Get in touch with Cenwan Machine Company

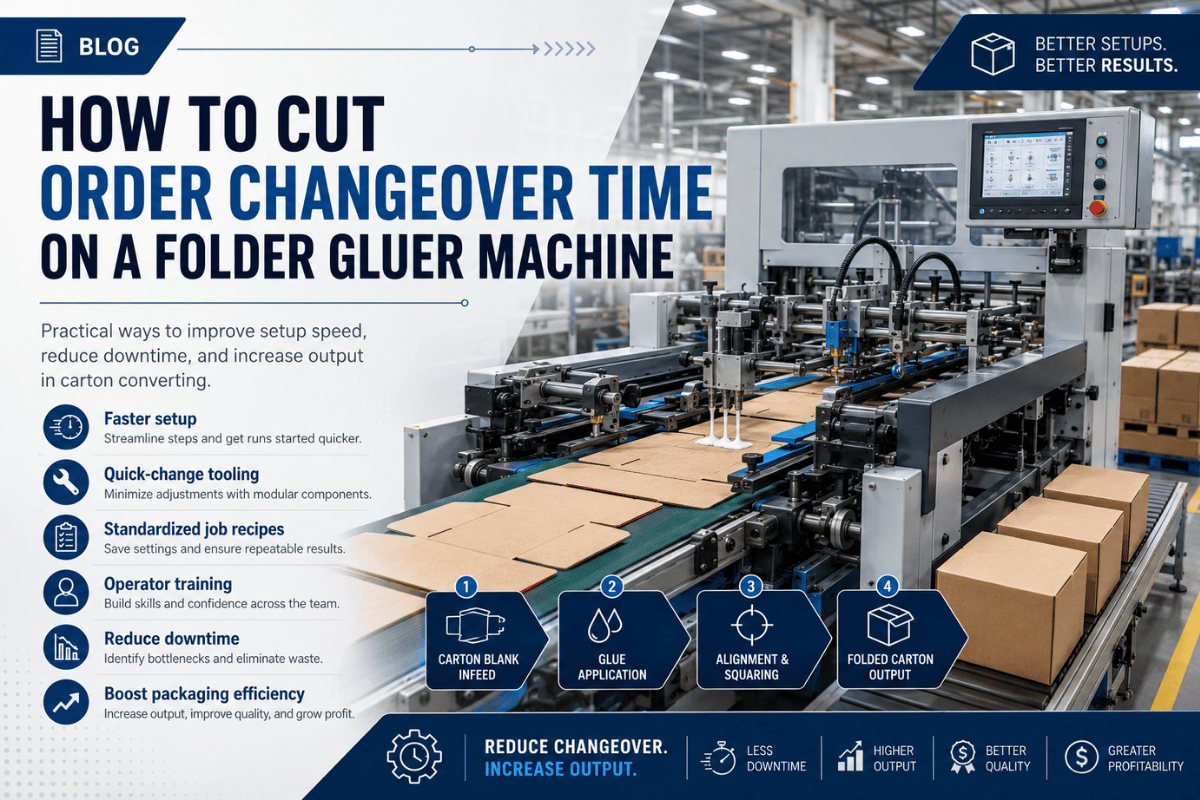
Order changeover time on a folder gluer machine is the gap between your last good box of one job and your first good box of the next. On short runs, that gap quietly eats more capacity than slow running speed ever will. This guide show you how to cut order changeover time on a folder gluer machine using the same setup-reduction method Toyota built lean manufacturing on, broken down into a four-block audit, a box-style difficulty ladder, and a payback worksheet you can run on your own line this week.
Changeover at a Glance
| What “changeover time” means | Last good box of Job A → first good box of Job B |
| SMED target | Single-digit minutes (under 10 min) for a like-for-like style change |
| Biggest lever | Convert internal setup (machine stopped) into external setup (machine still running) |
| Hardest box styles | Crash-lock bottom and 4/6-corner (more sections, tighter registration) |
| How you hold the gain | A written changeover SOP + tracked changeover time tied to OEE availability |
What Counts as “Changeover Time” on a Folder Gluer?
Changeover time is the interval between the last good box produced on the previous order and the first good, sellable box produced on the next order. That definition matters because most operators only count the obvious part, physically moving guides and belts, and ignore the clock that keep running while they hunt for a glue pot, wait for a sample to be approved, or re-feed a jammed blank. Everything between those two good boxes is changeover, whether a hand is on a wrench or not.
