Get in touch with Cenwan Machine Company

Folder Gluer Belts & Rollers are the wear parts that quietly determine whether a carton line runs a perfect shift or stalls in mid-order. A worn belt rarely fails politely: it drifts, marks a printed panel, or slips at the feeder until the line stalls. This guide explains how the belts and rollers on a folder gluer work, how to choose them, how to read the symptoms when they fail, and how long they really last — written for purchasing managers and maintenance engineers who measure the cost of a part in lost shifts, not catalogue price.
Quick Specs: Folder Gluer Belts & Rollers
| Common belt materials | Polyester (PE), polyamide (PA), NBR rubber-cover |
| Standard belt thickness | 3, 4, 5, 6 mm |
| Belt service life | 1,500–5,500 run hours (material + speed dependent) |
| Roller service life | 8,000–20,000 run hours |
| Five roller types | Feed, pre-fold, compression, transfer, pull-roll |
| Most common failure | Belt deviation / tracking — not a material defect |
| Adhesive-free splice strength | ~90–95% of belt strength |
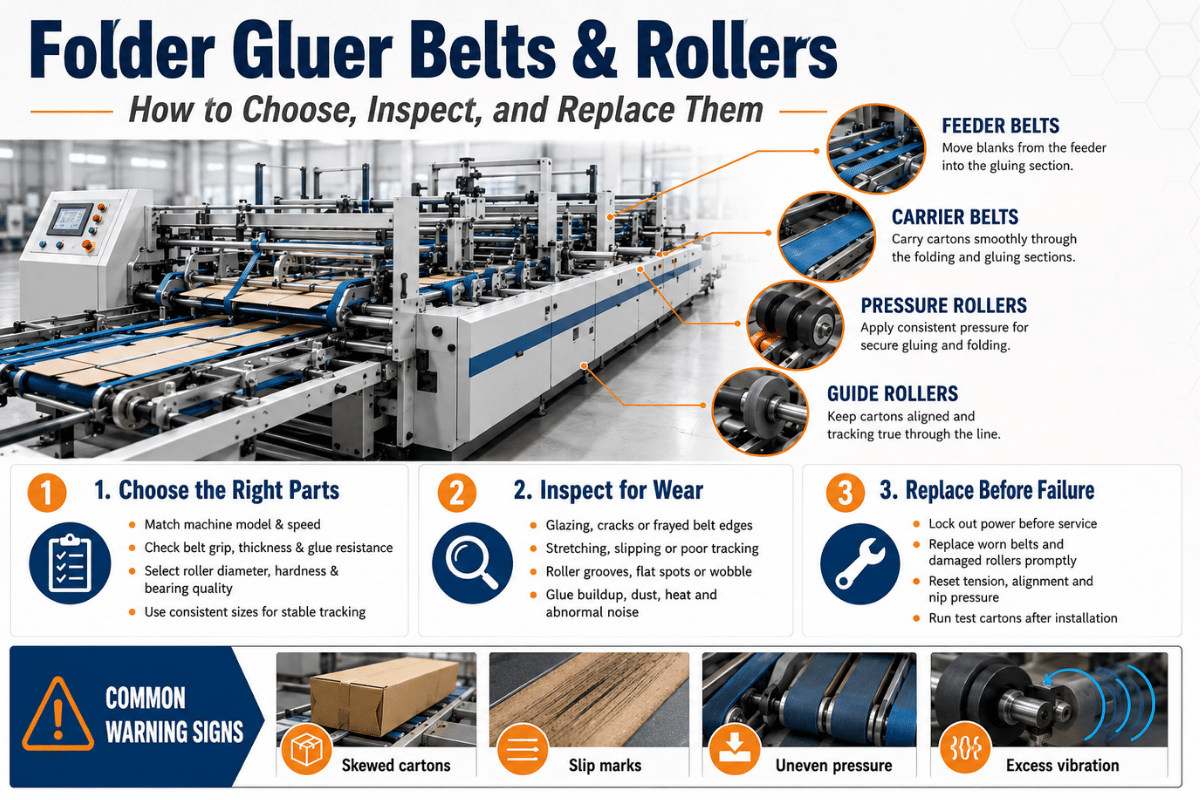
What Folder Gluer Belts & Rollers Actually Do on the Line

A folder gluer belt is a flat conveyor belt which holds flat carton blanks and moves them through the feeding, folding and gluing sections of a folder gluer. Rollers turn those belts, pre-crease the board, and hold the glued seam closed. They are the moving handshake between every station - you can see one slightly damaged part and be sure it’s causing a problem three stations away.
