Get in touch with Cenwan Machine Company

An automatic vs semi automatic folder gluer comparison is the natural starting point for most new-buyer research into carton-forming equipment.
Updated July 2026 · Reviewed by the Cenwan Machine technical team.
Quick Specs
Based on Cenwan’s own catalog range, cross-checked against published automatic-tier speeds from other major folder gluer machinery manufacturers (up to 400-450 m/min).
| Automatic folder gluer speed | 150–400 m/min across box styles (servo-driven) |
| Semi-automatic folder gluer speed | 40–60 m/min (manual-assist feeding) |
| Automatic operators / shift | 1–2 |
| Semi-automatic operators / shift | 2–3 |
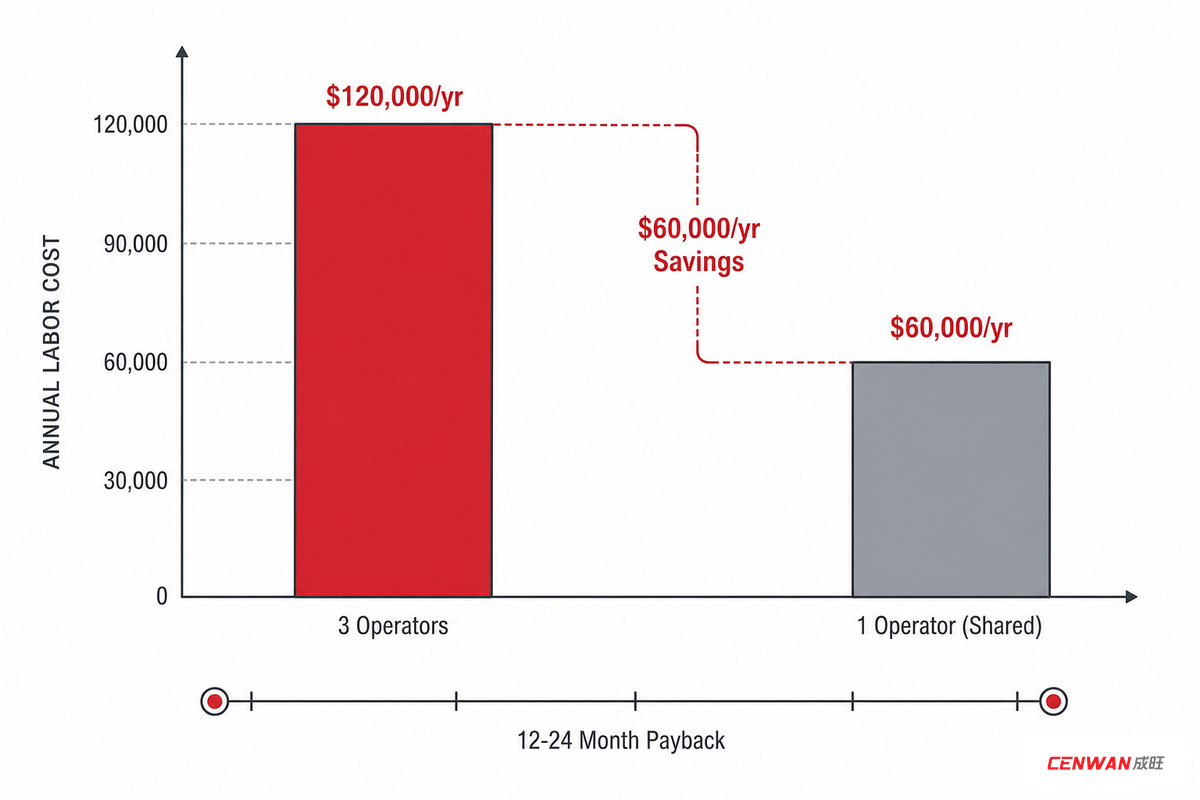
| Typical payback (upgrade) | 12–24 months |
However, if you already own and operate a semi-automatic machine, the question should really be what specifically signals to you that an upgrade is due rather than simply comparing automatic in theory.
In short
Automatic folder gluers: Feeding, folding, gluing and stacking at 150-400m/min with 1-2 operators. Semi-automatic: 40-60m/min with 2-3 operators feeding and aligning blanks manually. What makes the upgrade signal? Not so much output volume, but frequency of changeover – something that’s rarely covered in standard buying guides.
Key Facts
- Average Folder Gluer Speed 150-400 m/min (automatic); 40-60 m/min (semi-automatic). *Note that the speed differential becomes less significant for stereo / specialty box types.
- For a machine upgrade decision, focus on frequency of changeover instead of raw volume.
- Phased approach – one automatic line plus one existing semi-automatic line – is a realistic way to operate.
- Packaging operators cited increased automation as their top investment for the coming year, at 65% in a Packaging World Annual Outlook survey, largely driven by labour cost savings, even over increased throughput.