It helps to separate two words people use interchangeably. Changeover is the whole job-to-job transition. Makeready is the slice of that transition spent dialing in the machine, setting the gluing section, squaring the folding section, getting registration right, until output is consistent. You reduce changeover time by attacking both: the makeready itself and the waiting, walking, and searching wrapped around it.
How Long Should a Folder Gluer Changeover Take?
There’s no single right number, because a straight-line carton on the same board you just ran is a different animal from a crash-lock bottom in a new caliper. As a working frame: a like-for-like style change on a well-organized line should land in single-digit minutes, a moderate style change in the 10–30 minute range, and a full style-plus-material change can run 45 minutes to over an hour on an older machine with manual adjustment. Those bands are typical field ranges, not a standard, the point isn’t to hit a benchmark someone else set, but to measure your own changeovers, sort them by box style, and shrink the worst offenders. A modern folder gluer machine with stored recipes compresses all three bands.
💡 Key takeaway
If your changeover log only records “wrench time,” you are measuring makeready, not changeover. Start the clock at the last good box and stop it at the next good box — the number usually doubles, and that hidden half is where the easy wins live.
What Slow Changeovers Actually Cost You
Before you spend a dollar fixing changeover, put a dollar figure on the problem, that number is what justifies the project to whoever signs off. This math is simple and the result is usually uncomfortable. Changeover is lost production time, so it shows up directly as an availability loss in your Overall Equipment Effectiveness (OEE), where setup is one of the classic “Six Big Losses.” Every minute the machine is stopped to change over is a minute it can’t make sellable boxes.
The Changeover Payback Worksheet
Run this with your own numbers, it’s the link-bait other plants quietly copy:
- A, fully-loaded line cost per hour (machine + operators + overhead), e.g. your finance team’s machine-hour rate.
- B, average changeover length in minutes, measured last-good to first-good.
- C, number of changeovers per day.
- D, working days per year.
- Annual changeover cost = (A ÷ 60) × B × C × D.
- Recovery from a 50% cut = that figure × 0.5.
Work an illustrative case: a line costing $180/hour, averaging 35-minute changeovers, four changeovers a day, 250 days a year, burns roughly $105,000 a year in changeover. Halve the changeover and you hand about $52,000 back to the plant, with zero extra capacity, zero new hires, and the same machine. Those input numbers are placeholders; the discipline is plugging in your figures. As short-run, multi-SKU work grows, C climbs and the case for fixing changeover gets stronger every quarter. If you want a structured version for an automated line, our labor-savings payback calculator follows the same logic with staffing built in.
The SMED Method: Split Internal vs External Setup
Most “10 tips” lists fail because they hand you tactics without a framework to organize them. That framework is SMED, Single-Minute Exchange of Die, developed by industrial engineer Shigeo Shingo and central to the Toyota Production System. SMED’s target is blunt: get changeover into the single digits, under 10 minutes, by treating setup as a process to be engineered rather than a chore to be hurried. The Lean Enterprise Institute and the NIST Manufacturing Extension Partnership both teach the same backbone, and four decades of academic setup-reduction studies confirm it works across machine types.
What Is the Difference Between Internal and External Setup?
Internal setup is any task you can only do while the machine is stopped, squaring the folding section, repositioning carrier bars, threading a new blank. External setup is any task you could do while the previous job is still running, staging the next order’s blanks, mixing and loading glue, pulling the recipe, laying out tools. By far the most powerful move in SMED is to convert internal tasks into external ones, because external work happens on the clock you’re already paying for, not on the stopped machine. Studies of setup reduction routinely find that simply separating and converting these two categories, before buying any new hardware, cuts changeover substantially.
SMED runs in three stages: separate internal from external, convert as much internal to external as possible, then tighten whatever internal work is left. To apply it to a folder gluer without drowning in a 40-line task list, group the work by machine block.
The 4-Block Setup Audit
Walk one changeover and tag every task internal (I) or external (E) inside each block:
- Feederblank staging, side-guide and pile-height settings. Most staging is convertible to external.
- Folding sectionguide rails, carrier bars, ploughs, hooks. Largely internal, but pre-positioning and presets shrink it.
- Gluing sectionnozzle/wheel position, adhesive type and volume, pattern. Mixing and loading glue is external; aiming is internal.
- Delivery / compressionbelt speed, pressure, ejection. Often the most overlooked block.
