Get in touch with Cenwan Machine Company

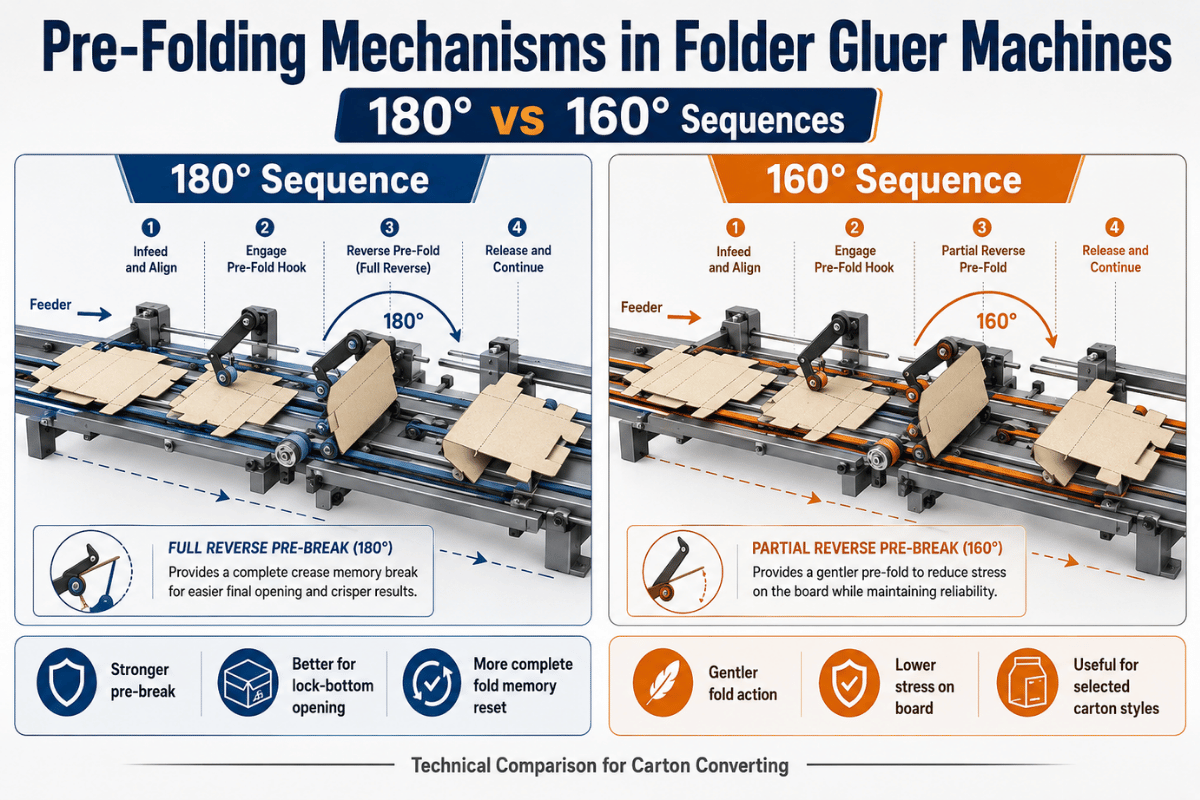
Pre-Folding Mechanisms in Folder Gluer Machines: 180° vs 160° Sequences
Contents
show
Pre-Folding Mechanisms in Folder Gluer Machines: 180° vs 160° Sequences matter when a carton blank must enter main folding with enough crease memory, but without cracks, skew, or glue-line drift.
This guide explains what each pre-fold angle does, how 180° and 160° sequences fit different box styles, and what to ask for when buying a folder gluer machine.
Quick Specs
Common first-line pre-fold
180° when the first crease needs a strong pre-break before side folding.
180° when the first crease needs a strong pre-break before side folding.
Cenwan sequence reference
180° first-line and 160° third-line work is described on Cenwan’s folder gluer machine page.