Quick Specs, Automatic vs Semi-Automatic Folder Gluer at a Glance
There’s more to the automation spectrum than a simple yes or no, and the right choice depends on your box mix and volume just as much as on machine price. While manual lines offer no gluing automation at all, a semi-automatic folder gluer – sometimes called a box folder or a carton folding machine – provides folding and gluing automation but requires an operator for blank feeding, aligning and sometimes collecting finished boxes. A fully automatic folder gluer, however, runs feeding through to delivery in a continuous process. With an integrated line, upstream processes such as printing and die-cutting are also brought into the continuous automated flow. Cenwan’s own range maps onto this spectrum from Basic Series (closer to semi-automatic) to the Mid-to-High Series and Auto Line (full automation), reflecting how the broader packaging machinery market segments automation tiers.
Die-cut blanks are fed into the gluing machine through automatic paper feeding, passed through pre-folding and glue application, compressed for the bond to set, and then discharged in a counted, stacked stream. Understanding how these machines work section by section helps explain where the automation gap actually comes from. On a semi-automatic line, an operator must feed carton blanks manually and typically collect boxes at the delivery stack. On a fully automatic line, sensors and servo motors control feeding, folding, gluing, and automatic stacking, and not a hand touches a blank until it becomes a completed carton. That operational difference – not just the label – is what matters: a semi-automatic line demands constant attention from a feeder operator relying heavily on human judgment, while an automatic machine only requires occasional oversight. That sustained, repetitive manual handling is exactly the category of exposure NIOSH ergonomic evaluations flag as a musculoskeletal risk factor on manual assembly lines, not just a labor-cost line item.
| Tier | Operators | Speed | Best-fit box styles |
|---|---|---|---|
| Semi-automatic | 2–3 | 40–60 m/min | Small-batch, irregular, or short-run cartons |
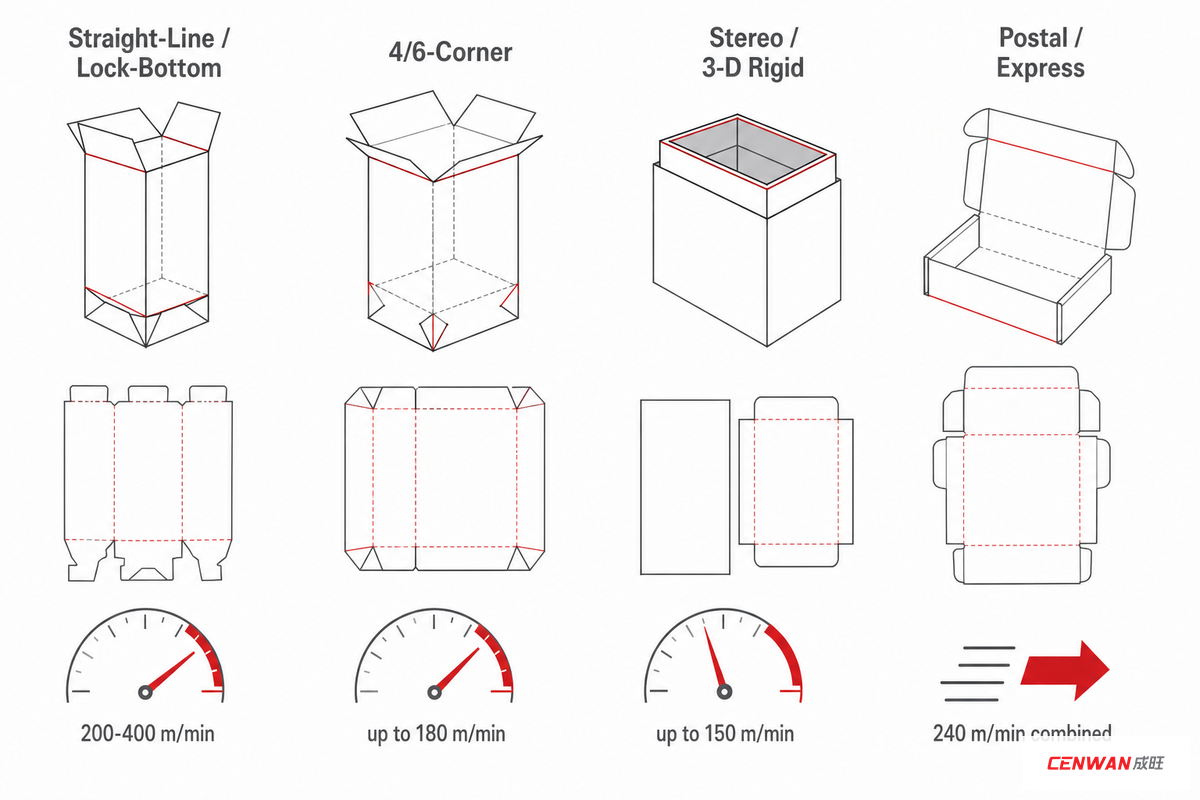
| Automatic (straight-line/lock-bottom) | 1–2 | 200–400 m/min | Standardized cardboard boxes, high SKU volume |
| Automatic (4/6-corner) | 1–2 | up to 180 m/min | Cosmetic, pharma, food cartons needing corner forming |
| Automatic (stereo/specialty) | 1–2 | up to 150 m/min | 3-D rigid boxes, premium gift and cosmetic packaging |
💡 Pro Tip
If you’re unsure which tier your existing machine represents, check operator count first. A machine requiring two or more people to feed and align blanks at all times is most likely a semi-automatic machine, regardless of the specifications listed on the equipment.
