Póngase en contacto con Cenwan Machine Company


Una máquina encoladora automática de 4/6 carpetas de esquina pliega y pega cajas de cuatro o seis puntos de unión alrededor de su perímetro. Los patrones de cajas que manejan estas máquinas son los que se utilizan en compactos cosméticos, cajas exteriores farmacéuticas, cajas de envío de comercio electrónico, cajas de alimentos, y envases minoristas reforzados. Esta guía explica el hecho de que la máquina funciona, los patrones de las cajas en el diagrama, los componentes dentro de la máquina, cómo leer la hoja de datos de un proveedor para que el comprador no se deje engañar por las cifras de velocidad estructural, cómo decidir entre emulsión fría/ termofusible / Sistemas adhesivos PUR y cómo suavizar la configuración y el mantenimiento en un plan de uso de 10 años. Nuestro objetivo es un marco funcional para los compradores, no específico del fabricante.
Especificaciones rápidas
| Patrones de caja admitidos | Línea recta, parte inferior de cerradura, parte inferior de cerradura de choque, doble pared, 4 esquinas, 6 esquinas, mini caja |
| Velocidad estructural típica | 300 a 700 m/min (cifra del titular del proveedor) |
| Velocidad real de plegado hacia atrás en 4/6 esquinas | 180 a 300 m/min (el techo real de las cajas de las esquinas) |
| Rango de ancho de caja | Normalmente de 80 mm a 1.650 mm según el modelo |
| Material | Cartón de hasta 800 gsm y papel ondulado de 3 a 5 capas (flauta E, F, B, A, AB) |
| Poder | Carga total conectada de 15 a 28 kW |
| Aire comprimido | 6 bar con un consumo aproximado de 10 m³/h |
| Estándares de referencia | EN ISO 12100 (seguridad de la máquina), EN 415-1 (maquinaria de embalaje), Directiva de maquinaria de la UE 2006/42/CE |
Cómo funciona una máquina pegadora de carpetas de esquina 4/6
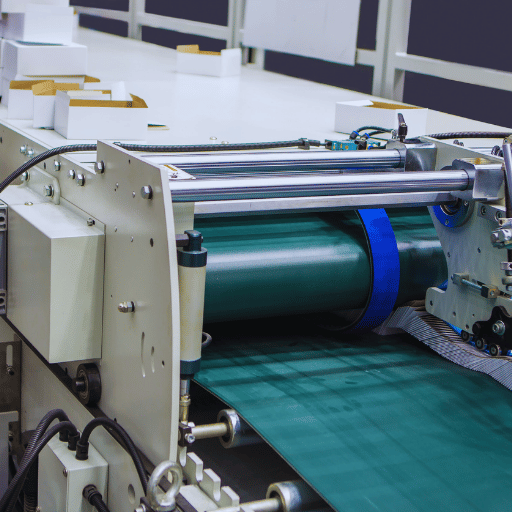
La máquina mueve la hoja plana troquelada e impresa predeterminada, que ya tiene las líneas de plegado correctas arrugadas, a través de cinco estaciones de avance. Cada hoja en blanco comienza como una hoja de cartón o papel corrugado con líneas de plegado arrugadas y cortes ranurados formados en ella. El pegador de carpetas la toma y convierte esa hoja plana en una caja de cartón tridimensional abierta aplicando solapas plegables hacia adentro en ángulos precisos y pegando puertos para que permanezcan mantenidos en esa posición.
Estas cinco estaciones son un alimentador, un segmento de preplegado, una sección de plegado principal, una estación de pegado y una sección de prensado y apilamiento. Un alimentador atrae cada hoja en blanco hacia la máquina una a la vez mediante succión al vacío y/o pinzas de correa, y a velocidades idénticas. Las secciones de preplegado pliegan y envejecen la primera y tercera líneas de plegado para abrirlas hacia afuera en ángulos entre 180 y 165 grados para facilitar el proceso de apertura de la caja después. Los segmentos de plegado principales hacen avanzar la pieza en bruto a través de la segunda y cuarta líneas de plegado usando correas dobladas que aceleran y desaceleran a lo largo de su longitud, sesgando y alineando con precisión la caja a medida que avanza. Una estación de pegado deposita adhesivo en los puntos de unión, por lo que el pliegue final pone la costura en contacto, cerrando la caja.