180° first-line and 160° third-line work is described on Cenwan’s folder gluer machine page.
Public spec caution
Public equipment literature also shows 135° and 165° third-line values, so 160° should be specified by machine and carton need.
Public equipment literature also shows 135° and 165° third-line values, so 160° should be specified by machine and carton need.
Best RFQ proof
Send the blank drawing, FEFCO style, board grade, flute or paper weight, speed target, and glue type.
Send the blank drawing, FEFCO style, board grade, flute or paper weight, speed target, and glue type.
What The Pre-Folding Section Does Before Main Folding

In a folder gluer, a cut and creased blank moves through a feed section, alignment guides, pre-folding devices, glue application, main folding, compression, counting, and stacker delivery. Early in that path, the pre-folding section opens selected crease lines enough that the later folding process can finish the box with lower resistance.
That early movement creates fold memory. When fold memory is right, the blank tracks squarely, the glue tab meets its target, and the compression belt can hold the joint while the adhesive sets. When it is wrong, the carton can spring back, skew, wrinkle, crack on the score, or meet the glue wheel at the wrong time.
Sequence matters because different creases serve different jobs. Straight-line cartons usually need the first and third lines prepared before the main side folding action. Crash-lock bottom cartons add bottom hook movements and more timing risk. 4/6-corner cartons add more folding arms and a different timing map. For those jobs, angle alone is not enough; the machine must place the angle in the correct sequence.
If you are comparing folder gluers, start with the box type and the blank. Performance on a straight-line folder gluer is judged differently from a crash-lock bottom folder gluer or a 4/6-corner folder gluer. Correct pre-folding helps the blank enter glue, side folding, main folding, and compression with the least correction.
180 Degree First-Line Pre-Fold: Why The First Break Is Aggressive
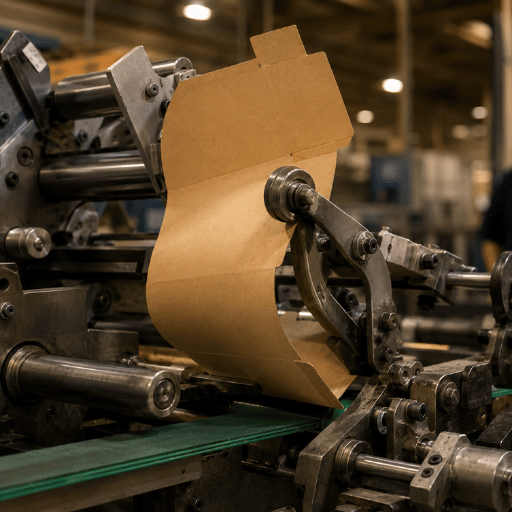
During a 180 degree first-line pre-fold, the first crease moves close to a full reverse movement before the blank reaches the later folding section. That aggressive pre-break can help a carton folder gluer machine when the first panel must return predictably and align with the glue flap during main folding.
Public equipment specifications commonly show 180 degree pre-fold or pre-break capability for the first crease. Mechanically, the first fold line often needs a strong memory because it is involved in the final square of the carton. If that crease resists the later fold, the blank can pull against side guides or shift the glue line.
Advantages
- Builds stronger fold memory on the first crease.
- Can reduce resistance during main folding.
- Helps the glue flap return to a repeatable path.
- Useful for higher-speed jobs when setup is stable.
Limitations
- Can stress coated or brittle scores if creasing is weak.
- May hide feeder or side guide errors until compression.
- Needs careful belt and carrier pressure on thin carton board.
- Does not fix poor die-cutting, scoring, or adhesive timing.
During setup, the first question is not “can the machine reach 180 degrees?” It is “does the blank come out of pre-folding square, flat enough for glue, and repeatable at the planned speed?” On a high-speed folder gluer, small first-line errors repeat fast. Sample approval should happen before the full production run.
