Get in touch with Cenwan Machine Company

A folder gluer operator runs the machine that turn flat die-cut blanks into finished, glued cartons, the workhorse of any folding-carton packaging line and the last converting step before boxes reach packing and shipping. From the outside the job sounds simple: feed board in, get glued boxes out. In practice, the operator owns setup, glue calibration, and the daily quality checks that decide whether a 200,000-piece run ships clean or comes back as a claim. This guide walks through what the role actually involve, section by section, with the standards, tests, and decision rules a working operator leans on.
Shift Snapshot: The Folder Gluer Operator Role
| Core duties | Setup/makeready, glue calibration, in-process quality checks, jam clearing, basic maintenance |
| Reports to | Folding/gluing department supervisor; coordinates with packing crew |
| Typical line speed | Straight-line cartons run hundreds of meters/min; specialty styles run slower |
| Entry education | High-school level; skills learned through on-the-job training |
| Governing safety rules | OSHA machine guarding (1910.212) and lockout/tagout (1910.147); ANSI B65 machine design |
What a Folder Gluer Operator Actually Does
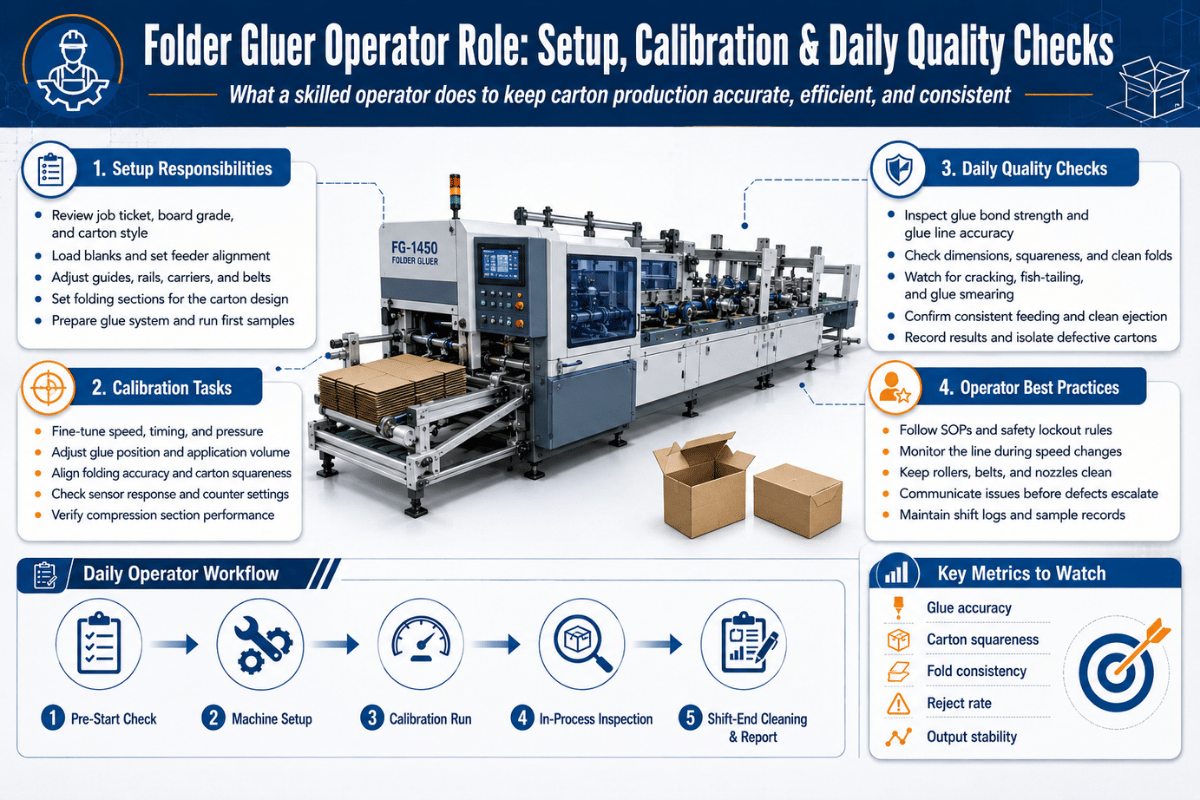
A folder gluer operator sets up, runs, and quality-checks the machine that folds and glues paperboard or corrugated blanks into cartons. This role sit at the end of the converting line: printing and die-cutting happen first, then the flat blanks arrive at the folder gluer, and the operator’s job is to convert them into square, well-bonded boxes at production speed without sending defects downstream.