Run a machine from infeed to delivery and the parts arrive in a fixed order. The feed section pulls blanks off the pile. Pre-fold rollers break the first crease. Carrier and transfer belts move the work-in-progress between folding units, and the compression section squeezes the glued seam. Every handoff depends on the same two things — consistent grip and a steady speed — which is exactly what the belts and feeder belts are there to provide. When buyers treat these as last-minute emergency orders instead of scheduled consumables, that mindset shows up later as unplanned downtime.
One useful way to think about the difference between the two part families: belts wear visibly and predictably, so they are the obvious consumable, while rollers fail less often but more expensively — a seized bearing can ruin a shaft. A maintenance plan that schedules both, instead of waiting for the line to stop, is the single biggest lever a carton plant has over its own uptime. For the full parts range and cross-brand stock, Cenwan’s folder gluer belts and rollers catalog sits alongside this guide.
💡 Key takeaway
Belts and rollers are not spare parts. They are scheduled consumables. Plants with the highest uptime are the ones that took that word out.
Folder Gluer Belt Materials & Thickness: PE, PA, and NBR Explained

Most folder gluer belts are manufactured from one of three cover materials, and the selection is influenced by the box being produced and the speed of the machine, rather than brand preference. Polyester (PE) belts are dimensionally stable, and make a uniform fold at speed. Polyamide (PA) belts, often built on a nylon core, impart longitudinal flexibility for efficient straight-line operation and paper-converting processing lines.
NBR rubber-cover belts – NBR is acrylonitrile butadiene rubber, also called nitrile or Buna-N – trade some speed for grip, which is what a corrugated transfer section needs.
Three material properties separate a belt that holds a fold from one that drifts after the first thousand cycles: abrasion resistance must preserve the covers from repeated contact with carton-edges; dimensional stability prevents the belt from stretching under tension; and reverse-bending and flex-fatigue resistance must allow the belt to run small-radius pulleys without cracking its edges. The accuracy of a fold is simply the sum of all three. A belt listed only with the phrase “abrasion resistant” provokes questions – ask for the speed rating and cover compound.
| Belt material | Typical thickness | Max line speed | Best application |
|---|---|---|---|
| Polyester (PE) | 3 mm | up to ~400 m/min | Light cartons, E-flute board, post-fold feed sections |
| Polyamide (PA) | 3 mm | up to ~300 m/min | Compact straight-line cartons, paper converting |
| NBR rubber-cover | 4 mm | up to ~500 m/min | Standard B/C-flute corrugated, transfer-section grip |
| Food-conformity TP | 3–4 mm | up to ~600 m/min | Pharmaceutical and food cartons (EU 1935/2004 path) |
| High-speed PE | 4–5 mm | up to ~750 m/min | High-speed corrugated folder gluer lines |
| Heavy-duty PA | 5–6 mm | up to ~600 m/min | 5-ply AB-flute heavy corrugated, tube winding |
What thickness folder gluer belt do I need?