160 Degree Third-Line Sequence: Why A Softer Break Can Be Safer
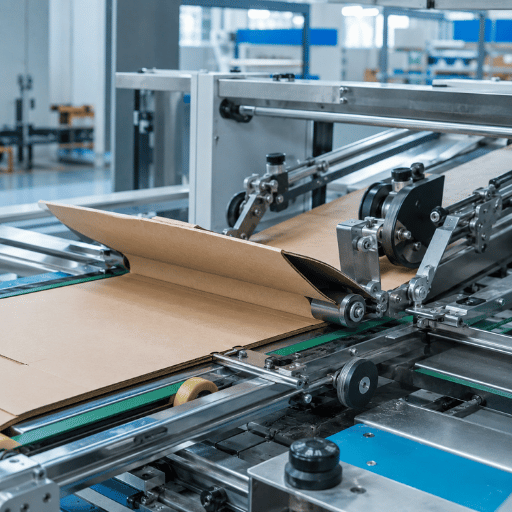
Third-line pre-folding often needs a different setting from the first line because it supports a different movement. In some folder gluer machine layouts, a third-line angle near 160 degrees can give the crease enough memory without forcing the board as hard as a full 180 degree movement.
Cenwan’s provided product-page evidence describes 180 degree first-line and 160 degree third-line work for its folder gluer machine pre-fold knife arrangement. That is useful buyer evidence for Cenwan capability, but it should not be read as a universal standard for every folder gluer machine on the market.
Across public equipment literature, third-line pre-fold values vary. Some machinery pages cite 135 degrees, some cite 165 degrees, and some describe 180 degree first and third score pre-breaks. Practically, the third line is a sequence decision that should match the blank shape, paperboard behavior, and required carton style.
Softer third-line breaking can be safer when the board is coated, laminated, digitally printed, heavily inked, or already showing score sensitivity. This setting can also help when the carton needs a clean main folding finish without dragging the third crease early. For small box folder gluer jobs, the tolerance window can be narrow because short panels reveal small skew quickly.
Modern motorized carriers and job memory can make setup more repeatable, but operator judgment still matters when carton style, stock, or crease behavior changes.
The 4-Angle Pre-Fold Matrix: 180, 160, 165, And 135 Degrees

Use the 4-Angle Pre-Fold Matrix to compare angle settings without treating one value as magic. It separates first-line memory, third-line control, board stress, and buyer proof before a machine trial or RFQ.
| Angle / Sequence Type | Typical Role | Best Fit | Risk To Watch | Proof Before Buyoff |
|---|---|---|---|---|
| 180° first line | Strong crease memory before side folding | Straight-line cartons, stable board, repeat jobs | Cracks if scoring or grain is wrong | 20 blanks checked after feeder, glue, and compression |
| 160° third line | Controlled third crease opening | Jobs needing less aggressive third-line stress | Under-fold if board has strong springback | Signed sample at target speed and glue setting |
| 165° third line | Near-full third-line memory | Board that needs more break than 160° gives | Panel twist if carrier pressure is uneven | Measure glue tab position after main folding |
| 135° third line | Moderate third crease pre-break | Sensitive stock, selected folding carton work | Insufficient memory at faster running speed | Springback check after compression dwell |
| 180° first + 160° third | Strong first break with softer third break | Cenwan-style specification discussions | Buyer assumes it fits every carton | Trial with buyer’s actual blank and glue |
| 180° first + 165° third | Strong memory on both main crease paths | Jobs where third crease resists closing | Score whitening or panel lift | Check visible score face under production light |
| 180° first + 135° third | Strong first break with cautious third break | Board at risk of cracking or heavy ink coverage | More main folding load later in the machine | Compare samples before and after compression |
| No third-line pre-fold | Main folding carries more work | Simple blanks and slow setup trials | Skew or springback after glue | Run a side-by-side blank test |
| Adjustable sequence | Angle, carrier, belt, and guide tuning by job | Mixed box styles and frequent changeover | Unrecorded setup variation between shifts | Save settings, sample photos, and operator notes |
In mixed production, the best machine is often the one that makes setup repeatable. If the plant runs carton, corrugated box, and specialty folder jobs, compare the angle range, carrier adjustment, belt path, feeder accuracy, glue application system, compression length, and stacker delivery together.
