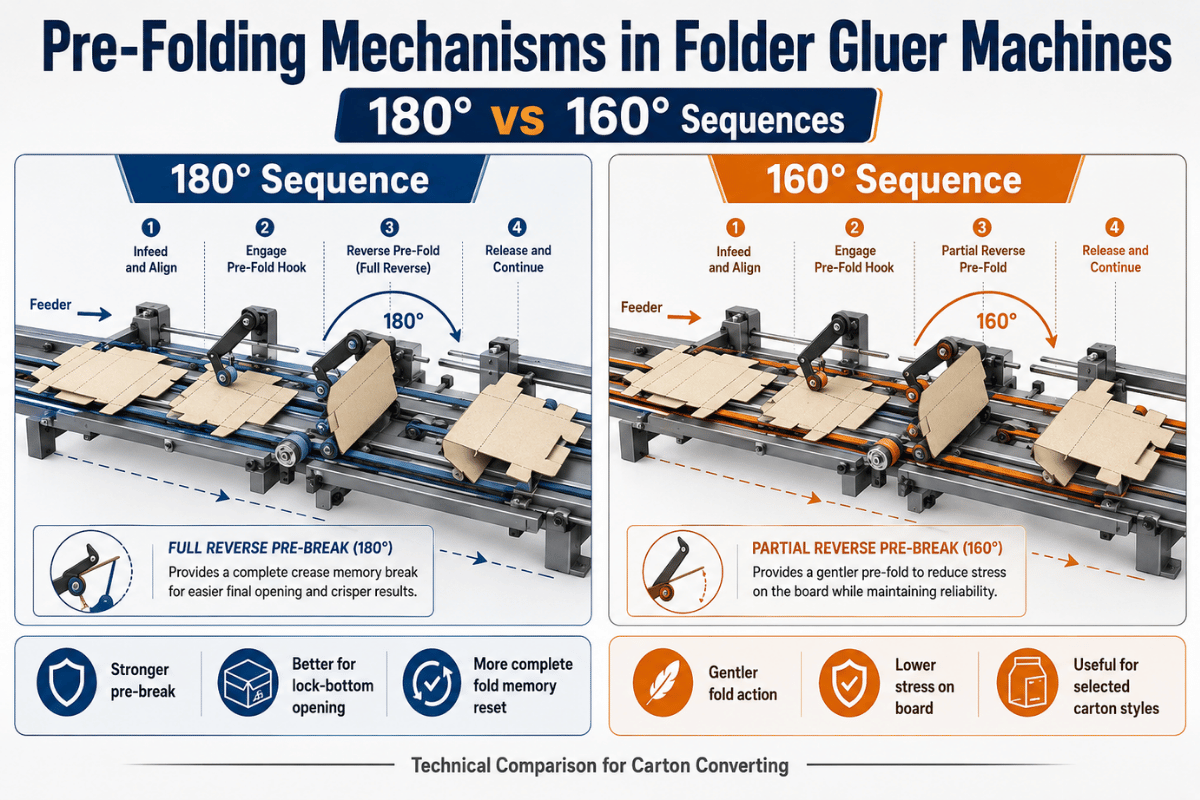
Plegado previo de primera línea de 180 grados: por qué la primera ruptura es agresiva
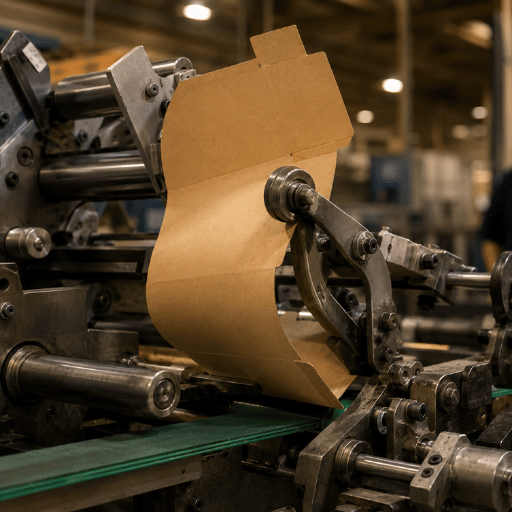
Durante un plegado previo de primera línea de 180 grados, el primer pliegue se acerca a un movimiento inverso completo antes de que la pieza en bruto llegue a la sección de plegado posterior. Ese agresivo pre-rotura puede ayudar a una máquina encoladora de cartón cuando el primer panel debe regresar de manera predecible y alinearse con la solapa de pegamento durante el plegado principal.