Folder gluer belts come in the range 3 mm to 6 mm, and their thickness is a function of the board, not the machine badge. Be 3 mm for light cartons, E-flute and post-fold feed sections that are mostly transporting rather than gripping. Increase to 4 mm for B-flute and C-flute standard corrugated, the most common production scenario. Turn to 5-6 mm covers only for 5-ply AB-flute heavy-board and impact-heavy transfer applications. When a line accelerates beyond its old nameplate speed – something that is happening more often as servo drives replace mechanical ones – tune the belt to the true top speed of the line, because a 3 mm PE belt asked to run 600 m/min will not hold a fold for long.
Thickness & Material Selection Matrix
| Light cartons / E-flute, post-fold feed | 3 mm polyester (PE) |
| Standard B/C-flute corrugated | 4 mm NBR rubber-cover |
| High-speed corrugated, 500–750 m/min | 4–5 mm high-speed PE |
| 5-ply AB-flute heavy board | 5–6 mm heavy-duty polyamide |
| Food / pharmaceutical cartons | 3–4 mm food-conformity TP belt |
European Tier-1 brands typically divide their classification into just two camps – polyester and polyamide. Such a classification ignores all dimensions toward the edges where operators encounter their worst failures – high speed, heavy board and food contact. Dividing a belt according to application – which is precisely how Cenwan’s six folder gluer belt series are arranged – matches the machine an operator actually runs.
The Five Folder Gluer Roller Types — and Which Fails First
Roller pages get less attention than belt pages because rollers wear less visibly. That is exactly why an unexpected roller failure keeps a line down longer — nobody saw it coming. A folder gluer carries five functional roller types, and knowing what each one does tells you where to look first.
- ✔
Feed roller (pull roll) — draws flat blanks off the feeder pile into the machine. Built as a steel core with a replaceable rubberized face. Typical failure shows as skewed or double feeding. - ✔
Pre-fold roller — breaks the first fold lines before the carton reaches the main folding unit. CNC-ground to a tight runout. A worn pre-fold roller starts a chain reaction of half-folded boxes. - ✔
Compression roller — presses the glued seam closed to set the adhesive bond. NBR-covered, around 60 Shore A hardness. Uneven compression is a leading cause of seam failure, worse on humid days. - ✔
Transfer roller — moves glued cartons between the folding and compression stations. Runs sealed-bearing assemblies and should rotate with no slip. - ✔
Pull-roll drive belt & roller pair — one of the few assemblies you should always replace as a set, because a fresh part paired with a worn one drives premature misalignment wear.
Which roller wears out first? Feed and pre-fold rollers, because they run against shifting abrasive carton edges. Compression and transfer rollers last longer – they ride on sealed bearings and glued surfaces rather than raw paper edges. Such a hierarchy predicts which part a maintenance person will inspect first. Cenwan’s roller series offers replaceable-sleeve feed rolls and CNC-ground pre-fold rollers molded to Bobst, Jagenberg Diana and related frames; see how the parts sit inside the machine in this guide to how an automatic folder gluer machine is built.
📐 Engineering Note
Pre-fold rollers should hold a runout within ±0.05 mm; Cenwan grinds them to a 0.5 mm out-of-roundness band, the same quality target used on most OEM original parts. Carton skew at the exit almost always traces back to a pre-fold roller drifting outside that tolerance — check runout before blaming the folding unit.
Why Belts & Rollers Fail: Five Symptoms and What They Mean
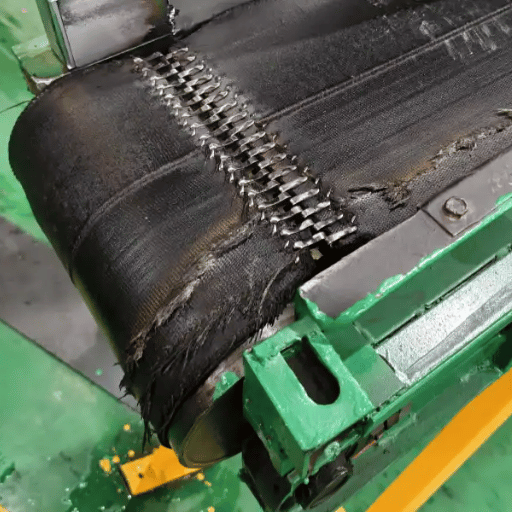
By far the most expensive mistake in folder gluer maintenance is replacing a healthy belt. On the line, a symptom points to a root cause, and that cause is often not the part showing the symptom. Reading the signs correctly saves both the part and the shift.