Setup Checks That Decide Whether The Sequence Works
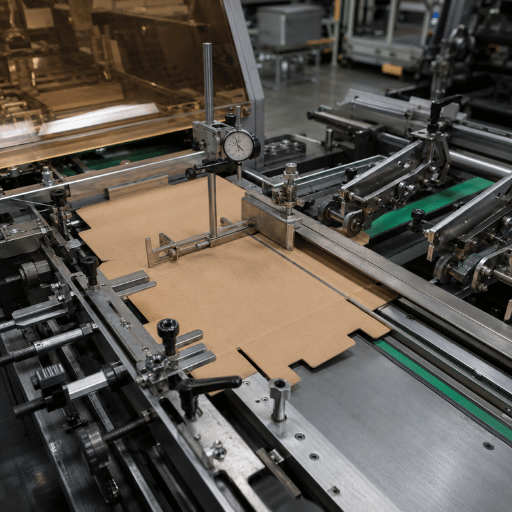
Before any setup trial, machine guarding needs to account for the point of operation, ingoing nip points, rotating parts, and other contact hazards. Pre-folding knives, belts, carriers, and compression sections are production tools, not hand-adjustment areas while the machinery is moving.
For corrugated work, ask the buyer to name the FEFCO style or provide a drawing. FEFCO code language gives both sides a shared reference for common corrugated packaging designs, but the machine trial still needs the real blank because board grade, flute, print coverage, and crease quality change the result.
Setup Checklist
- Confirm blank width, carton length, paper weight or corrugated board flute, grain direction, and box type.
- Check the feed section for square entry before touching pre-fold angle settings.
- Set side guides so the blank tracks without pinching the printed surface.
- Set the 180° first-line pre-fold and record the carrier position.
- Set the 160° third-line sequence only if the machine and blank trial support that value.
- Run 20 to 50 blanks before glue, then repeat with glue applied.
- Inspect score face, glue tab position, side folding accuracy, compression marks, and stacker output.
- Save the sample, speed, belt pressure, adhesive, room conditions, and operator notes.
Engineering Note: Record The Pre-Fold Trial In Units
Keep guarding rules separate from quality setup: operators should not reach into knives, carriers, belts, nip points, or compression sections while machinery is moving. On corrugated jobs, pair the FEFCO style or drawing with a unit-based setup record so the next shift can repeat the same blank path.
| Setup Record Type | Record In The Trial Sheet | Why It Matters |
|---|---|---|
| Blank width screen | 60 mm to 1650 mm range across listed Cenwan series | Confirms the carton fits the planned folder gluer machine family. |
| Published speed screen | 150 m/min, 180 m/min, 200 m/min, or 400 m/min by series | Separates catalog screening from the actual safe trial speed. |
| Trial speed ramp | 50 m/min, 100 m/min, 150 m/min, then 200 m/min checkpoints when plant policy allows | Shows whether springback or skew appears only after speed rises. |
| Guide movement | 0.5 mm change increments, with left and right guide positions written separately | Prevents an angle correction from masking feeder or side-guide drift. |
| Skew measurement | Entry skew to nearest 1 mm and exit skew to nearest 1 mm | Tells whether the fault starts before pre-folding or after main folding. |
| Glue tab offset | Offset logged in 1 mm units after glue and after compression | Connects pre-fold memory to real joint alignment. |
| Score-face inspection | 100% check of the first 10 cartons under production light | Catches whitening, cracks, or print damage before the run scales. |
| Compression belt travel | Compare visible defects after 1 m, 3 m, and 5 m of belt travel if available | Separates pre-fold memory issues from adhesive setting or pressure issues. |
| Glue wheel position | Record 0.5 mm adjustment steps beside adhesive type and viscosity note | Keeps glue timing changes from being mistaken for angle changes. |
| Plant-defined tolerance band | Use plant QC bands such as 0.5 mm watch, 1 mm review, and 2 mm stop only when approved by the buyer | Keeps local pass/fail rules visible instead of hiding them inside operator memory. |
| Photo evidence scale | Place a 10 mm, 20 mm, and 50 mm scale beside the first crease, third crease, and glue tab sample | Lets the buyer compare the 0 mm baseline, 1 mm drift, 2 mm drift, and 3 mm drift scenario without guessing from photos. |
Which Standards Belong In The Setup File?