Las especificaciones de los equipos públicos suelen mostrar una capacidad de preplegado o prerotura de 180 grados para el primer pliegue. Mecánicamente, la primera línea de plegado a menudo necesita una memoria fuerte porque está involucrada en el cuadrado final de la caja. Si ese pliegue resiste el pliegue posterior, la pieza en bruto puede tirar contra las guías laterales o desplazar la línea de pegamento.
Ventajas
- Construye una memoria de pliegue más fuerte en el primer pliegue.
- Puede reducir la resistencia durante el plegado principal.
- Ayuda a que la solapa de pegamento vuelva a una trayectoria repetible.
- Útil para trabajos de mayor velocidad cuando la configuración es estable.
Limitaciones
- Puede recubrirse por tensión o quebradizas si el arrugas es débil.
- Puede ocultar errores en el alimentador o en la guía lateral hasta la compresión.
- Necesita una presión cuidadosa sobre la correa y el soporte en una placa de cartón delgada.
- No corrige mal troquelado, rayado o sincronización adhesiva.
Durante la configuración, la primera pregunta no es “¿puede la máquina alcanzar los 180 grados?” Es “¿la pieza en bruto sale del cuadrado preplegable, lo suficientemente plana como para pegarla y repetible a la velocidad planificada?” En a encoladora de carpetas de alta velocidad, los pequeños errores de primera línea se repiten rápidamente. La aprobación de la muestra debería realizarse antes de la producción completa.
Secuencia de tercera línea de 160 grados: por qué una ruptura más suave puede ser más segura
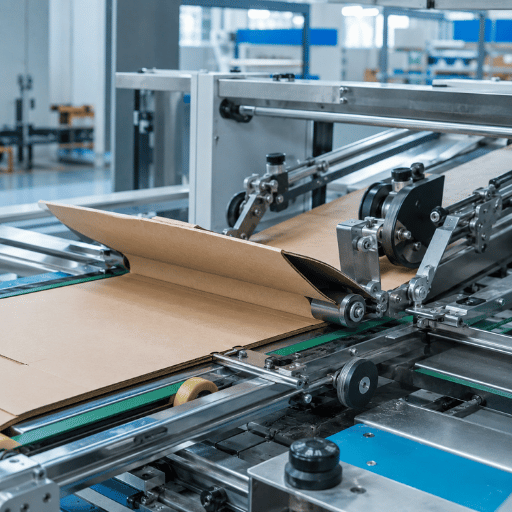
El plegado previo de la tercera línea a menudo necesita una configuración diferente a la de la primera línea porque admite un movimiento diferente. En algunos diseños de máquinas encoladoras de carpetas, un ángulo de tercera línea cercano a los 160 grados puede darle al pliegue suficiente memoria sin forzar el tablero con tanta fuerza como un movimiento completo de 180 grados.
La evidencia de la página de producto proporcionada por Cenwan describe el trabajo de primera línea de 180 grados y de tercera línea de 160 grados para su disposición de cuchillos preplegados de máquina encoladora de carpetas. Esa es una prueba útil para el comprador de la capacidad de Cenwan, pero no debe leerse como un estándar universal para todas las máquinas encoladoras de carpetas del mercado.
En toda la literatura sobre equipos públicos, los valores de predoblado de tercera línea varían. Algunas páginas de maquinaria citan 135 grados, otras citan 165 grados y otras describen los descansos previos de la primera y tercera puntuación de 180 grados. En la práctica, la tercera línea es una decisión de secuencia que debe coincidir con la forma en blanco, el comportamiento del cartón y el estilo de caja requerido.
Una rotura más suave de la tercera línea puede ser más segura cuando el tablero está recubierto, laminado, impreso digitalmente, muy entintado o ya muestra sensibilidad a la puntuación. Esta configuración también puede ayudar cuando la caja necesita un acabado de plegado principal limpio sin arrastrar el tercer pliegue antes de tiempo. Para encoladora de cajas pequeñas trabajos, la ventana de tolerancia puede ser estrecha porque los paneles cortos revelan un pequeño sesgo rápidamente.