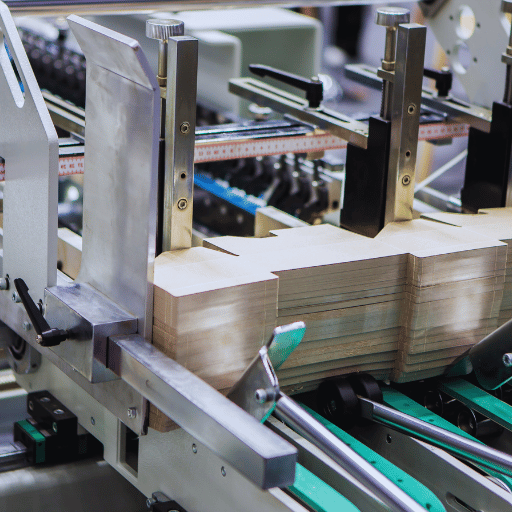
Lo que distingue a un encolador de carpeta de 4/6 esquinas de un encolador de carpeta de línea recta es la adición de un componente de plegado hacia atrás que pliega los dos paneles frontales hacia atrás y los dos paneles laterales hacia adentro. En una caja de cartón de 4 esquinas, el dispositivo realiza cuatro de estos pliegues, en una caja de 6 esquinas realiza seis y las esquinas reciben sus propias perlas de pegamento. Después del pliegue final, la caja de cartón ingresa a un transportador de compresión, donde las correas superior e inferior presionan la superficie unida hasta que el pegamento se seca. Luego, unos ojos fotoeléctricos erosionan la caja y la convierten en un apilador.
Patrones de caja que puede producir un pegador de carpetas de esquina de 4/6
En comparación con el manipulador de plegadoras de esquinas de 4/6 de línea recta, la característica clave de una máquina plegadora de esquinas de 4/6 reciente es un dispositivo de plegado hacia atrás adicional que inclina los dos paneles laterales a 135 grados. Las cajas de 4 esquinas reciben cuatro frentes de plegado hacia atrás. Después de que el guante sujeta el borde de la caja, recibe una cuenta de pegamento, luego toda la caja se pasa por un rodillo de prensa para que esté lista para indexarse en otros equipos de producción.
| Patrón de caja | Uso típico de la industria | Complejidad mecánica |
|---|---|---|
| Línea recta | Cajas exteriores farmacéuticas, artículos de papelería, cajas de venta al por menor con extremo plegable | La más baja «costura simple, producción más rápida |
| Bloquear el fondo | Productos de consumo más pesados, artículos para el hogar | Las solapas inferiores medianas se entrelazan sin pegamento |
| Parte inferior con bloqueo de choque | Transportistas de comercio electrónico, cajas de comida para llevar | Alto «el fondo preplegado se abre bajo tensión |
| Doble pared (doble cara) | Cosméticos frágiles, kits de muestras farmacéuticas | Alto « dos capas de cartón se pliegan simultáneamente |
| 4 esquinas | Compactos cosméticos, cajas de regalo, venta premium | Alto « cuatro esquinas reforzadas pegadas simultáneamente |
| 6 esquinas | Cajas de muestra farmacéutica, electrónica premium, bandejas de exhibición de alimentos | Más alto « seis esquinas reforzadas; más largo listo |
| Mini caja | Envases de sobre, chocolate premium, farmacéutico monodosis | Los espacios en blanco medianos y estrechos por debajo de 120 mm necesitan alimentadores especializados |
Las especificaciones principales de un nuevo encolador de carpetas flexográfico moderno servoaccionado capaz de ejecutar patrones de cartón son 350 golpes por minuto. La versatilidad para respaldar los siete patrones de producción esperados en una sola máquina, el costo incluso de un encolador de línea recta de uso único, es lo que garantiza la inversión de capital para un solo MDMD como el encolador de carpetas automático cuando la demanda deriva del lado farmacéutico y el lado cosmético en apoyo.