What does a folder gluer operator do day to day?
Across a shift, the work breaks into four repeating blocks. First, setup and makeready: reading the work order, adjusting the machine to the new blank, and running test pieces until boxes come out right. Second, running production: feeding stacks, watching glue and fold quality, and keeping the line fed so the packers downstream never starve. Third, quality control: pulling sample boxes on a fixed cadence and checking square, glue coverage, and pop-open resistance. Fourth, troubleshooting and basic maintenance: clearing jams, wiping glue heads, and making small corrections before a drift become scrap. A good operator also coordinates with the packing crew, because the true bottleneck on a folder gluer is often the packing or feeding stage rather than the glue head itself.
What is a glue operator versus a folder gluer operator?
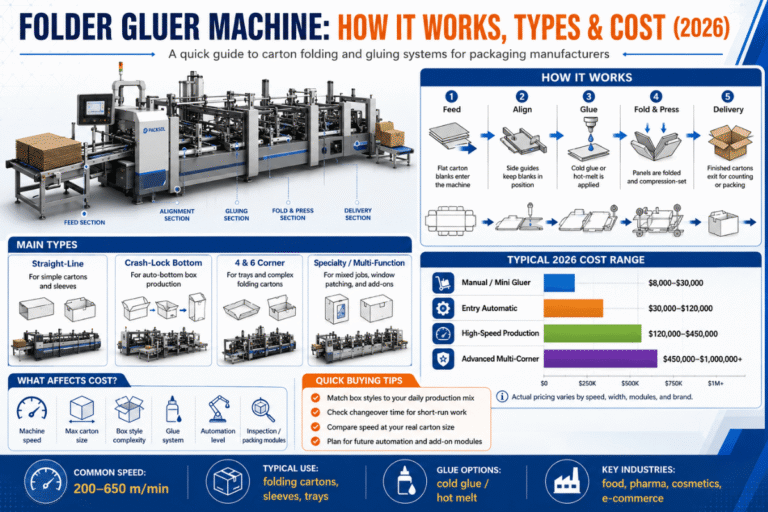
“Glue operator” or “gluing machine operator” is the broader shop term, anyone running an industrial gluing or bonding machine. A folder gluer operator is the carton-specific version: the machine both folds the blank and apply glue in one continuous pass. If you run a flexo folder gluer on corrugated, you’re also handling the printing and die-cutting in the same unit, which widens the role. For most folding-carton plants, the operator is dedicated to a single line and the box styles it can produce, from simple tuck cartons to a high-speed folder gluer running straight-line work.
💡 Key takeaway
The operator is not just a button-pusher. Setup judgment, glue calibration, and catching defects early are where the value sits — and where an undertrained operator quietly costs a plant in scrap and claims.
