Get in touch with Cenwan Machine Company

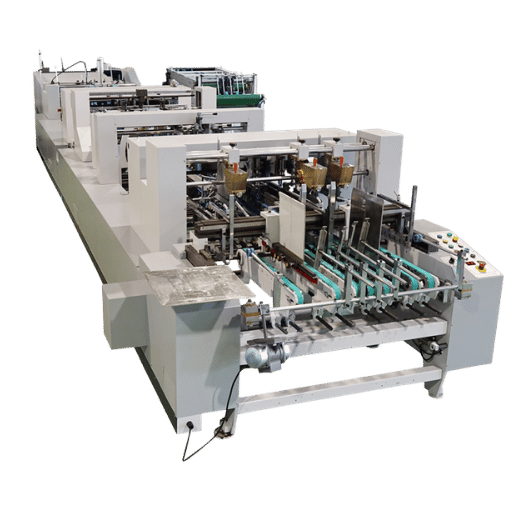
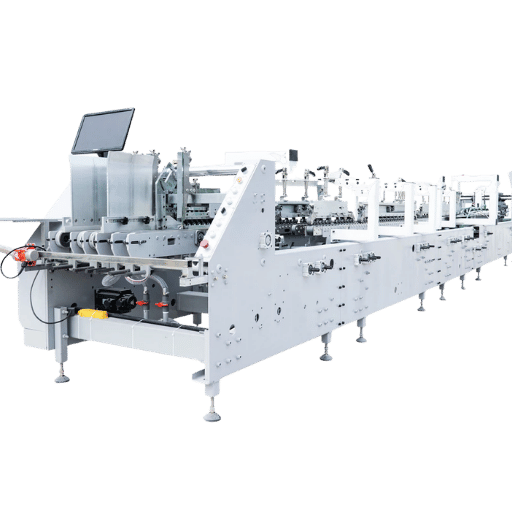
A folder gluer machine is the converting machine that transforms die cut flat stock into the ready carton, folded and glued, in one continuous pass. Folder gluers are typically the last machines on a folding carton line or corrugated production line, and ultimately determine whether a facility can ship product on schedule. This guide cover exactly what a folder gluer machine is, the process for folding and gluing, drive and glue systems, price and speed determinants, a six-question test to help select one, and even a chart of carton defects vs. their causes that few purchasers ever use.
Quick Specs: Folder Gluer Machine
| Line position | After the die-cutter; converts blanks → glued, finished boxes |
| Speed range | ~50–600 m/min depending on tier and box style |
| Throughput | Folding carton ~20,000–40,000 boxes/hour; corrugated ~5,000–12,000/hour |
| Box styles | Straight-line, crash-lock bottom, 4/6-corner, stereo/rigid, corrugated RSC |
| Drive | Servo, mechanical/gear, or semi-automatic |
| Glue systems | Cold (PVA/water-based), hot-melt (EVA/PUR), RF/UV |
| Format width | ~250–2,400 mm |
What Is a Folder Gluer Machine?
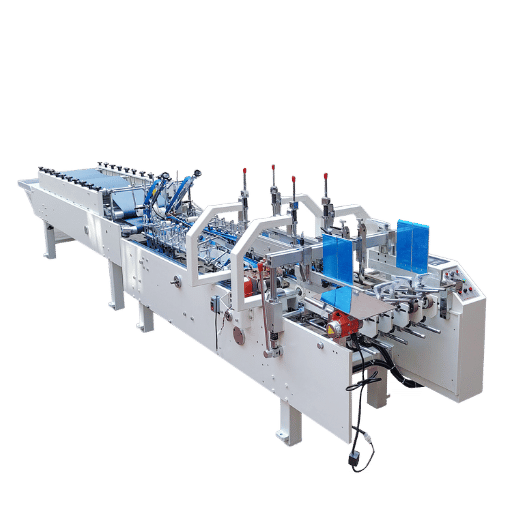
A folder gluer machine is automated converting equipment that turns flat, die-cut and pre-creased blanks into finished boxes in one continuous pass – feeding, pre-breaking, folding, gluing, and compressing the joint. In a hand shop that work needs five to six people per shift; a folder gluer does it with one operator.
Folder gluers produce straight-line cartons, 4- and 6-corner boxes, crash-lock bottom cartons, sleeves, and corrugated shippers.
Worth it to be specific about where the equipment lives, so buyers dont confuse it with whats around it. folder gluers are downstream of printing and die-making: a die-press makes the flat blank, the folder gluer make a gluesome box out of the flat blank. The people who set up and run the folder gluer line are grouped under the U.S. Department of Labor trade code for paper goods machine setters and operators – the same category as those who run corrugators and box machines. For the full range of models by box style, see the Cenwan folder gluer machine catalog.
Which machine is used to fold a box shape?
For folding cartons and corrugated boxes, the folder gluer machine – also called a folder and gluer, folding gluing machine, or carton gluer – is what folds the box shape and bonds the glue flap. A cartoner or carton erector is different: it sets up and fills a pre-glued carton on a packaging line.