Componentes dentro de una máquina pegadora de carpetas de esquina 4/6
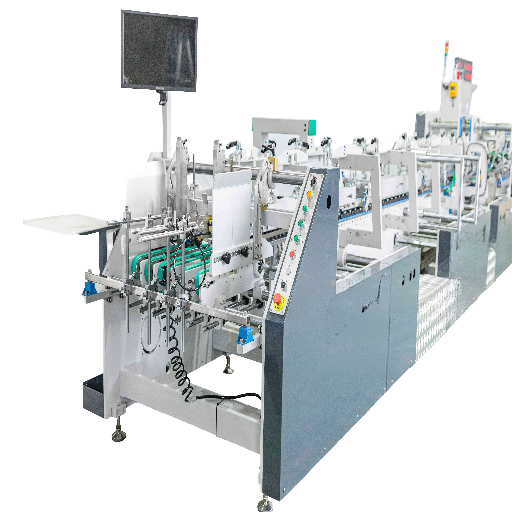
La máquina se puede dividir en 9 subsistemas principales, cada uno de los cuales cumple un propósito específico y cada uno ofrece una variedad de ajustes. Saber de qué es responsable cada pieza y qué implican esas responsabilidades es la diferencia entre un operador eficaz y un operador que siempre tiene que llamar a su proveedor para el siguiente cambio de receta.
| Componente | Función |
|---|---|
| Sección alimentadora | La correa de aspiración o agarre al vacío recoge piezas en blanco una a la vez de una pila de unos 400 mm de altura. Incluye vibradores y múltiples compuertas de alimentación para la separación en blanco. |
| Unidad de calibración automática | Dos juegos de placas guía con cinturones inclinables ajustables corrigen cualquier error de paralelismo antes de que la caja golpee los rieles plegables. |
| Cuchillos y cinturones preplegados | La navaja de primer pliegue pliega la primera línea de plegado a 180 grados. La precarpeta accionada por correa pliega parcialmente la tercera línea a aproximadamente 165 grados para que la caja se abra limpiamente aguas abajo. |
| Rieles principales plegables y cinturones curvados | Las correas dobladas cuya velocidad varía a lo largo de su longitud mantienen la caja torcida correctamente a través de la segunda y cuarta línea de plegado. |
| Dispositivo de plegado hacia atrás (unidad de esquina 4/6) | Unidad especial servoaccionada que pliega los paneles laterales hacia adentro a 90 o 135 grados para formar cuatro o seis esquinas reforzadas. Techo de alto rendimiento de toda la máquina. |
| Sistema de pegado | Tanque de pegamento inferior con aplicadores de disco o rueda para costuras rectas, además de tres o cuatro pistolas electrónicas para aplicación por pulverización en esquinas irregulares. AICC documenta los sistemas de pegamento de 4 pistolas HHS como estándar de la industria para unidades servoaccionadas de alta velocidad. |
| Sección de compresión (prensado) | Las correas superior e inferior presionan las costuras pegadas hasta que se endurezca el adhesivo. La transmisión independiente en la parte superior e inferior permite ajustar la longitud por tamaño de caja. |
| Contador fotoeléctrico y eyector | Cuenta las cajas que salen de la prensa y activa un eyector neumático para redirigir las cajas defectuosas a un conducto de rechazo. |
| Apilador/mesa colectora | El sistema de transporte independiente apila cajas de cartón terminadas en recuentos ajustables para el embalaje posterior. |
📐 Nota de ingeniería
El plegado hacia atrás accionado por servo es el elemento más importante para la precisión de las esquinas 4/6. Un sensor de posición fotoeléctrico lee el borde de ataque de cada pieza en bruto y el servomotor ajusta la posición del brazo de la esquina a medida que pasa cada pieza en bruto. Las carpetas traseras neumáticas simplemente no pueden igualar la precisión del servo una vez que la velocidad de la maquinaria pasa aproximadamente 150 m/min -, razón por la cual toda la maquinaria de 4/6 esquinas de ritmo rápido especifica el servocontrol en la parte de plegado hacia atrás incluso si todas las demás secciones son neumáticas.