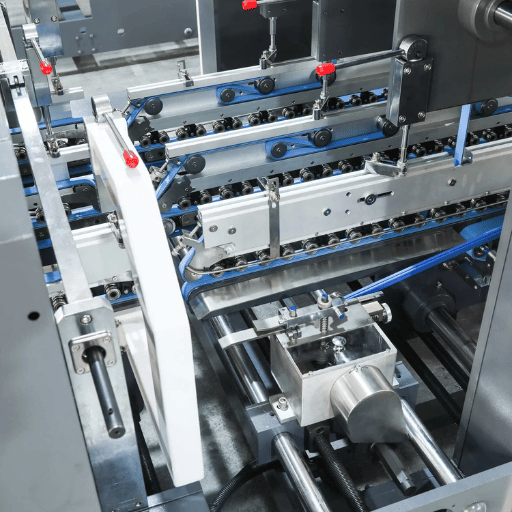
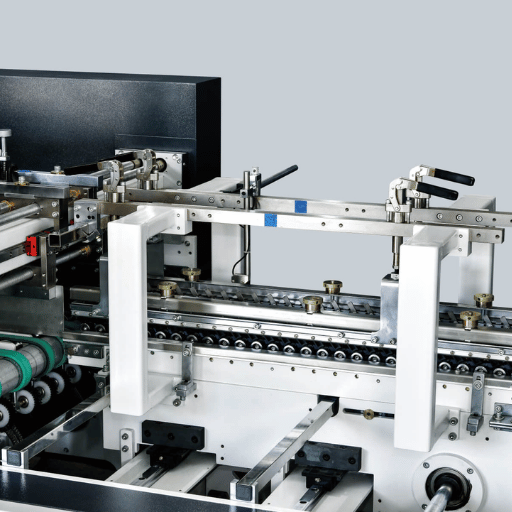
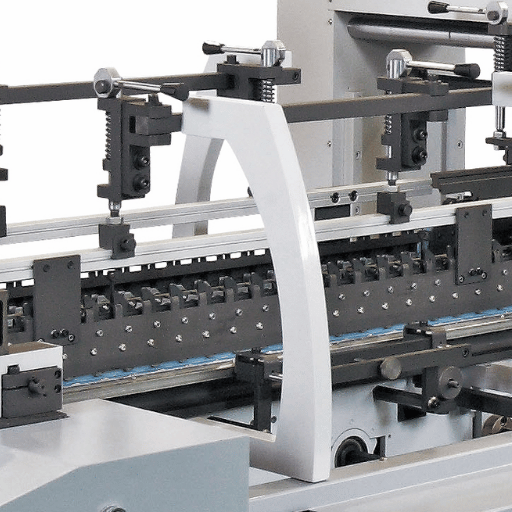
Know Your Machine: The Five Sections an Operator Controls

Before you can set up or calibrate anything, you’ve to know which part of the machine does what. Nearly every folder gluer machinestraight-line or specialty, moves a blank through five working sections, and a fault at each one show up as a different defect.
| Section | What it does | Most common fault here |
|---|---|---|
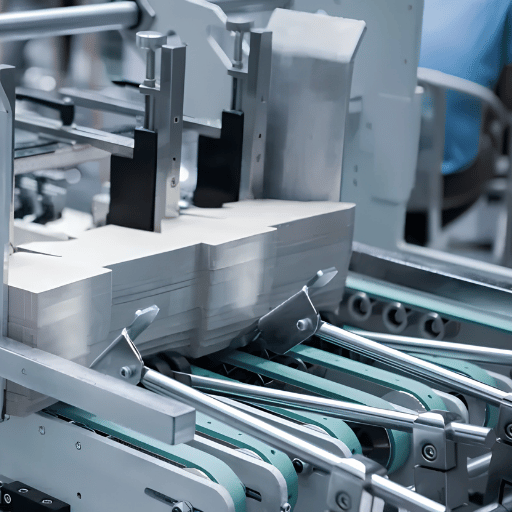
| 1. Feeder | Separates and feeds blanks one at a time into the machine | Double-feeds, skewed feed, mis-feeds that cause jams |
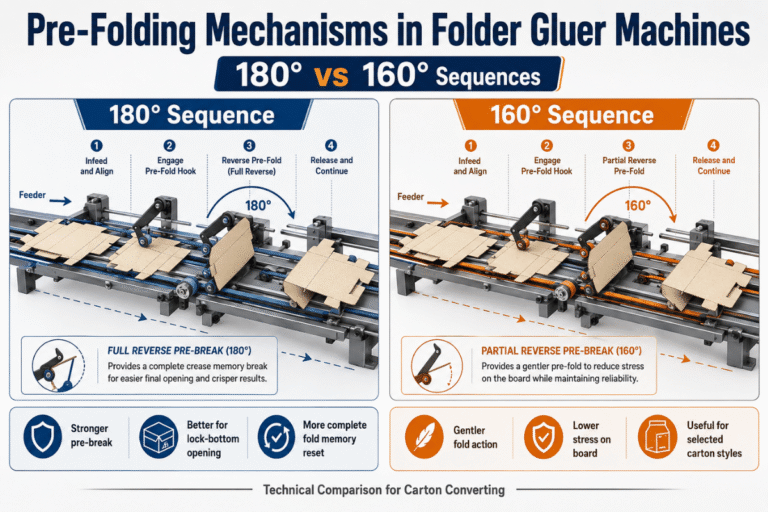
| 2. Pre-fold / folding | Breaks the score lines and folds panels 180° | Fishtail (panels out of register), cracked scores |
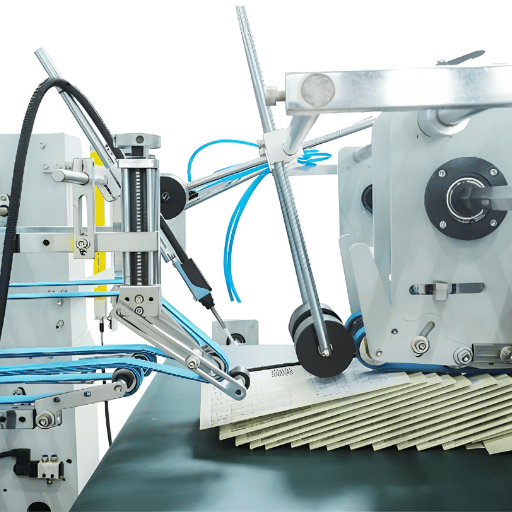
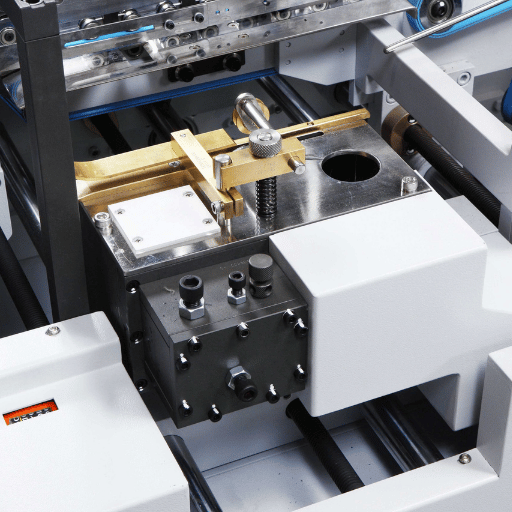