Standards do not choose the 180° or 160° angle for you. They give the project file a safer vocabulary for guarding, risk review, controls, and repeatable records. Use OSHA 1910.212 for point-of-operation and machine-guarding context, ISO 12100 for risk assessment language, ISO 14120 when guard selection is discussed, ISO 13849-1 when safety-related controls are part of the quotation, and CDC/NIOSH machine-safety guidance when training notes need plain-language support.
That standards file should sit beside the carton sample, not replace it. A buyer still needs signed blanks, speed notes, and the glue-tab measurement. The standards references simply keep the setup scenario from becoming one operator’s memory.
| Scenario Type | Standard Or Code Cue | What To Record Before Buyoff |
|---|---|---|
| Open-guard setup scenario | OSHA point-of-operation guard review plus ISO 12100 risk wording | Who may adjust knives, when power is isolated, and which guards stay closed during the trial. |
| Nip-point belt scenario | OSHA machine-guarding language and NIOSH machine-safety training notes | Belt path, pinch point location, and the exact stop condition if a blank jams. |
| Fixed or movable guard scenario | ISO 14120 guard design and selection language | Which carrier, knife, or compression area the guard covers and how service access is handled. |
| Safety-control scenario | ISO 13849-1 safety-related control-system language | Emergency stop, interlock, reset, and restart behavior requested in the quotation. |
| Repeat-order quality scenario | ISO recordkeeping language plus buyer-approved sample notes | Job memory number, carrier position, 180° first-line result, and 160° third-line result. |
| Training scenario | NIOSH plain-language machine-safety guidance and OSHA guard vocabulary | Which setup steps a new operator may perform alone and which require supervisor approval. |
| Supplier audit scenario | ISO 12100, ISO 14120, and ISO 13849-1 references in the technical file | Whether the supplier can explain guard, risk, and control choices in the same file as the carton trial. |
| Throughput scenario | ISO quality-record language tied to production outcome notes | Target speed, actual throughput, rejected cartons, rework rate, and the final sample baseline. |
Use this table as an RFQ appendix when a project has more than one shift, more than one operator, or a repeat order that must match the approved baseline. The scenario record should show the first accepted carton, the first rejected carton if one appears, the throughput target, the rework rate, and the final production outcome. That file gives the buyer and supplier a shared record when the same blank returns weeks later with a different ink load, board lot, or adhesive condition.
Cenwan’s folder gluer machine lineup covers cardboard, corrugated, and stereo carton production, with listed box width coverage from 60 mm to 1650 mm across series and listed top speeds up to 400 m/min on selected high-speed models. Use those figures as range-screening data, then ask for a trial on the exact carton.
For plants with frequent job changeover, support tools can shorten the early screening work and protect folder-gluer productivity during model selection. Buyers can use Cenwan’s folder gluer series selector, throughput estimator, and ROI calculator before the formal RFQ.