So the folder gluer makes the box; the cartoner fills it. For corrugated shippers run inline from the sheet, the job is done by a flexo folder gluer, as we detail below.
How a Folder Gluer Machine Works: The Process Step by Step

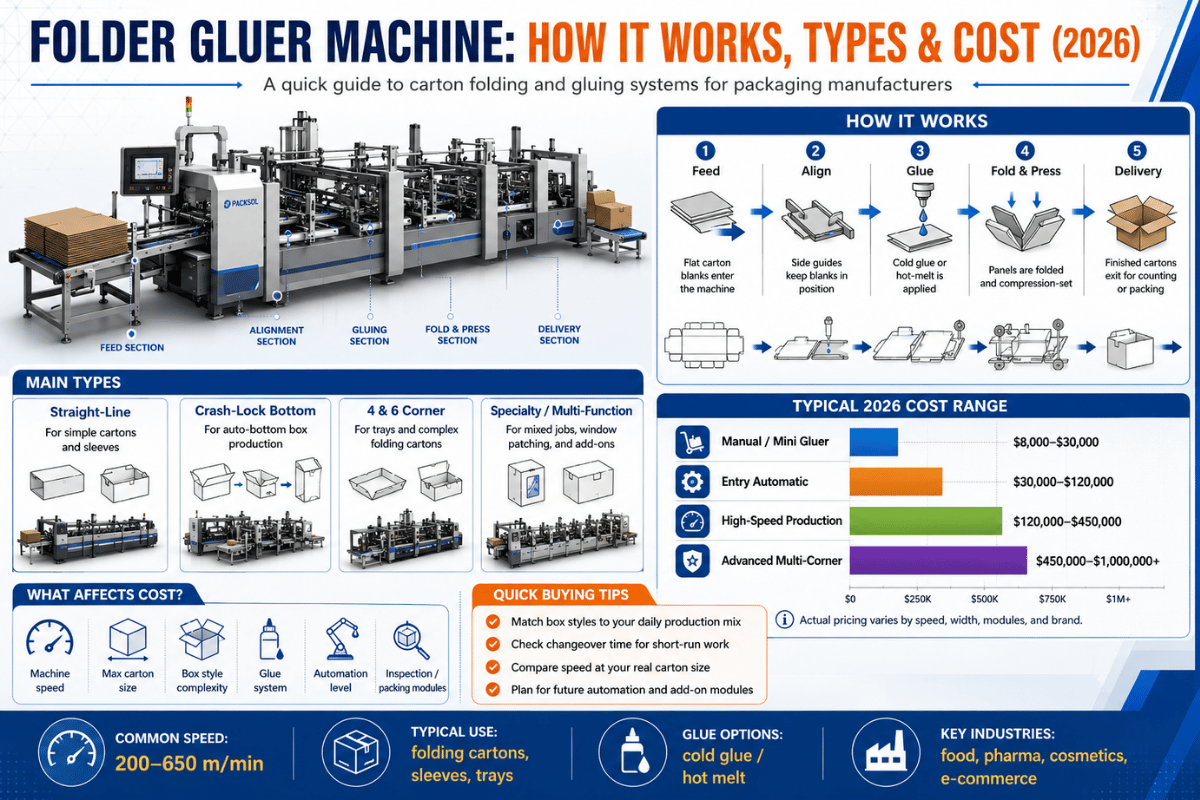
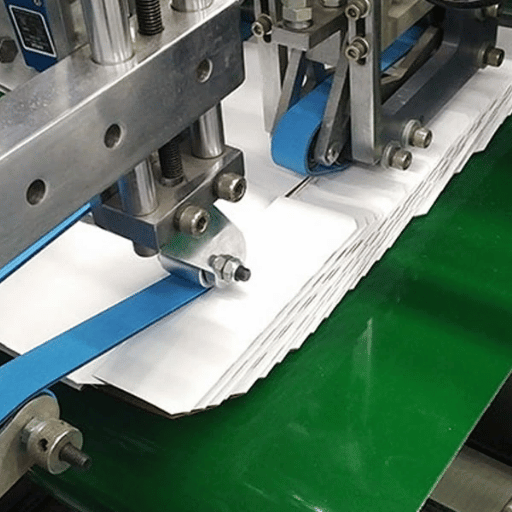
A folder gluer machine moves a die-cut blank through six working stations in one non-stop pass: the feeder, the pre-break (pre-folding) section, the alignment/registration section, glue application, the folding section, and compression and delivery. Each station does one job, and each is a place a defect can start.