| 3. Gluing | Applies cold glue or hot melt to the glue lap | Glue skips, starvation, over-application, misplaced bead |
| 4. Transfer / compression | Holds the folded box under pressure while glue sets | Weak bond, pop-open, crooked glue lap |
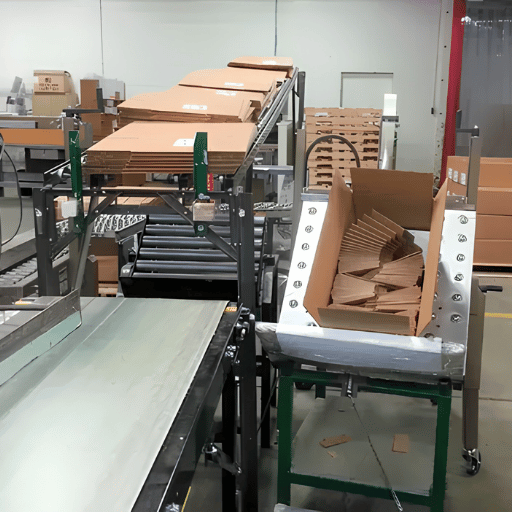
| 5. Delivery | Shingles and counts finished boxes out to packing | Marking, jam-back, miscount onto the pallet |
Learning the sections this way is diagnostic: when a defect appears, an experienced operator read it backward to the section that caused it instead of guessing. A weak bond is a compression or glue problem, never a feeder problem. If you want the full breakdown of how these sections differ across machine designs, our guide to folder gluer machine types covers straight-line, crash-lock, and 4/6-corner builds. Board choice matters too, a folding-carton operator and a corrugated operator face different score and crush behavior, a difference we cover in corrugated versus cardboard board.