“The biggest single gain on most lines isn’t a faster wrench, it’s moving work off the stopped machine. Once a crew sees that staging blanks and mixing glue can happen while the current job still runs, the changeover number drops before you’ve touched the hardware.”
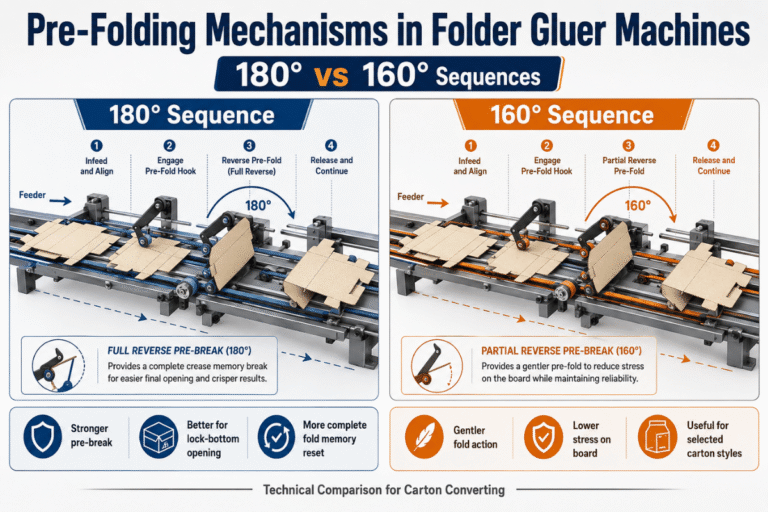
So what? This 4-Block Setup Audit turns a vague “go faster” into a list of specific tasks you can move, eliminate, or pre-stage, and it tells you exactly which block to automate first if you later invest. Those folding and gluing blocks interact with fold geometry, which is why understanding your pre-folding mechanisms and fold sequences pays off when you tighten stage three.
Machine-Level Levers That Cut Setup Time

Once you’ve separated internal from external work, hardware features decide how fast the remaining internal tasks go. These are the levers worth prioritizing, on the machine you own now, and on the spec sheet for your next one.
- ✔Tool-less adjustmenthand-set guides, belts, and rails with no spanner hunt. Removes the single most common time-sink in manual setup and makes new operators productive faster.
- ✔Preset / recipe memorystore a known-good setup per box and recall it in one action. This converts a long internal dial-in into a near-instant recall and kills the run-to-run variation that creeps in when operators set by feel.
- ✔Pre-set carrier bars and ploughsgraduated scales and quick-lock positions so the folding section lands on a number, not a guess.
- ✔Registration aids and a fast first-article checkthe sooner you confirm a square, well-glued box, the sooner the changeover clock stops.
This is where machine choice and setup discipline meet. We build our automatic folder gluer and high-speed folder gluer lines around stored-recipe recall and tool-less changeover precisely because the math in the previous section is real, on multi-SKU work, recall-driven setup is worth more than raw top speed. If you’re weighing models on changeover capability, our model selector tool sorts machines by the features above.
📐 Engineering Note
Registration sensitivity scales with speed. As line speed rises, a fixed mechanical misalignment translates into a larger lateral skew per box, so the same loose side-guide that’s harmless at 150 m/min throws jams at 300 m/min. When you tighten setup on a high-speed line, pull in the first-article tolerance, confirm side-seam glue lap within roughly ±1 mm before you call the changeover complete, rather than accepting “close enough” at low speed and discovering the drift after a thousand bad boxes.
How Changeover Time Varies by Box Style

Not all changeovers are equal, and treating them as if they were is why scheduling goes wrong. Changeover difficulty tracks how many machine sections and tooling changes a box style engages, and how tight its registration is. Public minute-by-minute tables for this don’t exist, so the ladder below rank relative setup effort by mechanical complexity, cross-referenced to FEFCO box-style codes. Treat the time bands as typical field ranges to calibrate against your own log, not as fixed standards.