Throughput by Box Style, Where the Speed Gap Actually Shows Up
Most buyer’s guides quote one blanket speed range for “automatic” and one for “semi-automatic.” That’s a simplification. Real-world gaps depend heavily on box style, and understanding which style you run most tells you far more than a single average number.
How many boxes per minute can a semi-automatic folder gluer produce?
Semi-automatic folder gluers are generally limited to about 40-60 mpm, or 60 to 150 cartons per minute, depending on the box size and the speed of the operator. Output is more variable from one shift to another than on a fully automatic machine, because speed depends on operator pace and machine speed rather than a servo motor holding a fixed cycle time.
Straight-line and lock-bottom boxes produce fastest on a semi-automatic, with 4/6-corner and stereo boxes slower because the operator has to take time to align the corners on each piece. A fully automated straight-line or lock-bottom folder gluer can reach 200-400 mpm (the greatest gain for any box type), since the fully servo driven feeders eliminate the operator bottleneck.
Fully automatic folder gluers capable of producing highly complex box designs such as crash lock bottom boxes and 6 corner boxes are projected to exceed 400 mpm, according to Global Market Insights’ 2025 folder gluer market analysis. For 4/6-corner and stereo boxes, the advantage is narrower, with maximum speeds topping out at 180 mpm for 4/6-corner and 150 mpm for stereo, as fully automatic systems have independent servo controlled forming for the corners and specialty pre-forming sections, adding steps to the folding process which even the highest speed machines can’t fully compensate for. If stereo and other specialty boxes made from corrugated carton box stock are a primary focus for your company, the economic argument for an upgrade might be weaker than one might infer from an across-the-board claim of “3-5 times the output for automatic.”
📐 Engineering Note
The straight-line and lock-bottom models exhibit the highest auto vs. semi auto speed factor multiplier (4-7x), because folding and feeding both become single pass operations and are much faster for a servo motor than for the human hand. With 4/6 corner and stereo style, a less pronounced multiplier is achieved, as the mechanical steps involved for separate corner formation and specialized pre-folding minimize the gain provided by the servo speed.
This model-by-model breakdown shows why a single “automatic” number hides more than it reveals, Cenwan’s own automatic-tier lineup alone spans a 150-400 m/min range depending on box style and frame width, before semi-automatic is even factored in:
| Model / type | Automation tier | Box style | Speed |
|---|---|---|---|
| Semi-automatic (manual feed) | Semi-automatic | Straight-line, small batch | 40 m/min |
| Semi-automatic press type | Semi-automatic | Irregular / special-shape cartons | 60 m/min |
| Full Automatic Four-fold | Automatic | Straight-line, high-speed | 400 m/min |
| Light Medium Speed | Automatic | Straight-line, mid-volume | 400 m/min |
| Multifunctional Heavy-Duty Two-fold | Automatic | Straight-line, long-run | 400 m/min |
| Intelligent Two-fold (one-click) | Automatic | Corrugated, frequent changeover | 200 m/min |
| Automatic 4 & 6 Corner (servo) | Automatic | 4/6-corner cosmetic, pharma, food | 180 m/min |
| Full Servo Lock Bottom | Automatic | Lock-bottom / crash-lock | 180 m/min |
| Full Automatic Stereo Box | Automatic | Stereo / 3-D rigid boxes | 150 m/min |
| Dual-Channel Integrated Line | Integrated line | Postal express, 13#–7# boxes | 240 m/min combined |