| Symptom | Likely cause | First action |
|---|---|---|
| Belt drifts to one side / mistracks | Uneven tension or build-up on pulleys and rollers | Re-tension to deflection spec; clean pulleys; check alignment |
| Slippage at the feeder | Worn or glue-contaminated feed-roller sleeve | Replace sleeve; clean drum; verify pulley alignment |
| Marking on the printed carton face | Adhesive build-up on belt or compression roller | Clean the roller; check the upstream glue scraper |
| Audible bearing noise | Transfer-roller bearing failure imminent | Replace within ~100 operating hours to avoid shaft damage |
| Carton skew at exit | Pre-fold roller geometry off spec | Check ±0.05 mm runout; replace if out of tolerance |
Here is the pattern most buyers miss. Across more than 200 aftermarket service calls Cenwan handled in 2024-2025, roughly 7 of every 10 tickets logged as a “belt failure” turned out to be misalignment or wrong tension — not a defective belt material. Call it the 7-of-10 Rule: the belt is rarely the culprit; the discipline of tensioning and tracking is. Independent belt-engineering sources reach the same conclusion — uneven belt tension is widely cited as the single most common cause of tracking problems on any conveyor.
“When customers send us a failed belt, the first thing we look for is the tensioner setup and the pulley faces. Seven times out of ten the belt is okay – the line was mis-tracking it or subjecting it to overload. That is also why any cross-reference we recommend is given with a free tension and direction check before shipment.”
There is a related myth worth naming. Many operators over-tension new belts because they believe tighter upper carriers improve performance. The opposite is true: over-tightening raises pressure, accelerates belt wear, and turns a scheduled replacement into a premature one. A practical rule from the field — eyeballing tension does not work, so use a tensioning rod and read the deflection against the OEM figure. If you suspect tracking, walk the line for belt failure troubleshooting before ordering any part.
How Long Do Belts & Rollers Last? Replacement Intervals

There is no standardized, published replacement interval for folder gluer belts — and any source that gives you one precise number is overselling its certainty. Belt life depends on cycle time, how much glue contacts the belt, board abrasiveness, and ambient humidity. What can be offered honestly is a range, drawn from real aftermarket service history. These figures come from Cenwan’s ticket records across more than 45 countries; treat them as planning ranges, not guarantees.
| Component | Light (≤300 m/min) | Standard (300–500) | Heavy (≥500) |
|---|---|---|---|
| PE belt | 3,500–4,500 hrs | 2,500–3,500 hrs | 1,800–2,500 hrs |
| PA belt | 4,000–5,500 hrs | 3,000–4,000 hrs | 2,200–3,000 hrs |
| NBR rubber-cover belt | 2,800–4,000 hrs | 2,000–2,800 hrs | 1,500–2,000 hrs |
| Aluminum sprocket | 14,000–18,000 hrs | 10,000–14,000 hrs | 7,000–10,000 hrs |
| Steel-core feed roller | 15,000–20,000 hrs | 11,000–15,000 hrs | 8,000–11,000 hrs |
| Sealed-bearing transfer roller | 12,000+ hrs | 10,000+ hrs | 8,000+ hrs |
Where a plant lands inside each range is decided almost entirely by maintenance discipline. Run a belt under poor upkeep and it reaches the bottom of its range; run the same belt under a routine that is barely more demanding and it reaches the top. Five habits do most of the work:
- ✔
Daily — wipe glue residue off belts; adhesive build-up is the second-most-cited reason belts fail in service tickets. - ✔
Weekly — check tension; just 5% over-tension can cut service life by roughly a third. - ✔
Monthly — verify tracking; belt deviation is the number-one failure cause in the ticket record. - ✔
Quarterly — listen for transfer-roller bearing noise; catching it early buys roughly 100 hours before shaft damage. - ✔
Seasonally — control moisture; high humidity ages NBR covers 20–30% faster.