Los soportes motorizados modernos y la memoria de trabajo pueden hacer que la configuración sea más repetible, pero el criterio del operador aún importa cuando cambia el estilo, el stock o el comportamiento del pliegue de la caja.
La matriz preplegable de 4 ángulos: 180, 160, 165 y 135 grados

Utilice la matriz preplegable de 4 ángulos para comparar configuraciones de ángulos sin tratar un valor como mágico. Separa la memoria de primera línea, el control de tercera línea, el estrés de la placa y la prueba del comprador antes de una prueba de máquina o una solicitud de cotización.
| Angular / Tip secuență | Rol típico | Mejor ajuste | Riesgo de mirar | Prueba antes de la compra |
|---|---|---|---|---|
| Primera línea de 180° | Fuerte memoria de pliegue antes del plegado lateral | Cajas de cartón rectas, tablero estable, trabajos repetidos | Grietas si se equivoca en la puntuación o en el grano | 20 espacios en blanco revisados después del alimentador, el pegamento y la compresión |
| 160° tercera línea | Apertura controlada del tercer pliegue | Empleos que necesitan estrés de tercera línea menos agresivo | Doble por debajo si el tablero tiene un fuerte resorte | Muestra firmada a velocidad objetivo y ajuste de pegamento |
| 165° tercera línea | Memoria de tercera línea casi completa | El tablero que necesita más descanso que 160° da | Giro del panel si la presión del portador es desigual | Mida la posición de la pestaña de pegamento después del plegado principal |
| 135° tercera línea | Pre-rotura moderada del tercer pliegue | Material sensible, trabajo de cartón plegable seleccionado | Memoria insuficiente a una velocidad de funcionamiento más rápida | Control de retroceso después del mantenimiento de la compresión |
| 180° primero + 160° tercero | Primera ruptura fuerte con una tercera ruptura más suave | Discusiones sobre especificaciones al estilo Cenwan | El comprador asume que se adapta a todas las cajas | Pruebe con el blanco y el pegamento reales del comprador |
| 180° primero + 165° tercero | Fuerte memoria en ambas rutas principales del pliegue | Empleos donde el tercer pliegue se resiste a cerrarse | Blanqueamiento de puntajes o levantamiento de paneles | Verifique la esfera de puntuación visible bajo luz de producción |
| 180° primero + 135° tercero | Fuerte primer descanso con cauteloso tercer descanso | Tablero en riesgo de agrietarse o con una cobertura de tinta intensa | Más carga de plegado principal más adelante en la máquina | Compare muestras antes y después de la compresión |
| No hay predoblado de tercera línea | El plegado principal conlleva más trabajo | Blanks simples y pruebas de configuración lenta | Sesgar o hacer springback después del pegamento | Ejecute una prueba en blanco una al lado de la otra |
| Secuencia ajustable | Ajuste de ángulo, portador, correa y guía por trabajo | Estilos de cajas mixtas y cambios frecuentes | Variación de configuración no registrada entre turnos | Guarde configuraciones, ejemplos de fotos y notas del operador |
En la producción mixta, la mejor máquina suele ser la que hace que la configuración sea repetible. Si la planta ejecuta trabajos de cartón, caja corrugada y carpetas especiales, compare el rango de ángulos, el ajuste del soporte, la trayectoria de la correa, la precisión del alimentador, el sistema de aplicación de pegamento, la longitud de compresión y la entrega del apilador juntos.
Verificaciones de configuración que deciden si la secuencia funciona
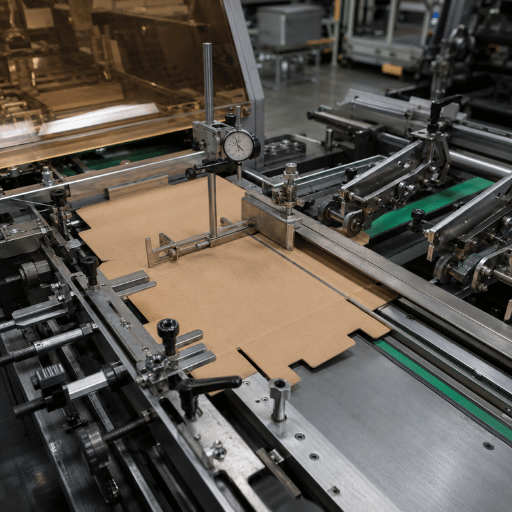
Antes de cualquier prueba de configuración, la protección de la máquina debe tener en cuenta el punto de operación, los puntos de contacto entrantes, las piezas giratorias y otros riesgos de contacto. Las cuchillas, correas, soportes y secciones de compresión preplegables son herramientas de producción, no áreas de ajuste manual mientras la maquinaria está en movimiento.