| Box style (FEFCO) | Sections engaged | Relative changeover effort |
|---|---|---|
| Straight-line / RSC (0201) | Single side-seam glue, minimal folding | ★ Lowest — shortest setup |
| Lock-bottom / snap-lock (0215) | Adds bottom-forming ploughs/hooks | ★★ Moderate |
| Crash-lock / auto-bottom (0713) | Pre-folding + bottom hooks + tight registration | ★★★ High |
| 4-corner / 6-corner | Multiple glue points + extra folding stations | ★★★★ Highest — most registration-sensitive |
The Box-Style Changeover Ladder turns into a scheduling decision the moment you accept that a crash-lock-to-4-corner jump costs far more setup than a straight-line-to-straight-line repeat. FEFCO 0713 crash-lock boxes are popular exactly because they assemble fast downstream, but that bottom geometry is what makes their changeover slow on the gluer. Knowing the relative effort let you batch and sequence deliberately (next section) and pick the right machine: dedicated straight-line folder gluer work stays on a simple line, while crash-lock bottom and 4/6-corner folder gluer runs justify the machines built for them. For a full breakdown of which machine suits which style, see our guide to folder gluer machine types.
Build a Standard Changeover Routine Operators Actually Follow
A fast changeover that only one operator can do isn’t an improvement, it’s a single point of failure. A classic symptom shows up at shift change: each operator run their own setup, so a new shift often re-does a setup that was already good. One industry veteran described watching the same job get re-set every time the crew rotated, simply because no written standard existed. What fixes that’s standardized work, a documented, repeatable routine that any trained operator executes the same way.
- ✔A per-box setup sheetrecipe number, guide positions, glue settings, and the first-article check, recorded once and reused.
- ✔A shadow boardevery changeover tool has one labeled home, so no one walks the floor hunting a wrench mid-setup.
- ✔Parallel two-person changeoverfor hard styles, split feeder/gluing work between two people so internal tasks run concurrently, not in series.
- ✔A first-article gateone defined “good box” check before the run starts, so the clock stops on a real standard, not a hopeful glance.
⚠️ The most common mistake
Prepping glue, blanks, and tools after the machine stops. That is external work being done as internal work — the exact error SMED exists to kill. Stage everything for the next job while the current one still runs, and a chunk of your changeover disappears for free.
Sequence Jobs So You Change Over Less, and Faster

Your cheapest changeover is the one you never make. Scheduling controls both how often you change over and how hard each change is. Group similar box styles and similar board calipers back-to-back, and you turn expensive style-plus-material jumps into cheap like-for-like repeats. One practical rule from high-mix plants: don’t alternate a straight-line, an auto-bottom, a straight-line, an auto-bottom, run the straight-lines together, then the auto-bottoms together, so the machine settles instead of thrashing.
Sequencing decision aid (by box style + board)
- Same style, same board → run consecutively, near-zero changeover.
- Same style, different board → group by ascending caliper to minimize re-tuning.
- Different style, same board → cluster by the ladder above, simple to complex.
- Different style, different board → schedule last and least often; this is your most expensive jump.
Here’s the contrarian catch most “batch it all” advice misses: bigger batches cut changeover frequency but inflate work-in-process inventory and lengthen lead times, which is the opposite of what a short-run, e-commerce customer wants. Lean theory treats large batches as a cost, not a free win. The right answer is a balance point, batch enough to keep changeover sane, but not so much that finished boxes sit on the floor waiting for a truck. As SMED drives your changeover toward single digits, that balance point shifts toward smaller batches, because cheap changeovers make short runs affordable. That’s the whole strategic prize: fast changeover doesn’t just save setup minutes, it unlocks a smaller, more responsive batch size.
Measure It or It Won’t Stick: Tracking Changeover and OEE
Improvements that aren’t measured quietly erode. To make changeover gains permanent, time every changeover the same way, last good box to first good box, and log it against the box style. A stopwatch and a shared sheet beat a sophisticated system you don’t actually fill in. Over a few weeks the pattern is obvious: which styles, which shifts, and which steps eat the time.
Then connect it upward. Changeover is an availability loss in OEE, where availability is run time divided by planned production time. Under the ISO 22400 framework for manufacturing KPIs, every minute you move from changeover into running raises availability and, with it, total OEE, giving you a single number leadership already tracks to prove the project worked. Set a target (for example, cut average crash-lock changeover by 40% this quarter), put the weekly number on a board, and the gains hold because everyone can see them.
💡 Key takeaway
Tie changeover minutes to OEE availability and you convert a shop-floor metric into a boardroom one. That translation is what keeps a setup-reduction program funded after the initial enthusiasm fades.