Don’t be fooled by generic, industry-wide, “average” box throughput numbers. Automation gains are exponentially greater on a straight-line run than on a stereo run or other specialty. Base your comparisons on what your box type is doing on its current average day.
The Real Labor and Quality Shift When You Automate
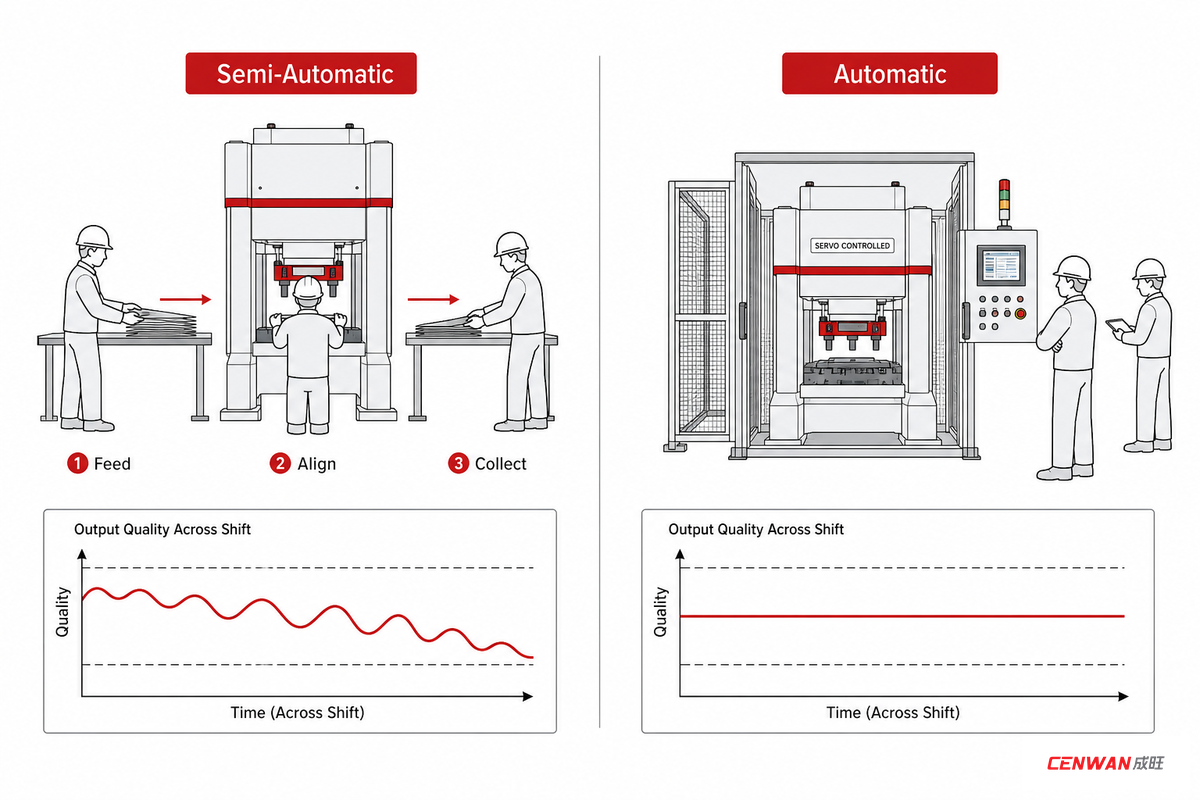
Operator involvement, and specifically operator count, is the headline number that everybody quotes. Semi-automatic takes 2 or 3 operators for feeding, aligning, and inspection per shift; automatic takes 1 to 2 (monitoring, quality checks). It’s true, but it isn’t the whole shift story.
Most overlooked is the shift of consistency through out the full shift.
Field technicians often tell us that, on semi-automatic production lines, fold and glue quality drifts over an operator’s shift, a folder gluer becomes less predictable as fatigue sets in – manifesting itself as irregular glue overlap, slightly off-square folds, and frequent stops to un-jam the feeder. On an automatic line, however, sensors and a servo-controlled fold hold that same tolerance from the first carton to the last – the machine simply doesn’t fatigue. And that’s where even more general ergonomics research can prove instructional (beyond just the specifics of the folder-gluer environment itself): A 2025 NIOSH Health Hazard Evaluation of a gas assembly line at a water heater manufacturer found that the repetitive, fast-paced manual assembly work involved a measurable risk to the workers’ musculoskeletal systems over a full shift – precisely the kind of fatigue-driven variance seen as fold and glue instability on an auto-fed line, though that particular evaluation didn’t take place in a folder-gluer room.
There’s a second, less obvious layer to the labor equation – safety considerations, beyond steady-state feeding, that comes with both changeovers and jam clearing. Under OSHA 1910.147, “servicing and/or maintenance” covers setting up, adjusting, and un-jamming any machine or equipment when an employee is or could be exposed to unexpected energization – this is precisely the situation that occurs when a technician is reaching into a folder gluer to clear a jam or realign something during a changeover, whether at the semi-automatic or automatic tier. Because of the increased changeovers inherent in a semi-automatic setup, that’s not just additional labor – it’s additional time spent on tasks covered by lockout/tagout.
“The failure modes we see on semi-automatic lines are rarely about the machine itself, they’re about feed consistency drifting over an eight-hour shift. That’s exactly the variance a servo-driven feeder is built to remove.”
Cenwan Engineering Team, Ruian City
Both advantages and disadvantages go both ways, though – and automation isn’t without its trade-offs:
✔ Automatic Advantages
- Consistent fold/glue quality across a full shift, balancing time and quality better than manual pacing
- Lower per-carton labor cost, especially in high-volume production runs
- Frees operators for QC/supervision instead of manual gluing and feeding, which helps reduce manual bottlenecks on the line
- Servo-driven machines help maintain consistent carton packing output shift over shift
⚠ Automatic Limitations
- Higher upfront investment and factory footprint
- Changeover between very different box styles can take longer to set up than a manual re-tool
- Requires trained technicians for servo calibration
For more information on what an operator’s actual day-to-day work looks like in an automated setting, refer to our folder gluer operator guide.
Which Volume and Box Mix Still Fits a Semi-Automatic Line
Many converters are not too far past the point where manual and semi-automatic operation still fits their production needs – and the costly mistake of over-buying automatic technology you don’t yet need can be just as detrimental.