Para trabajos corrugados, solicite al comprador que nombre el estilo FEFCO o proporcione un dibujo. El lenguaje de código FEFCO brinda a ambas partes una referencia compartida para diseños comunes de envases corrugados, pero la prueba de la máquina aún necesita el espacio en blanco real porque el grado del tablero, la flauta, la cobertura de impresión y la calidad del pliegue cambian el resultado.
Lista de verificación de configuración
- Confirme el ancho de la pieza en bruto, la longitud de la caja, el peso del papel o la flauta de cartón corrugado, la dirección de la veta y el tipo de caja.
- Verifique la sección de alimentación para ver si hay entrada cuadrada antes de tocar la configuración del ángulo de plegado previo.
- Coloque las guías laterales de modo que queden en blanco sin pellizcar la superficie impresa.
- Configure el plegado previo de primera línea de 180° y registre la posición del portador.
- Establezca la secuencia de tercera línea de 160° solo si la máquina y la prueba en blanco admiten ese valor.
- Ejecute de 20 a 50 espacios en blanco antes del pegamento y luego repita con el pegamento aplicado.
- Inspeccione la cara de la ranura, la posición de la pestaña de pegamento, la precisión del plegado lateral, las marcas de compresión y la salida del apilador.
- Guarde la muestra, la velocidad, la presión de la correa, el adhesivo, las condiciones de la habitación y las notas del operador.
Nota de ingeniería: registre la prueba previa a la plegado en unidades
Mantenga las reglas de protección separadas de la configuración de calidad: los operadores no deben introducir cuchillos, soportes, correas, puntas de presión ni secciones de compresión mientras la maquinaria está en movimiento. En trabajos corrugados, combine el estilo o dibujo FEFCO con un registro de configuración basado en unidades para que el siguiente turno pueda repetir la misma ruta en blanco.
| Tipo de registro de configuración | Registro en la hoja de prueba | Por qué es importante |
|---|---|---|
| Pantalla de ancho en blanco | Rango de 60 mm a 1650 mm en la serie Cenwan listada | Confirma que la caja se adapta a la familia de máquinas encoladoras de carpetas planificada. |
| Pantalla de velocidad publicada | 150 m/min, 180 m/min, 200 m/min o 400 m/min por serie | Separa la selección del catálogo de la velocidad de prueba segura real. |
| Rampa de velocidad de prueba | Puntos de control de 50 m/min, 100 m/min, 150 m/min y luego 200 m/min cuando la política de la planta lo permita | Muestra si el springback o el skew aparecen solo después de que aumenta la velocidad. |
| Movimiento guía | Incrementos de cambio de 0,5 mm, con las posiciones de guía izquierda y derecha escritas por separado | Evita que una corrección de ángulo enmascare el alimentador o la deriva de la guía lateral. |
| Medición sesgada | Incline el sesgo de entrada al mm más cercano y salga del sesgo al mm más cercano | Indica si el fallo comienza antes del plegado previo o después del plegado principal. |
| Desplazamiento de la pestaña de pegamento | Offset registrado en unidades de 1 mm después del pegamento y después de la compresión | Conecta la memoria preplegada a la alineación de la articulación real. |
| Inspección de la cara de puntuación | Control 100% de las primeras 10 cajas bajo luz de producción | Capta blanqueamiento, grietas o daños en la impresión antes de que la ejecución escale. |
| Recorrido de la correa de compresión | Compare los defectos visibles después de 1 m, 3 m y 5 m de recorrido de la correa, si está disponible | Separa los problemas de memoria preplegados de los problemas de presión o ajuste adhesivo. |
| Posición de la rueda de pegamento | Registre los pasos de ajuste de 0,5 mm junto con el tipo de adhesivo y la nota de viscosidad | Evita que los cambios de sincronización del pegamento se confundan con cambios de ángulo. |
| Banda de tolerancia definida por la planta | Utilice bandas de control de calidad de la planta, como relojes de 0,5 mm, revisiones de 1 mm y paradas de 2 mm, solo cuando lo apruebe el comprador | Mantiene visibles las reglas locales de aprobación/rechazo en lugar de ocultarlas dentro de la memoria del operador. |
| Escala de evidencia fotográfica | Coloque una escala de 10 mm, 20 mm y 50 mm al lado de la muestra del primer pliegue, tercer pliegue y lengüeta de pegamento | Permite al comprador comparar el escenario de línea base de 0 mm, deriva de 1 mm, deriva de 2 mm y deriva de 3 mm sin adivinar las fotos. |
¿qué estándares pertenecen al archivo de configuración?