What’s Changing: Servo Automation and Single-Digit-Minute Changeover

Two forces are pushing changeover up the priority list in 2026. First, demand: industry trend trackers name faster changeovers and multi-SKU production alongside chronic labour shortages as the top pressures on packaging lines this year. E-commerce has shifted the work from long runs of one box to short runs of many, so changeover, not top speed, is now the throughput ceiling and the single biggest lever on line productivity and efficiency. Second, supply: the folder gluer machine market, estimated around USD 678 million in 2025 and growing at roughly a 6–7% CAGR through the early 2030s by industry market research, is adding capacity built around exactly this problem.
On the supply side, servo-driven, recipe-based setup is the technology answer: fully servo folding and gluing sections that recall a stored job and reposition themselves, turning what used to be a 30-minute manual dial-in into a push-button recall and a quick first-article check. This is the long-run destination of the SMED logic in this guide, automation converts internal setup into something close to instantaneous. If you’re planning capacity for 2026–2027 and your mix is trending toward shorter, more varied runs, weigh changeover capability as heavily as running speed. A faster machine that changes over slowly will lose to a moderate machine that changes over in single digits on a high-mix schedule. Our high-speed line payback calculator helps model that trade-off before you commit.
Frequently Asked Questions
Q: What is a good changeover time for a folder gluer?
View Answer
It depends on the box style and whether the material changes. A like-for-like style change on an organized line should reach single-digit minutes; a moderate style change typically runs 10–30 minutes; a full style-and-material change can take 45 minutes or more on a manual machine. Measure your own changeovers by box style rather than chasing one universal number.
Q: What is SMED in simple terms?
View Answer
SMED (Single-Minute Exchange of Die) is a setup-reduction method that aims to get changeover under 10 minutes. You separate tasks you can only do when the machine is stopped (internal) from tasks you can do while it still runs (external), then move as much work as possible to external and tighten the rest.
Q: Do tool-less adjustments really save that much time?
View Answer
Yes. Tool-hunting and spanner work are pure internal time, so removing them shortens every changeover and helps newer operators.
Q: Why are crash-lock bottom changeovers slower?
View Answer
A crash-lock (auto-bottom) box engages pre-folding, bottom hooks, and tighter registration than a straight-line carton, so more sections of the machine must be set and verified. The same bottom geometry that makes the box assemble quickly downstream is what makes its setup on the gluer more involved.
Q: How much downtime does a slow changeover cause per shift?
View Answer
Multiply your average changeover length by the number of changeovers in the shift. Four 35-minute changeovers, for instance, is over two hours of lost run time in a single shift — time that shows up directly as an OEE availability loss. Run the Changeover Payback Worksheet above with your numbers to see the annual figure.
Q: Can I cut changeover time on an older machine without buying a new one?
View Answer
Absolutely, and most of SMED costs nothing at all. Separating internal from external setup, staging the next job’s blanks and glue before the machine stops, writing a per-box setup sheet so any operator repeats the same recipe, adding a shadow board so no one walks the floor hunting tools mid-changeover, and sequencing jobs by box style to avoid expensive style-plus-material jumps all work on equipment you already own. Plants routinely cut changeover by a meaningful margin before spending a dollar on capital. When you do eventually invest, servo recipe-recall hardware then compounds those gains rather than substituting for the discipline — which is why the order matters: fix the method first, buy the machine second, and you get the return from both instead of paying for automation that papers over a messy process.
Spec a Folder Gluer Built for Fast Changeover
Tell us your box mix and run lengths, and we’ll match you to a recipe-recall, tool-less line sized for your changeover targets.
Why We Wrote This
Cenwan Machine builds folder gluer machines for corrugated and folding-carton plants in 40+ countries, and changeover time is the question our customers raise most often once their order mix shifts toward shorter runs. We wrote this to give a real method, SMED applied block by block, instead of another generic tips list, because the box-style and sequencing decisions here are the ones that actually move the number.
References & Sources
- Lean and Process Improvement, Quick Changeover / Setup ReductionNIST Manufacturing Extension Partnership
- Single Minute Exchange of Die (SMED)Lean Enterprise Institute
- A Setup Reduction Methodology from Lean ManufacturingAuburn University, Dept. of Industrial & Systems Engineering
- Lean Manufacturing: A Primer on Techniques and ImplementationNew Jersey Institute of Technology
- FEFCO Code, International Corrugated Packaging Design SystemFEFCO (European Federation of Corrugated Board Manufacturers)
- Overall Equipment Effectiveness: Consistency of the ISO 22400 StandardComputers & Industrial Engineering (Elsevier)