Cómo leer una hoja de datos de pegadora de carpetas de 4/6 esquinas
Cada proveedor reparte una hoja de datos y la mayoría de los especialistas en adquisiciones creen que las cifras principales son al pie de la letra. Hay dos figuras principales que están sistemáticamente sensacionalistas y a un comprador inteligente en el engaño no se le factura por una capacidad que no verá en su línea de montaje.
La brecha de velocidad estructural versus velocidad de plegado hacia atrás
Una hoja de datos que muestra “velocidad máxima 700 m/min” en realidad transmite la velocidad de la correa estructural en modo de línea recta, no en transferencia de 4/6 de esquina. El rendimiento máximo real en 4/6 de esquina se regirá por el conjunto de plegado hacia atrás, que se disuade mecánicamente, independientemente de qué tan rápido funcione la línea de montaje. El Hoja de datos de la serie SCM SQ deja la disparidad muy clara: 700 m/min estructural máximo y 300 m/min máximo retroplegado -ñona, lo que demuestra que la producción real en 4/6 esquinas será aproximadamente el 43 por ciento del máximo publicado. Otros publicados en... la maquinaria a menudo funciona con servo limitado a 180 m/min en trabajos de esquina, independientemente del máximo estructural.
| Línea de hoja de datos | Lo que los compradores creen que significa | Lo que realmente significa |
|---|---|---|
| Velocidad máxima 400 a 700 m/min | Todos los patrones de cartón funcionan a esta velocidad | Sólo modo de línea recta; La velocidad de plegado hacia atrás es la mitad de este número |
| Ancho máximo de caja en blanco | Todos los patrones de cartón pueden alcanzar este ancho | Los anchos de 4 y 6 esquinas suelen ser más estrechos que el máximo del título. Consulte la tabla específica del patrón de casilla |
| Flauta B (horizontal) corrugada | Se admite cualquier corrugado de flauta B | Sólo grano horizontal « la flauta B de grano vertical puede detener el alimentador |
| Potencia 25kW | Clasificación de suministro eléctrico requerida | Carga total conectada ^ El consumo real es aproximadamente del 60 al 70 por ciento en condiciones normales |
| Cartón hasta 800 gsm | Cualquier placa de 800 gsm puede funcionar | 800 gsm en el límite superior; El rango de trabajo probado suele ser de 200 a 600 gsm |
| Peso neto de 6.000 a 11.500 kg | Sólo una cifra de envío | Indicador de rigidez indirecta: las máquinas más ligeras vibran más de 200 m/min |
Al compilar tres hojas de datos de proveedores, se debe pedir a cada proveedor que proporcione la tabla de rendimiento de patrones de caja específica, no el máximo estructural. Quien suministra únicamente rendimiento estructural y lo publica significa que es quien más debe examinar.
Elección de adhesivo: emulsión fría, fusión en caliente o PUR

El sistema de pegamento impuesto a un encolador de carpetas es tan importante como el sistema de plegado. Esta misma maquinaria puede ejecutar cualquiera de las tres químicas (emulsión fría (dispersiones a base de PVA), termofusible (polímero de EVA) o PUR (reactivo de poliuretano) y cada una exige una reciclabilidad distintiva, tiempo establecido, costo de maquinaria y perfil de equipo.