Los estándares no eligen el ángulo de 180° o 160° para usted. Le dan al archivo del proyecto un vocabulario más seguro para protección, revisión de riesgos, controles y registros repetibles. Usar OSHA 1910.212 para el contexto del punto de operación y de protección de máquinas, ISO 12100 para lenguaje de evaluación de riesgos, ISO 14120 cuando se discute la selección de guardia, ISO 13849-1 cuando los controles relacionados con la seguridad formen parte de la cotización, y Guía de seguridad de máquinas CDC/NIOSH cuando las notas de entrenamiento necesitan soporte en lenguaje sencillo.
Ese archivo de estándares debe ubicarse al lado de la muestra de la caja, no reemplazarla. Un comprador todavía necesita espacios en blanco firmados, notas de velocidad y la medición de la pestaña adhesiva. Las referencias de estándares simplemente evitan que el escenario de configuración se convierta en la memoria de un operador.
| Tipo de escenario | Cue estándar o de código | Qué grabar antes de la compra |
|---|---|---|
| Escenario de configuración de guardia abierta | Revisión del protector del punto de operación de OSHA más redacción de riesgos ISO 12100 | ¿Quién puede ajustar los cuchillos, cuando se aísla la energía y qué guardias permanecen cerrados durante el juicio. |
| Escenario de cinturón de punto de corte | Lenguaje de protección de máquinas OSHA y notas de capacitación en seguridad de máquinas NIOSH | Ruta de la correa, ubicación del punto de pellizco y condición exacta de parada si un espacio en blanco se atasca. |
| Escenario de protección fija o móvil | Lenguaje de diseño y selección de guardias ISO 14120 | Qué portador, cuchillo o área de compresión cubre el protector y cómo se maneja el acceso al servicio. |
| Escenario de control de seguridad | Lenguaje del sistema de control relacionado con la seguridad ISO 13849-1 | Comportamiento de parada de emergencia, enclavamiento, reinicio y reinicio solicitado en la cotización. |
| Escenario de calidad de pedidos repetidos | Lenguaje de mantenimiento de registros ISO más notas de muestra aprobadas por el comprador | Número de memoria de trabajo, posición del operador, resultado de primera línea de 180° y resultado de tercera línea de 160°. |
| Escenario de formación | Guía de seguridad de máquinas en lenguaje sencillo de NIOSH y vocabulario de guardia de OSHA | Qué pasos de configuración puede realizar un nuevo operador solo y cuáles requieren la aprobación del supervisor. |
| Escenario de auditoría de proveedores | Referencias ISO 12100, ISO 14120 e ISO 13849-1 en el expediente técnico | Si el proveedor puede explicar las opciones de protección, riesgo y control en el mismo archivo que la prueba de la caja. |
| Escenario de rendimiento | Lenguaje de registro de calidad ISO vinculado a las notas de resultados de producción | Velocidad objetivo, rendimiento real, cajas rechazadas, tasa de retrabajo y línea base de muestra final. |
Utilice esta tabla como apéndice de RFQ cuando un proyecto tenga más de un turno, más de un operador o un pedido repetido que debe coincidir con la línea de base aprobada. El registro de escenario debe mostrar la primera caja aceptada, la primera caja rechazada si aparece, el objetivo de rendimiento, la tasa de retrabajo y el resultado final de producción. Ese archivo proporciona al comprador y al proveedor un registro compartido cuando el mismo espacio en blanco regresa semanas después con una carga de tinta, un lote de tablero o una condición adhesiva diferente.