Job Setup and Makeready: From Work Order to First Good Carton
Setup, also called makeready or changeover, is the operator skill that separates a productive line from a slow one. Its goal is to move from the previous job to the first good carton of the next job in as few minutes, and as little scrap, as possible. Every minute spent in changeover is a minute the machine isn’t producing, so plants track changeover time against run time as a core efficiency metric.
How long does a folder gluer changeover take?
It depends heavily on box style and machine generation. A repeat straight-line job on a well-documented line can be set in a handful of minutes; a first-time specialty box, a 4/6-corner box with multiple glue points, can take far longer because more carriers, hooks, and glue heads have to be positioned and proven. Documentation is the single biggest lever an operator controls: a per-box logbook that records the exact settings for each repeat job turns a 45-minute hunt into a 10-minute recall. Companies that standardize setups this way report meaningfully shorter changeovers and fewer “tune until it works” scrap pieces.
The 8-Step Makeready Sequence
- Read the work order and die: box style, board, blank size, glue-lap location, run quantity.
- Pull the logbook record for the job (or open a new one).
- Set the feeder gap and side guides to the blank width.
- Position the fold plates, hooks, and folding belts for the box style.
- Set glue heads/wheels to the glue-lap location and switch on glue (cold or hot melt).
- Set compression-section pressure and dwell for the board caliper.
- Run 5–10 test blanks at low speed; check square, glue, and pop-open.
- Ramp to run speed, recheck, then release the first good carton and log the settings.
One practical scenario shows why the sequence matter. An operator changing over to an unfamiliar auto-bottom box skipped the low-speed test and ramped straight to production. His fold looked fine, but the glue lap sat 2 mm off the panel edge, and at speed the squeeze-out smeared onto the printed face. By the time a packer noticed, several hundred boxes were contaminated, scrap that two minutes of low-speed testing would have caught. It’s a lesson operators repeat: prove the box slow before you trust it fast.
Calibration and Adjustment: Squaring the Box and Dialing In Glue
Calibration is where setup becomes craft. Two things have to be right at the same time: the box has to fold square, and the glue has to land in the right place in the right amount. Get one without the other and you still ship a defect.
Squaring the carton. A box is square when opposite panels register and the finished carton sit flat without rocking. An operator corrects skew, the “fishtail” where one panel run ahead of the other, by adjusting the folding-belt timing and the carrier guides so both halves arrive at the glue lap together. Higher line speed magnifies any small misalignment, so a box that look fine at crawl speed can fishtail at full speed; this is why calibration is always proven at run speed, not just at setup speed.
Dialing in glue. That glue bead has to sit on the glue lap, not on the panel face, and there has to be enough of it to bond without squeeze-out. A choice between cold glue and hot melt drives how the operator sets this up.
| Factor | Cold glue (water-based PVA) | Hot melt (EVA) |
|---|---|---|
| Set time | Slower; needs compression dwell | Fast; open time typically under ~10 seconds |
| Best board | Porous, uncoated paperboard | Coated stock and high-speed lines |
| Operator watch-out | Warps board if over-applied | Stringing/charring if tank runs too hot |
| Typical use | Standard folding cartons | Crash-lock bottom cartons, fast closures |
📐 Engineering Note
Place the glue bead roughly 3–5 mm inside the fold edge of the glue lap, not on the edge itself. This leaves room for the bead to spread under compression without squeezing out onto the visible panel. Aim for a continuous bond line that covers the majority of the lap, a starved bead bonds the edges but let the center pop open. Verify on real product, because the right amount is “enough to fully bond with no squeeze-out,” which varies with board, glue, and speed rather than a single fixed number.
How much glue is enough on a carton?
Most operators give an honest answer here: as little as will pass the bond test, and no more. Over-gluing wastes adhesive, warps board, and causes squeeze-out; under-gluing causes pop-open in the field. Finding the floor is empirical, reduce the bead step by step and pull boxes for a fiber-tear check until you reach the point where the bond still tears fiber every time. That bead is your minimum. This is exactly the “how little glue can we use?” question that production teams test for, because adhesive is a real line cost at volume.