| Criterio | Emulsión fría (PVA) | Fusión en caliente (EVA) | PUR (reactivo al poliuretano) |
|---|---|---|---|
| Temperatura de aplicación | Ambiente (20 a 30 °C) | 160 până la 180 °C | 120 până la 150 °C |
| Establecer tiempo | Lento (el agua debe absorber / evaporar) | Rápido (segundos « enfría y resolidifica) | Aproximadamente 2 minutos (curado químico) |
| Unión sobre material laminado o recubierto de UV | Pobre « el agua no puede absorberse | Pobre « no se puede adherir a superficies lisas | Excelente “el enlace químico se mantiene sobre sustratos lisos |
| Costo del equipo | El más bajo « aplicador de disco o rueda simple | Mid « pistolas y tanque con calefacción | Las más altas son pistolas purgadas para curar la humedad y tanques dedicados |
| Costo del adhesivo por kg | Más bajo | Medio | Más alto (normalmente de 2 a 3 veces el termofusible) |
| Reciclabilidad del cartón terminado | Lo mejor es que es a base de agua, totalmente repulpable | Bueno «la mayoría de las fibras se recuperan, algunos residuos de fusión en caliente | El enlace químico mixto complica la recuperación de la fibra |
Basado en Baumer hhs Aplicaciones PUR en la producción de cartones plegables papel técnico, los termofusibles no se aspiran sobre superficies lisas laminadas con UV, y los adhesivos de dispersión (fríos) no sirven de nada porque el agua no se puede absorber. Sólo la química PUR garantiza una adhesión confiable a estos sustratos. (Guía de decisión: emulsión en frío para cajas de cartón sin recubrimiento de gran volumen donde es aceptable un fraguado lento; termofusible para aplicación general de alto aspecto; PUR para cajas laminadas, laminadas con rayos UV o aptas para alimentos donde la adherencia no es opcional.
Criterios de selección: Cómo elegir una pegadora de carpetas de 4/6 esquinas

Los equipos de adquisiciones suelen discriminar el pegador automático de carpetas únicamente por el precio. Eso pasa por alto las 7 opciones que determinan el costo total a largo plazo durante un período de 10 años. Utilice la lista de verificación de políticas a continuación al evaluar una máquina encoladora de carpetas de esquina de 4/6 frente a las cotizaciones de los proveedores.
Marco de selección de 7 criterios
- Objetivo de volumen -cajas por turno o configuradas internamente por año. Con aproximadamente 5 millones de cajas por año, una máquina de entrada servoaccionada de 650 mm servirá. Más de 20 millones, especifique niveles de formato ancho de 1.250 a 1.650 mm.
- Tipo de caja -conteo distinto de SKU de cartón para la máquina. Las plantas de mezcla alta, rotación de más de 15 SKU/semana necesitan un cambio de receta con un solo clic, las plantas de un solo SKU no necesitan pagar por una.
- Box width range – minimum and maximum box width for each pattern type; always check 4-corner—and 6-corner-specific widths (which are often narrower than the straight-line maximum).
- Material range – cardboard only, corrugated only, or both. Wide-gap settings—and the higher-powered feeders for mixed-material plants—are expensive.
- Auto-dose-automation level – manual recipes versus automatically-loaded QR-code or one-click servo. Automation quickly pays back in high changeover plants.
- Plant size – most 4/6 corner folder gluer machines require length of 14 to 17 meters, plus a clear operator-access zone on the operator side. Confirm on your floor plan before approval.
- Forward end of life support – commitment to spare-parts inventory, terms for on-site engineer deployment, life versus warranty coverage. Half the capital initial cost, half the lifetime cost, comprises service delivery.
Once the seven criteria have been scored, selection comes down to two or three vendors that meet your plant realities. For purchasing groups summing 4/6 corner folder gluer machine specifications against this framework, the bullet items that should be at forefront are box pattern-specific makeready speed, 4-corner/straight-line width range, adhesive system (cold / hot melt / PUR-in-waiting) and service installer visit requirements. All four even-handedly published by the vendors prove easier to compare than speed published alone.
Automatic folder gluer industry has settled into three regional intakes. Europe’s premium cluster (long delivery, high capital cost) is dominated by Bobst and Heidelberg. Value mid-tier (Taiwan and china) cluster, with Cenwan CW-W PCW—and similar tier of Chinese and Taiwanese regional vendors covers the bracket of mid-priced builders. The North American distribution market includes companies such as SCM (through best graphics) and others from AICC membership. Balance comparison tends to be one quote from each of the clusters.
Configuración, Operación y Mantenimiento
A 4/6 corner folder gluer machine runs in three duty modes: steady production, recipe changeover, and scheduled maintenance. Of these, the first accounts for approximately 70% of operational time; the second accounts for approximately 20% on a wider-mix manufacturing concern; and the third accounts for approximately 10%. Plants that neglect this preventative schedule suffer its consequences twice—one time during unexpected downtime, and one time due to premature wear of costly servo and bearing parts.