La línea de máquinas encoladoras de carpetas de Cenwan cubre la producción de cartón, cartón corrugado y cartón estéreo, con una cobertura de ancho de caja enumerada de 60 mm a 1650 mm en todas las series y velocidades máximas enumeradas de hasta 400 m/min en modelos seleccionados de alta velocidad. Utilice esas cifras como datos de selección de rango y luego solicite una prueba en la caja exacta.
Para plantas con cambios de trabajo frecuentes, las herramientas de soporte pueden acortar el trabajo de detección temprana y proteger la productividad de las plegadoras y encoladoras durante la selección del modelo. Los compradores pueden utilizar Cenwan's selector de serie carpeta pegadora, estimador de rendimiento, y Calculadora de retorno de la inversión antes de la RFQ formal.
Solución de problemas de memoria plegable, Springback, Skew y Cracks
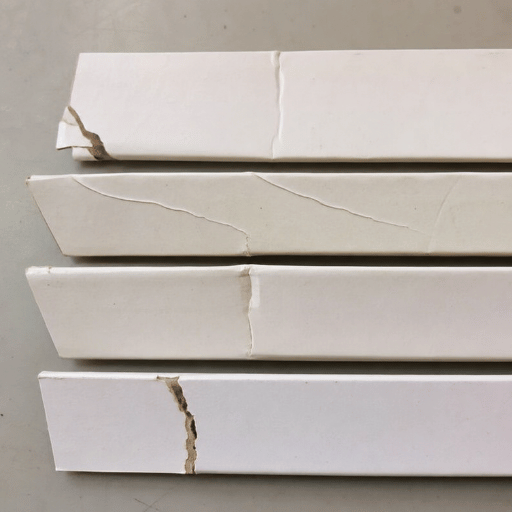
La investigación de cartones plegables trata la calidad del pliegue como algo más que la apariencia. Los pliegues bien formados soportan el plegado recto, limitan el daño de los bordes y reducen la energía almacenada que empujaría el panel hacia atrás después del plegado. Debido a esa energía almacenada, puede aparecer un problema de plegado previo más adelante en la compresión o el apilamiento.
Las discusiones en la sala de prensa sobre el agrietamiento después del pliegue apuntan a una precaución útil: el tipo de stock, la dirección del grano, la calidad de la puntuación, la trayectoria de plegado, la presión y la velocidad de plegado pueden cambiar el resultado. Ni una configuración de 180° ni de 160° pueden rescatar por sí solas una puntuación deficiente.
| Síntoma | Causa probable | Verifique primero | Ruta de ajuste |
|---|---|---|---|
| Primer panel se abre con resortes | Memoria de primera línea débil o permanencia de baja compresión | Muestra predoblada de primera línea antes del pegamento | Revise el contacto de 180°, la presión de la correa y el ajuste de compresión |
| Grietas de tercera línea | Daño en la puntuación, problema de grano o exceso de tensión en la tercera línea | Comparación en blanco sin imprimir y en blanco impreso | Pruebe un ángulo de tercera línea más suave y un cambio de puntuación |
| La pestaña de pegamento no alcanza el objetivo | Deslizamiento en blanco o arrastre de guía lateral | Sección de alimentación y guías laterales | Corrija la cuadratura de entrada antes de realizar cambios previos |
| Arrugar cerca de la solapa de pegamento | Presión del portador o trayectoria de la placa de plegado demasiado apretada | Marcas de presión bajo luz de producción | Reduzca la presión, confirme la trayectoria de la correa, vuelva a probar la velocidad |
| Junta abierta después del apilador | Sincronización, compresión o recuperación elástica adhesiva | Sistema de aplicación de pegamento y correa de compresión | Sintonice el pegamento, la compresión y la memoria preplegada |
Cuando aparezca un defecto, aísle el proceso. Ejecute espacios en blanco sin pegamento, luego con pegamento y luego a la velocidad objetivo. Compare los primeros 10 espacios en blanco, los siguientes 40 y la salida después del apilador. Esa secuencia muestra si el problema comienza con la entrada del alimentador, el preplegado, el adhesivo, el plegado principal, la compresión o la entrega.