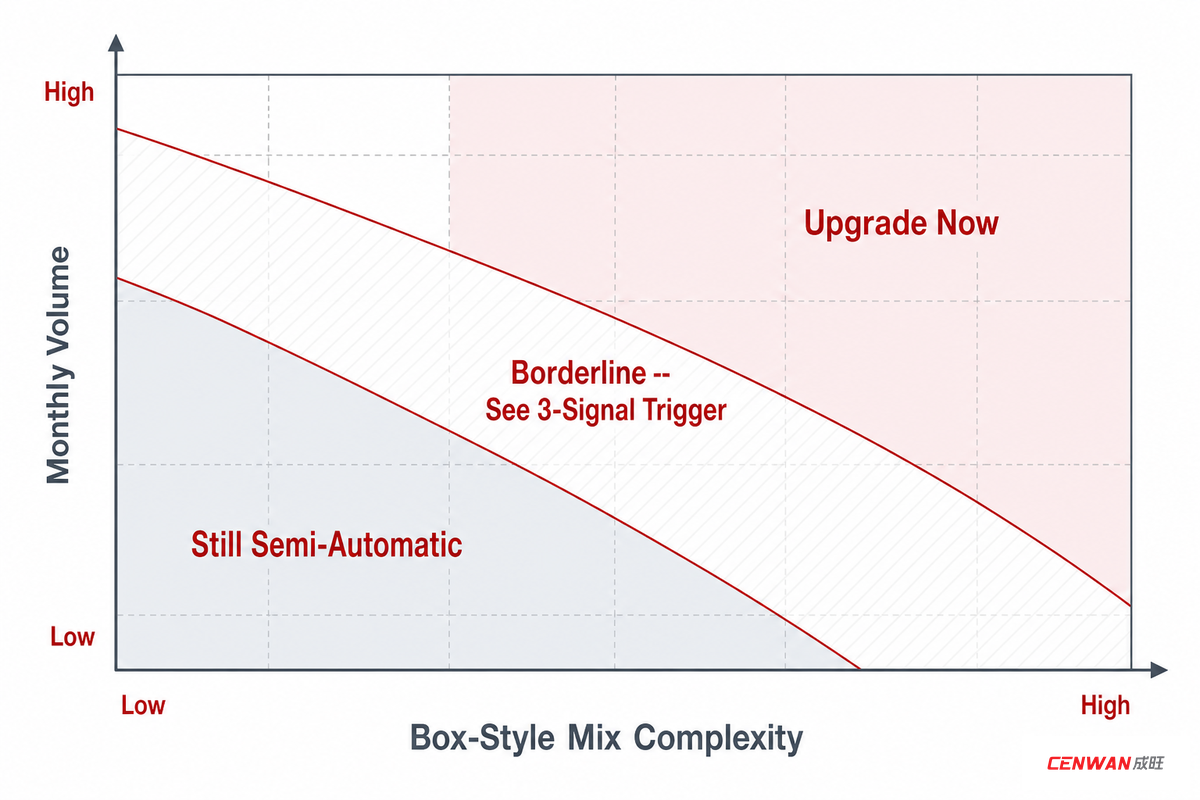
Measure both your monthly volume and your mix of box styles to gauge where you actually stand.
| Monthly volume | Box-style mix | Recommendation |
|---|---|---|
| Low, single style | Mostly one box style, low changeover | Still semi-automatic |
| Mid, growing | 2–3 styles, changeover 2–3×/shift | Borderline — see the 3-Signal Upgrade Trigger below |
| High, sustained | Multiple styles or high SKU count, frequent changeover | Upgrade now |
Cenwan’s own catalog acknowledges this: Our Basic Series is designed to fold and glue for operations just “testing market potential” with lower volume, whereas the Mid-to-High Series is designed for multi-style, high-changeover production – explore the folder gluer machine range to see how the models stack up by box style and production speed, a snapshot of Cenwan’s own carton machinery lineup.
Imagine a converter who’s running predominantly one carton style for a single retailer, using semi-automatic equipment and standard carton folding: even if that operation is generating solid monthly volume, changeovers are infrequent, and a semi-automatic line is likely to keep pace.
But imagine that exact same monthly volume broken down into four different SKUs, for four distinct e-commerce clients, each requiring a changeover mid-shift – the volume number is unchanged, but the box-mix number pushes the decision toward semi-automatic or higher. Volume isn’t the whole story. Cenwan’s Basic Series exists precisely because this gap is common: the machine is engineered for exactly that lower-changeover, single-style profile, not as a stripped-down version of the automatic line.
The 3-Signal Upgrade Trigger

Each buyer’s guide we consulted for this piece treated automatic and semi-automatic as two static choices – one of them will be the best fit based on current volumes and budgets. None of them acknowledges that “timing of an upgrade” isn’t a singular moment in time but a sliding window. We’ve designed the 3-Signal Upgrade Trigger as a framework that looks at three – not one – factors to help determine when the automation math truly favors automatic equipment.
The 3-Signal Upgrade Trigger
- Volume trajectory: your monthly volumes have been steadily increasing for two consecutive quarters, and aren’t simply experiencing seasonal spikes.
- Changeover/SKU complexity: you’re currently changing over between box styles or SKUs three or more times during each shift.
- Labor cost trend: your labor costs associated with feeding/alignment per shift are rising faster than your output levels year-over-year.
When any two of these three conditions hold true, you’ll want to explore automation strongly. If all three of them apply, you’re currently losing money on each shift by delaying an upgrade.