Daily Quality Checks: The First-Off and In-Process Routine
Quality control on a folder gluer isn’t a final-inspection job, it’s a first-off-and-then-hourly habit. An operator’s check is what stops a glue drift or a fold shift from turning into thousands of bad boxes before anyone downstream notices. Most reliable operators run the same short routine every time, which is worth naming so a crew can standardize it.
The First-Off 6-Point Check
- Square: box sits flat, opposite panels register, no rock.
- Bond: peel the glue lap, it should tear fiber, not peel clean (fiber-tear test).
- Coverage: glue runs the full lap with no skips or starvation.
- Fold quality: no fishtail, no cracked or crushed scores.
- Cleanliness: no squeeze-out on the printed face.
- Count/skid: correct shingle and count out to packing.
That bond step is the one operators sometimes skip, and it is the one that matters most. An objective method is the fiber-tear test: peel the glued lap apart and look at the failure surface. If the board fibers tear and stay stuck to the glue, the bond is stronger than the board, that is a pass. If the glue peels clean off the surface, the bond failed and the box will pop open in transit. Converting standards formalize this in test methods such as TAPPI T 840, the method for testing adhesives used in the glued lap joints of corrugated fiberboard containers, and the related TAPPI/ANSI T 821 pin-adhesion method for board bond strength.
There’s a lesser-known operator trick worth keeping in the kit on starch-bonded corrugated: an iodine stain turns starch adhesive dark, so brushing diluted iodine across a separated joint make glue coverage and skips visible to the eye, the basis of TAPPI method T 610 for adhesive distribution. It’s a fast way to confirm you’re actually laying a continuous bead and not relying on a bead that only looks continuous from the operator’s seat. Most competitor guides never mention it, yet it answers the everyday question of whether coverage is real or assumed.
“New operators chase speed. The ones who last learn that the first-off check is the speed, catch the drift on box six and you never lose box six thousand.”
Common Folder Gluer Defects and How Operators Fix Them
Most folder gluer defects map to a predictable cause and a first corrective action. Experienced operators carry this map in their head; new operators benefit from having it written down. Below is a working defect-to-fix reference, diagnose the symptom, check the listed cause first, and adjust from there.
| Defect | Most likely cause | Operator’s first fix |
|---|---|---|
| Fishtail (skewed fold) | Folding-belt timing / carrier guides out of sync | Re-time belts; reset guides to blank width |
| Pop-open / weak bond | Glue starvation or too little compression dwell | Increase bead; raise compression pressure/time |
| Glue skips | Clogged nozzle/wheel or wrong gun timing | Clean head; re-time glue trigger to lap |
| Squeeze-out on face | Bead too large or placed too near panel edge | Reduce bead; move bead 3–5 mm onto the lap |
| Double-feed / jam | Feeder gap too wide; warped blanks | Narrow feed gap; check blank stack for bow |
| Cracked scores | Dry board or scores breaking against the grain | Ease pre-break; check board conditioning |
Two patterns are worth internalizing. First, a jam is rarely random, a line that jams repeatedly usually has a feeder or blank-quality issue behind it, and clearing the jam without fixing the cause just buy a few minutes. Second, defects cluster by board: a straight-line folder gluer on thin carton stock fishtails differently than a corrugated box gluing line, where crush and warp dominate. Reading the defect back to the board and the section is the habit that turn a reactive operator into a reliable one.
Safety, Adhesive Handling, and Housekeeping
A folder gluer is a fast machine with nip points, moving belts, and, on hot-melt lines, heated adhesive. Operator safety is governed by real standards, not shop folklore. Under U.S. rules, the general machine-guarding requirement of OSHA 1910.212 requires guards on moving parts during normal production, and the lockout/tagout standard OSHA 1910.147 requires hazardous energy to be locked out before anyone reaches into the machine to service it or clear a deep jam. OSHA has specifically addressed how these standards, together with the ANSI B65 machine-design standards, apply to printing and converting presses.