El estado de las piezas también importa. Las superficies desgastadas de la correa del encolador, los cojinetes sueltos o las guías dañadas pueden convertir una configuración correcta en un resultado de deriva. Si la falla se repite en todos los estilos de caja, inspeccione servicio de piezas de encoladora de carpetas necesidades y estado del cinturón antes de cambiar cada ángulo del registro de trabajo.
Decisión de compra: cuándo especificar la capacidad 180/160 en una solicitud de cotización
Especifique la capacidad 180/160 cuando el diseño, la placa y el objetivo de producción de la caja lo justifiquen. No lo agregue como una línea genérica sin necesidad de muestra. Los proveedores necesitan saber qué estilos de caja ejecuta, cuántos cambios ocurren por turno, qué tipo de pegamento se usa y si la misma máquina debe manejar trabajos de línea recta, fondo de bloqueo, caja corrugada o carpeta especial.
| Puerta de RFQ | Pregunte al proveedor | Ruta a |
|---|---|---|
| Caja de cartón lineal | ¿puede la máquina doblar previamente la primera y tercera línea y mantener la precisión de la lengüeta de pegamento a la velocidad objetivo? | Pegador de carpetas de línea recta |
| Cajas pequeñas | ¿cuál es el tamaño mínimo de blanco y cómo se controla el sesgo? | Pegador de carpetas de caja pequeña |
| Fondo de bloqueo | ¿cómo se sincronizan los ganchos plegables inferiores con la memoria de pliegue preplegada? | Pegador de carpeta inferior Crash-lock |
| Cajas de 4/6 esquinas | ¿pueden la memoria de trabajo y los brazos plegables repetir la configuración en tiradas cortas? | Pegador de carpetas de 4/6 esquinas |
| Caja corrugada | ¿qué longitud de flauta, tabla y compresión se admiten? | Máquina encoladora de cajas de cartón corrugado |
| Producción mixta | ¿qué configuraciones se guardan mediante el trabajo y qué tan rápido se pueden restablecer los operadores? | Serie de máquinas encoladoras de carpetas |
Cenwan enumera siete series de plegadoras encoladoras para cajas de cartón, corrugadas y estéreo, además de líneas integradas de impresión, troquelado, plegado, pegamento y empaque. Esa gama es importante si su planta quiere que un proveedor analice la máquina encoladora, la automatización, el alimentador, la trayectoria de la correa, la sección de compresión y el soporte de servicio juntos.
Una oración práctica de RFQ es: “Pruebe nuestro espacio en blanco adjunto al grado de tablero y tipo de pegamento indicados, con una secuencia de primera línea preplegada de 180° y una secuencia de tercera línea de 160° si es compatible, luego proporcione muestras firmadas, velocidad, presión de la correa, posición del portador y ajuste de compresión.” Esta redacción evita una especificación en papel sin pruebas.
¿qué es el cambio en el preplegado de la plegadora de carpetas para 2026?
Para 2026, la señal de compra más fuerte no es un ángulo nuevo. La repetibilidad en ejecuciones más cortas y más cambios es el problema. La guía de la Asociación Técnica Flexográfica ha señalado que las longitudes de ejecución más cortas y la presión de SKU hacen que el tiempo de cambio sea un factor de compra real, especialmente cuando los PLC, los servoaccionamientos, la memoria de trabajo y las herramientas pueden reducir el ajuste del operador.
PostPress también describe el paso de los hábitos de configuración de manivela a soportes motorizados, computadoras industriales y posiciones más repetibles. Ese cambio afecta el plegado previo porque el ángulo es solo una parte de la configuración. La posición del transportador, la presión de la correa, la posición del riel plegable y los registros de trabajo almacenados deciden si el siguiente turno puede repetir la caja aprobada.
Para las RFQ de 2026, solicite pruebas en tres áreas:
- Memoria de trabajo o valores de configuración registrados para pedidos repetidos.
- Ajuste servo o motorizado donde el cambio frecuente justifica el costo.
- Capacitación del operador, aprobación de muestras y soporte de piezas para el proceso completo de plegado y pegado.
La automatización ayuda cuando reduce la variación, no cuando oculta la lógica de configuración faltante. Los pegadores de carpetas aún necesitan un estándar de muestra claro, un alimentador repetible, una aplicación de pegamento estable, un plegado lateral correcto y suficiente tiempo de compresión para la combinación de adhesivo y tablero.