Troubleshooting Fold Memory, Springback, Skew, And Cracks
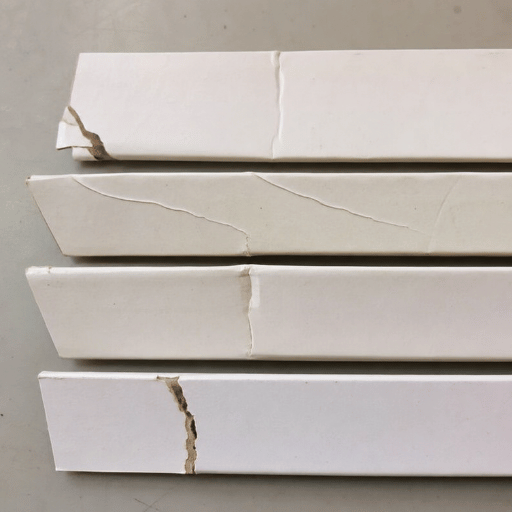
Folding-carton research treats crease quality as more than appearance. Well-formed creases support straight folding, limit edge damage, and reduce stored energy that would push the panel back after folding. Because of that stored energy, a pre-folding problem can appear later in compression or stacking.
Pressroom discussions about cracking after creasing point to a useful caution: stock type, grain direction, score quality, fold path, pressure, and folding speed can all change the result. Neither a 180° nor a 160° setting can rescue a poor score by itself.
| Symptom | Likely Cause | Check First | Adjustment Path |
|---|---|---|---|
| First panel springs open | Weak first-line memory or low compression dwell | First-line pre-fold sample before glue | Review 180° contact, belt pressure, and compression setting |
| Third line cracks | Score damage, grain issue, or excess third-line stress | Unprinted blank and printed blank comparison | Test softer third-line angle and scoring change |
| Glue tab misses target | Blank skew or side guide drag | Feed section and side guides | Correct entry squareness before pre-fold changes |
| Wrinkle near glue flap | Carrier pressure or fold plate path too tight | Pressure marks under production light | Reduce pressure, confirm belt path, retest speed |
| Open joint after stacker | Adhesive timing, compression, or springback | Glue application system and compression belt | Tune glue, compression, and pre-fold memory together |
When a defect appears, isolate the process. Run blanks without glue, then with glue, then at target speed. Compare the first 10 blanks, the next 40, and the output after the stacker. That sequence shows whether the problem starts at feeder entry, pre-folding, adhesive, main folding, compression, or delivery.
Parts condition matters too. Worn folder gluer belt surfaces, loose bearings, or damaged guides can turn a correct setting into a drifting result. If the fault repeats across box styles, inspect folder gluer parts service needs and belt condition before changing every angle in the job record.
Buying Decision: When To Specify 180/160 Capability In An RFQ
Specify 180/160 capability when the carton design, board, and production target justify it. Do not add it as a generic line item with no sample requirement. Suppliers need to know what box styles you run, how many changeovers happen per shift, what glue type is used, and whether the same machine must handle straight line, lock bottom, corrugated box, or specialty folder jobs.
| RFQ Gate | Ask The Supplier | Route To |
|---|---|---|
| Straight-line carton | Can the machine pre-fold first and third lines and hold glue tab accuracy at target speed? | Straight-line folder gluer |
| Small cartons | What is the minimum blank size and how is skew controlled? | Small box folder gluer |
| Crash-lock bottom | How are bottom folding hooks timed against pre-folded crease memory? | Crash-lock bottom folder gluer |
| 4/6-corner cartons | Can job memory and folding arms repeat the setup across short runs? | 4/6-corner folder gluer |
| Corrugated box | What flute, board grade, and compression length are supported? | Corrugated box gluing machine |
| Mixed production | Which settings are saved by job, and how fast can carriers be reset? | Folder gluer machine series |
Cenwan lists seven folder gluer series for cardboard, corrugated, and stereo cartons, plus integrated print, die-cut, fold, glue, and pack lines. That range matters if your plant wants one supplier to discuss the gluing machine, automation, feeder, belt path, compression section, and service support together.
One practical RFQ sentence is: “Please test our attached blank at the stated board grade and glue type, with 180° first-line pre-fold and 160° third-line sequence if supported, then provide signed samples, speed, belt pressure, carrier position, and compression setting.” This wording avoids a paper specification with no proof.