Let’s dig into Signal #2 – changeover time – as it’s frequently overlooked by buyers, and we can see why it’s so critical. The reason for the focus on the total cost, not just speed, of an automatic system is that a Kansas State University analysis of bulk packaging line automation highlighted whether an automated conversion would reduce cost and improve line speed within a set payback period – not simply whether automatic machines are faster. Moreover, in a 2017 Packaging Strategies case-packing equipment review, automatic case packer manufacturers underscored their competitiveness on ease of use. They’re able to tout tool-less changeovers in as little as 10 minutes because changeover time is what drives overall output on lines running multiple box styles, not the absolute maximum speed of the machinery. What’s the takeaway? Even though an automatic line might be capable of higher speeds, it will fall short if it requires a significant 30 to 60 minutes to changeover between box types. This means a semi-automatic line with a 10-minute changeover might be the optimal solution on your high-mix lines.
To understand how changeover time accumulates through out an entire shift, see our full guide to folder gluer changeover time.
Can You Run Semi-Automatic and Full-Automatic Together? (Mixed-Fleet Operation)
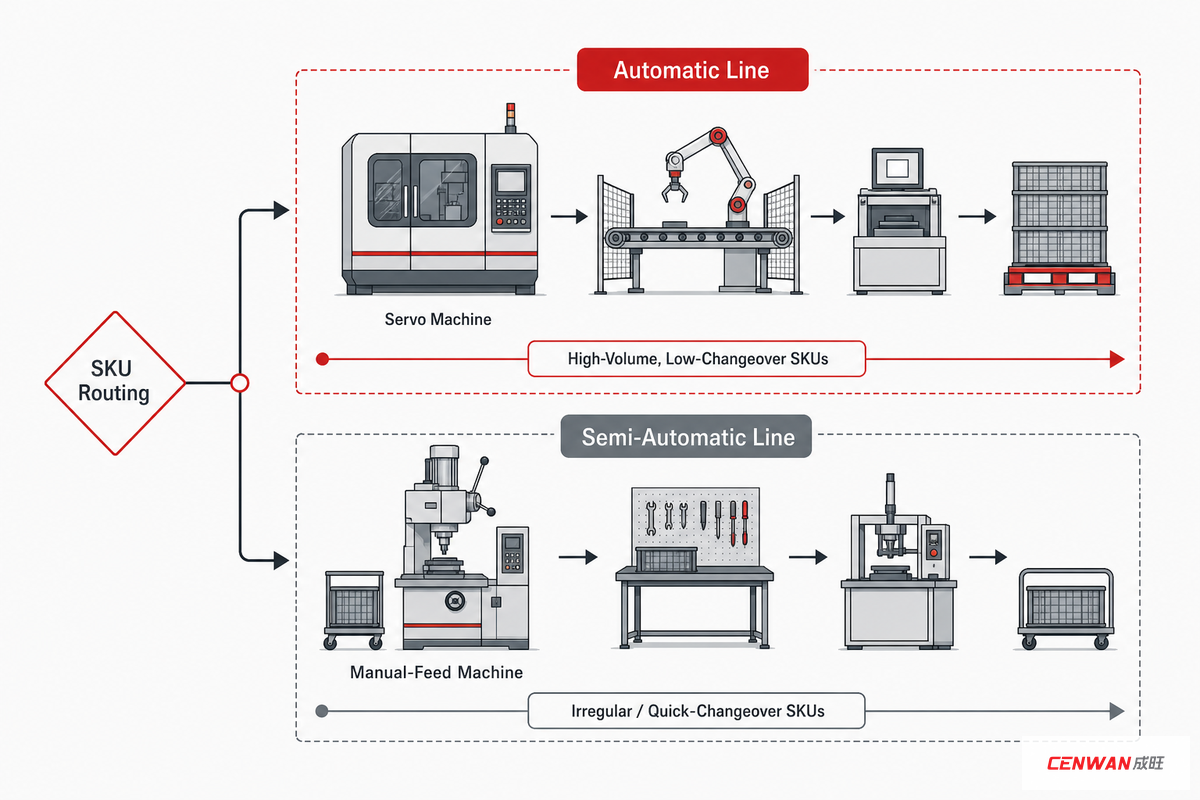
It’s possible, and machine setup for a mixed fleet is perhaps the most common question that any buyer’s guide we encountered entirely failed to address, and yet is perhaps one of the most practical considerations for growing operations. After you decide that an automatic line is necessary, there’s no reason you need to immediately retire your current semi-automatic line.
When you adopt a phased approach to an upgrade, you strategically assign jobs to the equipment. High-volume SKUs that require few changeovers can run on the new automatic line, while irregular box styles that require quick changeovers or are used for smaller production runs can still be run on the more flexible, existing semi-automatic line. It’s an operational necessity because each class of equipment is best suited for a different type of application. An automatic machine will excel at large-scale, standardized production runs, and a semi-automatic will be the more flexible automatic solution for custom box folding gluing machine needs. Having both allows each machine to perform the tasks for which it’s best suited, avoiding the temptation of pushing all SKUs through a single line.
The practical limit on this arrangement is what we call the Semi-to-Auto Crossover Pointthe volume level at which routing complexity across the two lines costs more in scheduling overhead than it saves in flexibility. Below that point, a mixed fleet is a genuine middle path. Above it, consolidating onto a single higher-capacity automatic line (or a second automatic line) usually makes more sense than continuing to split volume across automation tiers.