Tiempo de cambio de recetas
Contemporary units powered by servo reach documented repeat-pattern makeready of in about 10 minutes when the operator is changing between recipes stored in memory. A new 6-corner configuration – especially with a fresh blank size – can take 30 minutes on a first pass to confirm. Established recipe libraries and one-click recall squeeze the time even more on machinery with QR-code recognition. Plants running more than 15 SkU adjustments weekly, justify this quick payback; plants not running so often won’t.
| Frequency | Maintenance task |
|---|---|
| Daily (end of shift) | Drain and clean the lower glue tank; wipe glue residue from disc applicators and gun nozzles; inspect feeder belts for paper-dust buildup |
| Weekly | Check upper- and lower-belt tension; inspect bend-belt wear; clear photoelectric sensors of paper dust; verify feeder vibrator amplitude |
| Monthly | Lubricate transmission bearings; inspect tie rods and spacers; check air pressure regulator at 6 bar; calibrate counter-ejector timing |
| Quarterly / annual | Recalibrate servo backfolding device; inspect main folding rails for groove wear; replace worn belts; verify CE / EN ISO 12100 safety-circuit functionality |
Fallos operativos comunes
3 failure modes combine to produce >80% of all unscheduled downtime. Foreign trim debris/jams – (corrugated and trim, loose paper or torn flap pieces left in the feeder). This is documented by Packaging Portal as being so sensitive that even a singlethin corrugated piece can cause a jam and consequently machine downtime often including pan malfunctioning and warm-up that could have been avoided by cleaning the feeder and checking the sizes before stacking, Tip. To avoid this possible flat Failure mode, the user should line up the feeder feature with the clamp partially open and then check the feeder station previous and present indicator lights after the clamp is closed. Cold emulsion drying clogging in the disc applicator during long shutdowns – (glue). This is fixed with daily tank drainage at end of shift. Calibration drift in the auto-cal unit caused by paper-dust accumulation on guide-plate bearings – (alignment drift). This is fixed weekly by sensor cleanliness inspection and cleaning.
📐 Nota de ingeniería
Buyers designing PM schedules usually plan to reserve 3-5% of capital cost each year, for parts and engineer time. For machine info relevant to your production schedules, see the summarized 4/6 corner folder gluer machine spec sheet. Capturing the above schedule in a maintenance log supplies the audit trail future regulators require for CE-certfied machines in regulated industries, as per EU machinery Directive 2006/42/EC.
Perspectivas de la industria (2026): servo, IIoT y adhesivos sostenibles
3six trends drive 4/6 corner folder gluer specs through 2026+. Firstly, the carton folding gluing machine industryis forecasted to achieve approximately 7.9% CAGR from 2026 to 2033+. The global packaging machinery market overall reaches roughly 71 billion US dollars by 2026 at 5.8 percent annual growth. Capital expenditure on folder-gluer is driven by both currents.
Secondly, the 4/6 Jupatuh Tarez industry looks to adopt IIoT and predictive maintenance as basic technology. Based on SUN Automation Co-.’s 2026 corrugated manufacturing trends report, the three highest themes that will be supported by automation, IIoT-enabled predictive maintenance, operator support, and workforce training/retention are the three highest themes that market operators plan to adopt in 2026. Its wise for buyers to require RFQ offerings withIIoT-capable controllers, remote diagnostic pathways, and tabloid operatorist instructions.
Thirdly, sustainability favorites adhesives. Specifically, cold emulsion (water-controlled) and appropriately-engineered PUR systems will displace some hot-melt solutions, in high-recyclability (food & pharma) end-of-life applications. Buyers should account for EU 2006/42/EC machineriesafe-to-work-off-purchase-and-manufacture and emerging sustainability specs in their 2026 specifications, expecting such field specs to contain CE-marking, EN ISO 12100 risk assessment, EN 415-1 pallets safety plan, REACH 2011/65/EU, and IIoT readiness as a bundle.