To turn these ranges into a dated schedule for a specific machine and speed, Cenwan publishes a belt and roller replacement interval calculator that takes cycle speed, belt material, and duty cycle as inputs.
Belt Splicing Methods Compared: Adhesive-Free vs Mechanical
A folder gluer belt is supplied as a flat length of belting, and it has to be made endless before it can run. How the two ends are joined — the splice — affects installation time, the load the joint can carry, and how easily you can re-splice later. Four methods are in common use, and the best one depends on line speed and how often orders change.
What is an adhesive-free splice?
An adhesive-free splice joins the two belt ends with heat and the belt’s own thermoplastic material instead of glue or a metal fastener. That produces a continuous, near-invisible joint that needs no cure time, so a belt can go back on the machine in minutes rather than after an adhesive sets. Because there is no fastener and no glue line, an adhesive-free splice keeps consistent performance at high speed — and it is the only splice permitted on most food-packaging lines, where exposed adhesive is not allowed.
| Method | Time on-machine | Splice strength | Best for |
|---|---|---|---|
| Flexproof (thermoplastic, adhesive-free) | 15–25 min | ~95% of belt strength | Daily order changes; food packaging |
| Thermofix (polyamide) | 40–60 min | ~90% of belt strength | Heavy PA belts on high-tension lines |
| QuickSplice (adhesive-free) | 10–20 min | ~92% of belt strength | High-frequency changes; emergency swaps |
| Mechanical clamp / lacing | 5–15 min | ~70% of belt strength | Temporary repair; older machines |
For high-speed corrugated lines running 500–750 m/min, the tension envelope leaves only the adhesive-free routes — Flexproof or Thermofix — as production options. Mid-speed straight-line machines run well on QuickSplice for fast changeovers. Mechanical lacing belongs to one job only: getting a line back up in an emergency until a proper splice can be made.
⚠️ One point in mechanical splicing’s favor
Mechanical fastener wear is visible — you can watch a clamp loosen and plan the swap. Adhesive-free splice wear is more subtle and harder to predict. The honest comparison is not good versus bad; it is raw strength versus predictable, monitorable failure. On a line you can inspect daily, that visibility has real value.
Whichever method a plant standardizes on, the splice has to match the belt and the machine. Cenwan offers field splicing through its distributor network, 24-hour mail-back splicing for emergencies, and DIY kits — see the adhesive-free belt splicing options for the full service range.
Cross-Referencing OEM Belts to a Replacement
When a belt fails, the procurement clock starts. What slows the job is rarely shipping — it is translating an OEM part number into something a supplier can quote. A clean cross-reference process removes that delay.
Can you match a belt to my specific folder gluer machine?
Yes — and the match depends on more than width and thickness. Reliable cross-referencing begins with the part number stamped on the existing belt or listed in the machine parts manual. Bobst numbers often look like CR-15202 or 240742; Signature parts carry FG, SP, or PF prefixes. With the machine make, model, and that number, a supplier can map the belt to an equivalent SKU. What most resellers skip is confirming the three dimensions that decide whether the belt actually runs: drum-pulley compatibility, splice-zone position, and tensioner geometry. A belt that matches on width and thickness but not on splice-zone location will track badly from day one.
The four-step cross-reference path
- Find the OEM part number on the belt or parts manual, then take a picture of the part (put the machine model plate in the picture if the print has vanished).
- Submit the part number, machine make, and model — a photo clears up ambiguous numbers in seconds.
- Receive the matched equivalent SKU plus a full spec sheet and recommended compatible rollers.