Two safety myths are worth correcting, both of which come up whenever operators field questions from outside the trade. First is the glue-fume myth: water-based PVA cold glue is low-odor and low-VOC, and the strong “glue smell all day” people imagine usually doesn’t apply; hot-melt EVA is run hot, so the real adhesive concern is burns and tank temperature management, handled with gloves and following the adhesive’s safety data sheet rather than respirators. Another myth is that the danger is the glue, in practice the serious hazards are the mechanical pinch points and the urge to clear a jam while the machine is live. One discipline prevent the worst injuries: lock it out before you reach in.
⚠️ Important
The most common serious-injury scenario on converting equipment is reaching into a running machine to clear a jam or wipe a glue head. If a guard is open or your hand goes past the guard line, the machine should be locked out first — every time, regardless of how quick the fix looks.
Skills, Training, and the Operator Career Path
Folder gluer operators are part of the printing-and-converting machine-operator workforce, which the U.S. Bureau of Labor Statistics tracks within production occupations. According to the BLS Occupational Outlook Handbook, the median annual wage for production occupations was $45,960 in May 2024, with printing machine operators typically learning the role through on-the-job training rather than formal schooling. Wages vary by region and shift, overnight and specialty-line operators often earn more, and BLS projects overall production employment to decline modestly through 2034 even as roughly 963,400 openings appear each year, mostly to replace workers who leave.
Do you need a certification to run a folder gluer?
No formal certification is required to become a folder gluer operator in most plants, the role is learned hands-on, usually by running alongside an experienced operator before taking a line solo. That said, training quality is the single biggest predictor of whether an operator run clean. A recurring failure pattern in the field is the 24/7 plant where overnight crews never overlap with the trainer, so they’re left to figure out new box styles alone; the result is more scrap and more claims on those shifts. Skills that actually carry an operator forward are diagnostic: reading a defect back to its section, documenting setups in a logbook, and knowing the bond test cold. Those transfer directly into lead-operator and supervisor roles.
The “is it just mindlessly repetitive?” question that outsiders ask misses how the job actually feel to people who do it well. Routine production is rhythmic, but every changeover is a fresh setup problem, and a line that run new box styles keeps the work varied. Operators who stay describe it as a craft of small, constant adjustments rather than a single repeated motion.
Industry Outlook: Automation, Inline Inspection, and the Evolving Operator Role
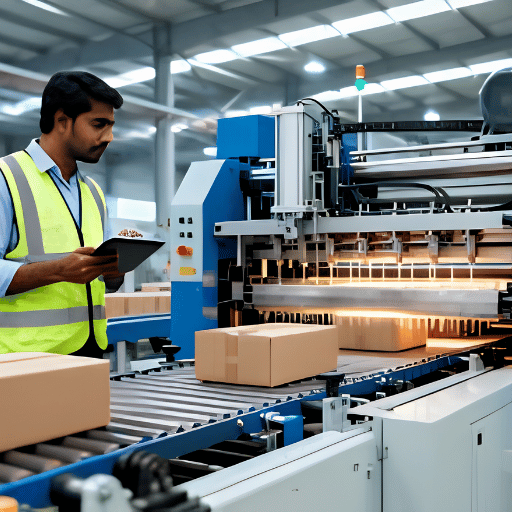
Folder gluer operator work isn’t disappearing, but as of 2025–2026 it’s shifting from manual adjustment toward monitoring and verification. Three changes are driving that shift, and operators planning their next few years should track all three.
Inline quality inspection. New lines increasingly ship with vision systems, high-resolution cameras and laser sensors, that watch every box in real time for glue omissions, fold errors, and print defects, then automatically eject the bad ones without stopping the line. That moves the operator’s quality role from “pull a sample every hour” toward “manage the exceptions the camera flags,” and it raises the value of an operator who understands why a defect happens, not just that one occurred.
Job-recipe memory and auto-setup. Modern machines store job data on a touch screen: enter the blank size and the feeder, pre-folder, gluing disc, and folding section move themselves to the saved positions in minutes, and stored orders can be recalled and re-run automatically. This compresses changeover, the operator’s historically hardest skill, and shifts the value from manual carrier-setting toward judgment about which recipe to trust and when to override it. An automatic folder gluer with stored recipes makes a less-experienced operator productive faster, but it doesn’t replace the bond test or the first-off check.