Beyond that, mixed-fleet operation is actually more standardized than many customers might imagine. PackML, an automation-machine standards solution created by OMAC and later approved by ISA as TR88.00.02, was created to give packaging machines “a common look and feel and consistent defined behaviors-even if they come from different manufacturers and use different control systems.” The standard’s 2022 revision (ANSI/ISA-TR88.00.02-2022) specifically targeted this scenario, with OMAC’s own chair noting it was updated to “accommodate the trend towards creating mixed-sku final products” – exactly the mixed-fleet, mixed-SKU pattern this section is describing. What does that have to do with your problem? The standard allows you to add a semi-automatic gluer to your line of automatics (or even to mix brands, since that interoperability groundwork is at the industry level) and run things from the same control architecture.
⚠️ Important
However, the critical factor in a mixed fleet approach is SKU routing discipline, not spontaneity. If you’re making day-to-day choices on what product runs on which line, you’ll lose your scheduling gains and wind up with two under-utilized machines.
In a mixed-fleet scenario, that routing decision can be boiled down to a simple question asked when you receive a new order: “Does this product have to hit a hard per-unit price target or is this a flexibility play?” If the answer is “target,” run it on the auto. If the answer is “flexibility,” put it on the semi-auto. When that call is explicit (rather than just defaulting to whatever line is currently free), you can maintain an efficient mix.
What Upgrading Actually Costs, The Incremental Jump, Not the Whole Price List
If you’re already running a semi-auto folder-gluer for your business, what matters isn’t the price of an entire new machine – but the added cost to upgrade, offset against what you’ll get back in improved labor efficiency and consistency (you’re not starting from scratch).
Anchoring on the wrong baseline is the real risk in this comparison: in the worked example below, shifting from three feeding-and-alignment operators to one cuts that specific labor line by roughly 50% (from $120,000/year down to $60,000/year), because the marginal upgrade removes headcount, not machine cost, from the equation.
📐 Engineering Note — Worked Payback Example
A converter using three operators on feeding and alignment on their semi-auto at a Fully-Loaded $40,000/year each ($120,000/year feeding and alignment cost) and opting for an auto that runs one operator per shift (shared between two lines of automatics, for $60,000/year) saves $60,000/year in labor alone, in addition to the other efficiencies noted in Step 3. Spread across a standard two-line auto upgrade in the Cenwan mid-tier category, this saving alone should fall into the 12- to 24-month payback that Cenwan sees across its customer base, before even considering reduced waste savings. Run your own numbers with your actual crew size and shift structure using the labor savings and payback calculator.
The incremental phrasing here avoids going through the entire 3-level explanation-Basic/Semi-automatic, Mid-range/Fully automatic, and High-end/Servo-driven-as this has already been covered in depth in our automatic folder gluer machine buyer’s guide. If you’re new to production and don’t have an existing line to upgrade, then that should be your first step. You can also get an idea of the likely range with our folder gluer ROI calculator.
Industry Outlook, What’s Pushing Converters to Upgrade Now

The explosion of e-commerce SKU count is now forcing many more corrugated converters and packaging manufacturers across the packaging sector into 3 or more changeovers per shift, which, in our 3-Signal framework above, is precisely where the advantage of simplicity in semi-automatics begins to fade into a production bottleneck. That, not some generic “market is growing,” is the fundamental driver of renewed upgrade interest for 2026. Cenwan’s own sales engineers see this pattern directly in customer inquiries: quote requests increasingly cite changeover frequency, not raw monthly volume, as the trigger for upgrading, a shift driven by the same SKU proliferation that creates real scheduling risk for any converter still running a single semi-automatic line at full capacity, especially once a single changeover starts eating 30 to 60 minutes of a shift. As just one example, a recent survey from Packaging World’s Annual Outlook Report indicated that of 118 automation and robotics respondents, 65% planned to purchase automated equipment, cobots, or robotics within the following year; labor costs and shortages topped the list of drivers, more than throughput concerns. That labor shortage has only deepened since the survey was published, and folding carton machines have become a bigger line item in converters’ capital budgets as a result.
Standards-wise, corrugated box design and box-style identification remain governed by the FEFCO Code, the classification system maintained by the European Federation of Corrugated Board Manufacturers to designate specific types of corrugated cardboard boxes, from a basic corrugated box to complex 4/6-corner and stereo designs. This will be a critical standard to use as a comparison to machine capability when your organization decides which boxes the upgradeable equipment needs to run on a daily basis. As only context, note that the broader carton packaging market as a whole is expected to grow from an estimated $225.38 billion in 2026 to $374.36 billion by 2035, representing a compound annual growth rate of 5.8%, according to research by Towards Packaging; again, that’s general direction, not the primary driver for an individual company.
It also warrants honest acknowledgment that this isn’t an exclusively one-speed conversation. Corrugated shipment growth as a whole has slowed in some segments, even as the appetite for automation rises-in fact, that slows growth only amplifies the changeover-centric argument. When the box market overall is flatter, converters are far more concerned with cost-per-unit and SKUs, which is precisely the kind of environment in which changeover count (Signal 2) is a much bigger issue than just total production volume (Signal 1).
Therefore, if you’re considering a production expansion for 2026, then your primary concern should be your changeover rate, not just your projected growth. Any operation that’s adding SKUs at a faster rate than it’s adding production volume will likely need to consider a machine upgrade much sooner than the raw carton-count numbers might suggest. A mid-size plant that adds three e-commerce clients in one year, for instance, can trigger the need for automatic-tier production much faster than total monthly output suggests it would be time, tightening packaging efficiency at exactly the volume most buyers underestimate.