- Orders can be confirmed as a sample order, or a mass order can be dialed in once equivalence is established.
“When cross-matching BOBST FFG 2424 belts to our equivalent, the spec match extends beyond width and thickness. We check the placement of drum-pully combination, the area of the splice-zone, and the geometry of the tensioner—three details many re-sellers overlook, and three details that determine whether a belt will follow the way you want.”
Because single-brand vendors have no commercial reason to cross-reference each other, buyers often run three separate quotes for what is one belt. An OEM-direct supplier with no brand stake can publish a single cross-brand matrix — Cenwan provides a folder gluer belt cross-reference lookup that translates OEM part numbers from Habasit, Forbo Siegling, Nitta, Bobst, and other belt brands into one equivalent SKU.
What Folder Gluer Belts & Rollers Cost in 2026

Pricing in this category is unusually opaque. Most Tier-1 belt brands publish no figures at all, and Asian distributors quote only on request — so a procurement manager can lose two to three weeks per project just triangulating a number. The ranges below, current as of Q2 2026, are published so a buyer can size an order before contacting anyone.
Basic tier
Belts: USD 8–15 per linear metre
Rollers: USD 60–180 per piece
3 mm PE and PA belts, steel-core feed rollers without user-replaceable sleeves, mostly lower speed and older frames.
Mid-range tier
Belts: USD 16–32 per linear metre
Rollers: USD 200–450 per piece
4-5 mm NBR and high-speed PE belts, sleeves are replaceable, CNC ground feeder rollers. Typical of what a production order may look like.
High-end tier
Belts: USD 33–58 per linear metre
Rollers: USD 500–950 per piece
5-6 mm high capacity PA and TP, food certification belts, sealed bearing transfer rollers. Typical of high speed and food grade spec machines.
Two numbers put those figures in context. First, a folder gluer belt costing a few hundred dollars can take a line down for a full shift — the part is cheap, the downtime is not, so pricing the belt alone prices the wrong thing. Second, OEM-direct supply typically runs 30–50% below European Tier-1 list pricing for equivalent-quality belts, because there is no distributor markup or regional reseller spread in between. For a worked breakdown by series, see the tier pricing for folder gluer belts and rollers on the parts page.
What’s Changing in Folder Gluer Parts: 2026 Industry Outlook

Folder gluer demand is growing steadily rather than dramatically, and that shape matters for parts buyers. According to GM Insights, the folder gluer machine market passed USD 678.4 million in 2025 and is projected to grow at a 6.8% compound annual rate through 2035. The wider corrugated box packaging equipment market sat near USD 9.87 billion in 2025 on a 6.57% growth track, per Mordor Intelligence, and the European corrugated industry alone produces roughly 49 billion m² of board a year on FEFCO‘s 2024 figures. A growing installed base means steady, predictable aftermarket demand for belts and rollers.
The technology shift is more pointed. As SUN Automation reports, through 2026 newer flexo folder gluers are being engineered with stronger frames and full-servo-driven components. Servo drives hold higher sustained line speeds than the mechanical drives they replace — which has a direct consequence for parts selection. If you are re-equipping or upgrading a line in 2026, spec belts to the line’s servo-driven top speed, not its old mechanical average; a belt rated for yesterday’s nameplate speed will wear early on a servo-upgraded machine.
Regulation is the third quiet pressure. For food and pharmaceutical carton lines, belts that contact product paths fall under food-contact rules — in the EU, the framework Regulation (EC) 1935/2004 and the plastics implementing Regulation (EC) 10/2011. As food-grade carton work grows, documented belt conformity moves from a nice-to-have to a procurement checkpoint. The practical 2026 takeaway: when a line’s mix shifts toward food or pharma cartons, audit belt conformity before the next order, not after an inspection flags it.
Frequently Asked Questions
Q: What is a folder gluer belt?