Preguntas frecuentes
¿qué es una máquina encoladora de carpetas?
En producción, una máquina encoladora de carpetas alimenta un corte en bruto, aplica pegamento, pliega la caja, comprime la junta, cuenta la salida y envía cajas a un apilador.
¿cómo funciona una plegadora encoladora flexográfica?
Las líneas de pegadoras de carpetas Flexo combinan impresión, ranurado o corte, plegado, pegado y entrega en un solo flujo de producción. Debido a que el tablero corrugado se imprime y forma en una línea más larga, la verificación previa al plegado debe incluir la dirección de la flauta, las marcas de aplastamiento, la cobertura de impresión, la humedad del tablero, la sincronización del pegamento y la forma en que se comporta la pieza en bruto entre impresión y compresión.
¿180° es siempre mejor que 160°?
No. El plegado previo de 180° de primera línea puede generar una memoria potente, pero una tercera línea puede necesitar 160°, 165° o 135° dependiendo de la máquina y del espacio en blanco. Acepte la configuración solo después de la inspección de la muestra a velocidad de producción.
¿qué causa el agrietamiento después del plegado previo?
El agrietamiento puede deberse a una puntuación débil, dirección de la fibra, papel recubierto o quebradizo, una gran cobertura de tinta, exceso de presión, una trayectoria de plegado ajustada, alta velocidad o una secuencia previa al plegado incorrecta. Pruebe primero los espacios en blanco impresos y no impresos. Si el espacio en blanco no impreso se pliega limpiamente pero el espacio en blanco impreso se agrieta, inspeccione el recubrimiento, la cobertura de tinta, el secado y la geometría de la puntuación antes de culpar a la maquinaria. Si ambos se agrietan, pruebe una rotura más suave en la tercera línea, un recorrido de plegado más lento o un cambio de puntuación.
¿Qué debo enviar antes de pedir una cotización?
Envíe el dibujo, el tamaño en blanco, la calidad del tablero, el tipo de pegamento, la velocidad objetivo, el tipo de caja y fotografías de cualquier problema de plegado.
Artículos y herramientas relacionados
Referencias y fuentes
- OSHA 1910.212, Requisitos generales para todas las máquinas
- Código FEFCO para diseños de envases corrugados
- Coffin y Nygårds, Arrugas y plegamientos, BioResources / NCSU PDF
- Asociación Técnica Flexográfica, componentes de compra de plegadoras pegadoras
- PostPress, un punto de vista sobre los pegadores de carpetas: ayer y hoy
- Discusión sobre PrintPlanet, sólidos que se agrietan después de arrugarse/plegarse
Antecedentes del fabricante
Cenwan Machine es un fabricante con sede en Wenzhou, China, de máquinas plegadoras encoladoras, equipos de encolado de cajas de cartón corrugado y líneas de embalaje integradas. Durante más de 10 años, hemos apoyado a fabricantes de cartón y envases de cartón corrugado en más de 40 países con selección de equipos, configuración personalizada, soporte de instalación, repuestos y servicio posventa.
El contenido de nuestro blog está escrito para ayudar a los compradores de envases, gerentes de planta y equipos de adquisiciones a comprender la tecnología de pegadoras de carpetas, la compatibilidad con el estilo de las cajas, la capacidad de producción, el retorno de la inversión, el mantenimiento y la selección de proveedores antes de solicitar una cotización.
- Más de 10 años de experiencia en ingeniería de encoladoras de carpetas
- Base de fábrica en Ruian, Wenzhou, Zhejiang, China
- Máquinas encoladoras de carpetas, encoladoras de carpetas corrugadas y líneas de envasado automáticas
- CE / ISO 9001 referencias de fabricación y calidad
- Diagnóstico remoto, soporte de repuestos y respuesta técnica 24 horas al día, 7 días a la semana
- Experiencia en equipos y servicios en más de 40 países
Marca
Máquina Cenwan
Empresa
Equipo de embalaje inteligente Zhejiang Chengwang
Tipo de negocio
Fabricante de maquinaria B2B
Base de fábrica
Ruian, Wenzhou, Zhejiang, China
Correo electrónico
info@cenwanmachine.com
Teléfono / WhatsApp
+86 151 5777 8185