What Is Changing In Folder Gluer Pre-Folding For 2026?
For 2026, the stronger buying signal is not a single new angle. Repeatability under shorter runs and more changeovers is the issue. Flexographic Technical Association guidance has noted that shorter run lengths and SKU pressure make changeover time a real buying factor, especially when PLCs, servo drives, job memory, and tooling can cut operator adjustment.
PostPress also describes the move from hand-crank setup habits toward motorized carriers, industrial computers, and more repeatable positions. That shift affects pre-folding because angle is only one part of setup. Carrier position, belt pressure, folding rail position, and stored job records decide whether the next shift can repeat the approved carton.
For 2026 RFQs, ask for proof in three areas:
- Job memory or recorded setup values for repeat orders.
- Servo or motorized adjustment where frequent changeover justifies the cost.
- Operator training, sample approval, and parts support for the full fold and glue process.
Automation helps when it reduces variation, not when it hides missing setup logic. Folder gluers still need a clear sample standard, a repeatable feeder, stable glue application, correct side folding, and enough compression time for the adhesive and board combination.
FAQ
What is a folder gluer machine?
In production, a folder gluer machine feeds a cut blank, applies glue, folds the carton, compresses the joint, counts output, and sends cartons to a stacker.
How does a flexo folder gluer work?
Flexo folder gluer lines combine printing, slotting or cutting, folding, gluing, and delivery in one production flow. Because corrugated board is printed and formed in a longer line, the pre-folding check should include flute direction, crush marks, print coverage, board moisture, glue timing, and the way the blank behaves between printing and compression.
Is 180° always better than 160°?
No. First-line 180° pre-folding can build strong memory, but a third line may need 160°, 165°, or 135° depending on the machine and blank. Accept the setting only after sample inspection at production speed.
What causes cracking after pre-folding?
Cracking can come from weak scoring, grain direction, coated or brittle paper, heavy ink coverage, excess pressure, a tight fold path, high speed, or the wrong pre-fold sequence. Test printed and unprinted blanks first. If the unprinted blank folds cleanly but the printed blank cracks, inspect coating, ink coverage, drying, and score geometry before blaming the machinery. If both crack, trial a softer third-line break, a slower fold path, or a scoring change.
What should I send before asking for a quotation?
Send the drawing, blank size, board grade, glue type, target speed, box type, and photos of any fold problem.
Related Articles And Tools
References And Sources
- OSHA 1910.212, General requirements for all machines
- FEFCO Code for corrugated packaging designs
- Coffin and Nygårds, Creasing and folding, BioResources / NCSU PDF
- Flexographic Technical Association, folder gluer buying components
- PostPress, A Viewpoint on Folder Gluers: Yesterday and Today
- PrintPlanet discussion, solids cracking after creasing/folding
Manufacturer Background
Cenwan Machine is a Wenzhou, China-based manufacturer of folder gluer machines, corrugated box gluing equipment, and integrated packaging lines. For more than 10 years, we have supported carton and corrugated packaging manufacturers in 40+ countries with equipment selection, custom configuration, installation support, spare parts, and after-sales service.
Our blog content is written to help packaging buyers, plant managers, and procurement teams understand folder gluer technology, box style compatibility, production capacity, ROI, maintenance, and supplier selection before requesting a quote.
- 10+ years of folder gluer engineering experience
- Factory base in Ruian, Wenzhou, Zhejiang, China
- Folder gluer machines, corrugated folder gluers, and automatic packaging lines
- CE / ISO 9001 manufacturing and quality references
- Remote diagnostics, spare parts support, and 24/7 technical response
- Equipment and service experience across 40+ countries
Brand
Cenwan Machine
Company
Zhejiang Chengwang Intelligent Packaging Equipment
Business Type
B2B Machinery Manufacturer
Factory Base
Ruian, Wenzhou, Zhejiang, China
Email
info@cenwanmachine.com
Phone / WhatsApp
+86 151 5777 8185