View Answer
Folder gluer belts are flat conveyor belts that grip pre-cut corrugated, cardboard, or solid-board blanks so they can be moved through glue and fold stations. They must resist surface abrasion, maintain a stable grip, and run reliably at high speed with little stretch.
Q: How much should a folder gluer belt cost?
View Answer
As of Q2 2026, OEM-direct prices for folder gluer belts average USD 8-15 per linear metre for common 3 mm polyester (PE) or polyamide (PA) belts, USD 16-32 for mid-range 4-5 mm belts, and USD 33-58 for heavy-duty and food-conformity grades. OEM-direct supply typically runs 30-50% below European Tier-1 list pricing.
Q: What is the difference between PT-series and S-series belts?
View Answer
PT and S are two power-transmission belt series used in folder gluers, box making, and paper converting. They are cross-compatible replacements — a PT-10/15 corresponds to an S-10/15 (S-1), and so on up the range. Either series works in the same application, so cross-referencing one to the other is straightforward.
Q: Which roller types fail first on a high-speed folder gluer?
View Answer
Feed and pre-fold rollers wear fastest because they run against abrasive carton edges every cycle. Compression and transfer rollers last longer because they ride on glued surfaces and sealed bearings instead of raw paper edges. Start any roller inspection with the feed and pre-fold rollers.
Q: Is adhesive-free splicing more durable than mechanical splicing?
View Answer
On lines above roughly 400 m/min, yes — adhesive-free splices hold about 90-95% of belt strength, compared with around 70% for a mechanical clamp. Mechanical splicing keeps one advantage: its wear is visible, so failure can be anticipated. Adhesive-free splice wear is more subtle. Adhesive-free is the production choice; mechanical lacing is best kept for emergency repair.
Q: Can I order a single belt or roller, or only in bulk?
View Answer
Most folder gluer orders are single-belt, single-roller. Because replacement belts and rollers are typically ordered one item at a time, OEM direct suppliers should not apply a minimum order size; single belts and rollers should ship within 8-12 days via air freight, while bulk supplies should be shipped overseas at a lower cost per unit.
Do you have an OEM part number or Tier 1 quote you wish to have replicated?
Cenwan cross-references belts and rollers across the major folder gluer brands and confirms drum, splice-zone, and tensioner fit before shipment.
Where the Numbers in This Guide Come From
The wear-life ranges, the 7-of-10 misalignment finding, and the tier pricing in this guide come from Cenwan Machine’s own aftermarket service records — more than 200 belt and roller tickets across 45-plus countries in 2024-2025. Market and regulatory figures are cited to their published sources. Where a number depends on conditions we cannot see — your board, your glue, your humidity — we have given a range and said so, because a precise figure we cannot stand behind helps no one specifying a folder gluer belt.
References & Sources
- Regulation (EC) No 1935/2004 on materials and articles intended to come into contact with food — EUR-Lex, European Union
- Food Contact Materials — Legislation — European Commission, Directorate-General for Health and Food Safety
- Regulation (EU) No 10/2011 on plastic materials and articles intended to come into contact with food — EUR-Lex, European Union
- FEFCO Activity Report 2024 — Key Production Statistics — European Federation of Corrugated Board Manufacturers
- ISO 14890:2003 — Conveyor belts: rubber- or plastics-covered — International Organization for Standardization
- Folder Gluer Machine Market Size, 2026-2035 Forecast — GM Insights
- Corrugated Box Packaging Equipment Market Size & Share Analysis — Mordor Intelligence
- 2026 Trends in Corrugated Manufacturing — SUN Automation Group
Related Articles
- Folder Gluer Belts & Rollers — cross-brand replacement parts
- What Is a Corrugated Folder Gluer? A Plant Manager’s Guide
- What Is a Straight Line Folder Gluer? Process and Productivity
- Small Box Folder Gluer Machine Guide: Width, Glue, Speed
- Automatic Folder Gluer Machines Explained: Types, Components, Costs