What to do about it. If you’re an operator or a plant planning equipment for 2026, the practical move is to treat QC judgment and setup documentation as the durable skills. Cameras and servo auto-setup handle the mechanical repetition; the operator who can interpret an inspection reject, keep a clean logbook, and run a fiber-tear test by feel is the one who stays valuable as the line automates around them.
From a machine-builder’s vantage point, the plants getting the most out of automation are the ones that pair it with operator habits, not the ones treating it as a replacement for them. A stored recipe gets you to a fast first carton; a trained operator is still the one who confirm that carton is square and bonded before the run is released.
Frequently Asked Questions
Q: What is a folder gluer?
View Answer
A folder gluer is a converting machine that folds and glues flat die-cut blanks into finished cartons in one pass — the step between die-cutting and packing.
Q: Is being a folder gluer operator a hard job?
View Answer
It is physically steady but mentally active. Running known boxes is routine, but every changeover is a fresh setup challenge, and catching glue or fold drift early takes real attention. Most operators describe it as a craft of constant small adjustments rather than a single repeated motion.
Q: What is the difference between a folder gluer and a folder-gluer packer?
View Answer
A folder gluer folds and glues the box itself. A folder-gluer packer is the separate downstream equipment that collects, counts, and cases the finished boxes for palletizing. Many plants discover that this packing stage — or the feeding stage at the front of the line — is the real production bottleneck, not the glue head everyone tends to blame first when output falls short.
Q: Do folder gluer operators do mechanical repairs?
View Answer
Operators handle routine adjustments, jam clearing, glue-head cleaning, and minor maintenance. Major mechanical or electrical breakdowns usually go to a maintenance technician — but the operator is often the first to diagnose what failed and why.
Q: What causes a carton to pop open after gluing?
View Answer
Pop-open is a bond failure, usually from glue starvation, a bead placed wrong on the lap, or too little compression dwell while the glue set. The check is the fiber-tear test: a proper bond tears board fiber when peeled instead of separating clean.
Q: How dangerous is it to operate a folder gluer?
View Answer
With guards in place and lockout/tagout followed, it is a routine industrial job rather than a high-risk one. Most serious incidents trace to two behaviors: reaching into a running machine to clear a jam or wipe a glue head, and careless handling of hot-melt adhesive that causes burns. Both are controllable. OSHA machine-guarding (1910.212) and lockout/tagout (1910.147) rules exist precisely to engineer those hazards out, and a trained operator who respects the guard line and the lockout step works safely day in and day out.
Specifying a folder gluer your operators can actually run clean?
Request a Folder-Gluer Quote →
Prefer to start small? Ask us for the printable First-Off 6-Point Check and the 8-step makeready sheet.
Why We Wrote This
Cenwan Machine builds folder gluers, so we see the same thing across the carton plants we supply in 40-plus countries: the machine matters, but the operator’s setup judgment and daily quality checks decide whether a line runs clean. We wrote this to put the setup, glue calibration, and first-off routine an operator relies on in one place, with the OSHA, BLS, and TAPPI references most operator guides leave out.
References & Sources
- 29 CFR 1910.147, The Control of Hazardous Energy (Lockout/Tagout)U.S. Occupational Safety and Health Administration
- 29 CFR 1910.212, General Requirements for All MachinesU.S. Occupational Safety and Health Administration
- Applicability of Machine Guarding and Lockout/Tagout to Printing Presses (ANSI B65)U.S. Occupational Safety and Health Administration
- Occupational Outlook Handbook, Production OccupationsU.S. Bureau of Labor Statistics (May 2024)
- Test Method T 840, Adhesives in Glued Lap Joints of Corrugated Fiberboard ContainersTAPPI
- Test Method TAPPI/ANSI T 821, Pin Adhesion of Corrugated BoardTAPPI
Related Articles
Reviewed by the Cenwan Machine engineering team.