Frequently Asked Questions
Q: What’s the real difference between automatic and semi-automatic folder gluers?
View Answer
In practice, what an automatic folder gluer provides is the automation of feed, fold, glue, press, and stack operations all in a continuous flow requiring minimal human supervision (just 1-2 operators to monitor the line). This contrasts with a semi-automatic folder gluer, where all of the same operations except feeding, aligning blanks, and often hand-collecting the final cartons is automated and requires 2-3 operators. The result is both a speed difference (automatic machines generally run from 150 to 400 m/min while semi-automatic models run at 40 to 60 m/min) and a labor consistency gap, not just a labor count gap – a fully automatic folder gluer delivers steadier productivity and throughput across a full shift than most manual-assist alternatives.
Q: Is a semi-automatic folder gluer the same thing as a manual one?
View Answer
No. Manual lines have absolutely no automatic gluing or folding – it’s all done by hand. Semi-automatic folder gluer machines automate the folding and glue application but require the operator to feed the blank into the machine, and on some models, collect the finished carton at the delivery end. They sit squarely in the middle of the automation range.
Q: What are the advantages and disadvantages of an automatic folder gluer?
View Answer
Benefits: Higher, consistent throughput and productivity; lower labor costs per carton in high volume; consistent fold and glue quality over a full shift since servo motors do not get tired the way a human does. Disadvantages: higher initial investment cost; a larger factory floor plan; requires trained technicians to handle servo calibration; and the process to switch between drastically different box styles on some machines takes longer to set up than simply resetting and retooling a semi-automatic line manually, requiring more manual labor during the transition.
Q: How does upgrading to full-automatic actually reduce waste and rework?
View Answer
On a semi-automatic line, most of the rework and scrap occurs due to variations in feeding-a slight shift in blank placement; glue placed a hair off-center; or a fold that drifts as the operator’s pace naturally varies over a shift. An automated folder gluer eliminates these variations, because the sensors and servo-driven folding hold the same tolerance from the first carton to the last, no matter where in the shift you are. This doesn’t just mean fewer rejected carton boxes; it means fewer unpredictably rejected cartons. An automatic machine’s rejection rate is predictable enough that you can schedule production to it – the goal is to improve quality and reduce the cushion you’d otherwise build into production for potential late-afternoon workflow slowdowns.
Q: What does a flexo folder gluer do, and is it the same as a straight folder gluer?
View Answer
No. A flexo folder gluer (FFG) is an inline printing/slotting/die-cutting/folding/gluing system, typically used for corrugated shipping cartons. A straight folder gluer, however, is a box gluing machine that just performs the final fold and glue operations on blanks already printed and die-cut on upstream printing press equipment.
Q: What glue does an automatic folder gluer line use versus a semi-automatic one?
View Answer
The two tiers of automated folder gluers use the same cold, water-based PVA glues in most paperboard and corrugated applications, and the same hot-melt adhesives on both if added water resistance or quick setting time is required. It’s the level of automation, not the glue chemistry, that makes the difference.
Related Articles
- Automatic Folder Gluer Machine: 2026 Buyer’s Guide — the full comparison of machine types, pricing tiers, and brand landscape
- Folder Gluer Changeover Time — a deeper look at Signal 2 of the 3-Signal Upgrade Trigger
- Folder Gluer Operator Role — what the job looks like on an automated line
- 4/6 Corner Folder Gluer Machine Guide — box-style-specific working principle and selection
- High-Speed Folder Gluer: Speed, ROI & How to Choose — a closer look at throughput economics
Why We Write This
Because Cenwan is a folder gluer and cartoning machine manufacturing business selling both semi-automatic and automatic folder gluers and packaging solutions for modern packaging operations, we often view the decision from the machine maker side – and from our customers that ask us about staging an upgrade rather than scrapping a perfectly good line.
Our 3-Signal Upgrade Trigger, detailed below, comes from the real-world questions that our sales engineers field from semi-automatic clients wanting to know “is it time yet.” Reviewed by the Cenwan Machine technical team.
References & Sources
- Ergonomic Evaluation of a Gas Assembly Line Process at a Water Heater Manufacturer, HHE Report 2024-0006-3419 — National Institute for Occupational Safety and Health (NIOSH), CDC
- 1910.147, The Control of Hazardous Energy (Lockout/Tagout) — Occupational Safety and Health Administration
- Analysis of Automation of Bulk Packaging Line — Kansas State University
- PackML, Machine and Unit States Automation Standard (ISA-TR88.00.02) — OMAC (Organization for Machine Automation and Control)
- Updated PackML Standard Released (ANSI/ISA-TR88.00.02-2022) — Control Engineering
- FEFCO Code, International Standard for Corrugated Packaging Design — European Federation of Corrugated Board Manufacturers
- Folder Gluer Machine Market Analysis 2025 — Global Market Insights
- Workforce and Costs Driving Adoption and Restraint — Packaging World
- Winning the Case with Automation Equipment — Packaging Strategies
- Carton Packaging Market Size and Trends 2035 — Towards Packaging