Preguntas frecuentes
P: ¿Cuál es la diferencia entre un cuadro de 4 esquinas y un cuadro de 6 esquinas?
Ver respuesta
Una caja de 4 esquinas tiene cuatro esquinas reforzadas formadas por paneles laterales plegables hacia adentro de 90 a 135 grados, pegados en cuatro puntos de unión. Una caja de 6 esquinas tiene seis de esas esquinas, lo que requiere dos operaciones adicionales de plegado y pegado. El patrón de 6 esquinas produce un refuerzo más fuerte para cajas de cartón más altas o contenidos más pesados, pero agrega aproximadamente 20 minutos al tiempo típico de preparación de la máquina y funciona a una velocidad más baja porque el dispositivo de plegado hacia atrás realiza más operaciones por ciclo.
P: ¿Qué tamaños de caja puede manejar una máquina encoladora de carpetas de 4/6 esquinas?
Ver respuesta
Box width range – depends on the model of boxmker. Entry-level models accommodate 80 to 650mm blank width. Mid-level models accommodate 140 to 1,250mm. Wide-format models accommodate 290 to 1,650mm. Note that the 4-corner and 6-corner widths are generally narrower than the straight-line max – on a 1,650mm-class boxmker, they are generally 470 to 1,450mm. See the vendor datasheet for box-pattern-specific table.
P: ¿Qué velocidad debo esperar de una máquina encoladora de carpetas de esquina de 4/6?
Ver respuesta
Vendor datasheets record a structural maximum of 300 to 700 metres per minute, but the actual ceiling on 4-corner or 6-corner cartons is 180 to 300 metres per minute (true speed). That minimum number is the mechanical limitation of the servo backfolding device, which does the corner folds. When evaluating quotes, always ask for the box-pattern-specific speed table – never the structural max alone.
P: Cola termofusible o fría, ¿cuál es mejor para cajas de esquina 4/6?
Ver respuesta
La emulsión fría (dispersión de PVA) es la más barata y reciclable, pero tiene un tiempo de fraguado lento. La fusión en caliente (EVA) se fragua en segundos y admite un alto rendimiento, pero no es capaz de unir superficies laminadas o recubiertas con rayos UV. PUR (reactivo al poliuretano) es el más caro, pero es la única química adhesiva que se une de manera confiable a cartones recubiertos lisos y de calidad alimentaria. Por lo tanto, la elección depende del tipo de sustrato y de la longitud del recorrido, no del costo.
P: ¿Cuánto tiempo se tarda en cambiar entre estilos de caja en una carpeta encoladora de 4/6 de esquina?
Ver respuesta
Cambiar entre recetas previamente almacenadas en un boxmker servocontrolado suele tardar 10 minutos. La configuración de primer paso de un nuevo patrón de 6 esquinas con dimensiones en blanco desconocidas tarda hasta 30 minutos. Las plantas que cambian de receta más de 15 veces por semana devuelven la prima de automatización para los sistemas de recuperación de código QR o con un solo clic; las plantas con menos cambios no lo hacen.
Sobre esta guía
This buyers guide to 4/6 corner folder gluer machines compiles best practice and specification data from published vendor datasheets, the AICC packaging industry association, the SUN Automation 2026 corrugated report, and Baumer hhs’s PUR adhesive technical paper. Compliance references are current to EN ISO 12100, EN 415-1, and EU machinery Directive 2006/42/EC.
Referencias y fuentes
- AICC NOW: Global Boxmachine – servo-driven Flexo folder gluers – Independent Packaging Association (AICC)
- PUR Applications in folding-carton Production – Baumer hhs technical paper
- 2026 Trends in corrugated Manufacturing – SUN Automation Group
- SCM SQ Series folder gluer Datasheet (700 m/min structural / 300 m/min backfold) – Best Graphics
- EU Machinery Directive 2006/42/EC – European Union
- EN ISO 12100 – Safety of machinery – International Organization for Standardization
- Avoiding Jams and Gluing Defects on Flexo-Folder-gluers – The Packaging Portal
- Traditional Hot Melt vs. PUR Polyurethane Hot Melt Adhesives – hotmelt.com industry guide