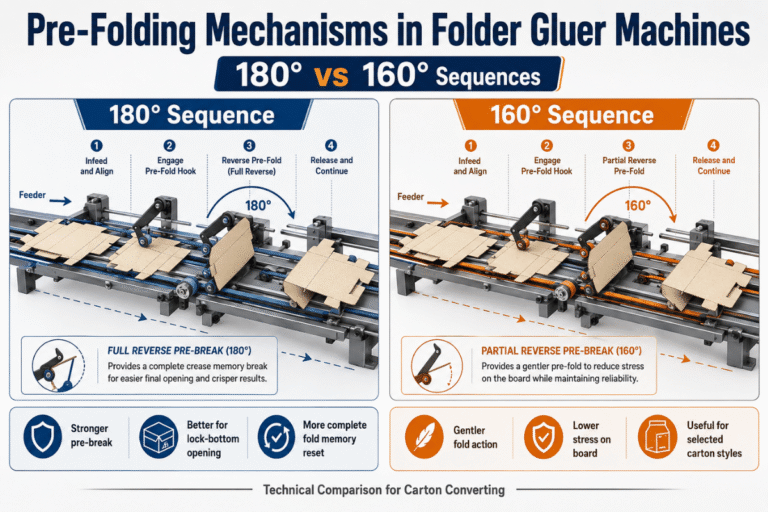
In sequence: the feeder separates blanks from the stack one at a time; the pre-break section works the creases open and shut for a clean fold; the alignment section squares the blank; glue is applied to the leading flap; the folding section closes the box; and compression and delivery hold the joint under pressure until the adhesive cures, ejecting any mis-folded blank.
Registration – keeping the blank square as it travels – is the single most important variable in that flow. Patent literature for inline corrugated converting confirms how tightly these stages are coupled: As described in US Patent 5,690,601, folding and gluing apparatus often comes with upstream flexographic printing and slotting and corner-scoring tool sections designed to align with the fold to produce a square box. If the score is off, the fold is off; if the fold is off, the glue misses the mark.
📐 Engineering Note
On a cold-glue line, set your glue level to immerse roughly 80% of the rubber wheel indicator in the tank, then do a 5- to 10-sheet test run before production to dial in the pressure setting and fold location. Unfilled tanks produce skips; overflowing tanks result in stringing and squeeze-out. It’s compression dwell time – not how much glue you squeeze out of the tank – at the delivery end that creates a strong bond on coated stock.
How does a flexo folder gluer (FFG) work?
A flexo folder gluer (FFG) is the corrugated version of the machine, doing several jobs inline in one pass: it feeds and flexo-prints the sheet, slots and die-cuts the box, folds it, and glues or stitches the manufacturer’s joint before counting and ejecting finished blanks.
Because handling between stages is removed, FFGs cut corrugated-box cost and improve squareness, per a study by the Institute of Packaging Professionals and Michigan State University.
Glue Systems Explained: Cold Glue vs Hot-Melt vs RF

The glue system – more impactful day-to-day than the brand on the nameplate – is what buyers most commonly under-think. Three families, depending on the stock and the box style, dominate the market. For most coated, solid bleached sulfate (SBS) folding cartons, cheap, clean-Bonding cold-glue (PVA, water-based) is adequate; because it sets relatively slowly, however, it requires compression. Hot-melt adhesives (EVA or reactive PUR), which grab virtually immediately and bond well on many types of stock (oily, coated, laminated or freezer-grade, as well as crash-lock bottoms); they run molten at roughly 150–180°C for EVA or 120–140°C for reactive PUR, and cost more in consumables. Specialty RF/dielectric and UV systems will bond difficult or laminated substrates where cold or hot-melt products won’t.
Above all other considerations: Food contact.
FDA reg. 21 CFR §175.105 states that adhesives touching fatty or aqueous packed foods be “limited to an amount not exceeding the quantity reasonably required for the application and not in excess of a…trace amount at the seams and edge exposures.” Dry foods are controlled by good-manufacturing-practice limits, steering those who produce food, drug and cosmetic applications to a more restricted range of adhesives. Details on bond and food-contact behavior for all three Adhesive families, waterborne, solvent-based and hot-melt, is published in various Packaging engineering reference books, like the University of Minnesota Technical Assistance Program.
| Glue system | Set speed | Best box style / stock | Watch-out |
|---|---|---|---|
| Cold glue (PVA/water-based) | Slow — needs compression | Coated SBS straight-line cartons | Skips if tank level/pressure drift |
| Hot-melt EVA | Fast grab | Crash-lock bottom, fast lines | Stringing if temperature too high |
| Hot-melt PUR (reactive) | Fast, strong final bond | Oily, coated, laminated, freezer | Higher cost; cure time |
| RF / UV | Substrate-dependent | Difficult or laminated substrates | Specialist; capital add-on |
Bond and food-contact behavior per FDA 21 CFR §175.105 and packaging-engineering reference books.
Types of Folder Gluer Machines and Drive Technology
Folder gluer machines come into two categories, grouped as follows: the box type folded, and the method by which the machine is driven. On the box type there’s the straight-line family (the least complicated style for producing SBL cartons); the crash-lock-bottom family which are the no-tuck automatic boxes; the 4/6-corner family that requires servo-controlled secondary creasing (typical on display and pharma cartons); stereo/rigid 3-D boxes, and corrugated shippers handled on a corrugated folder gluer. The corrugated box styles run on corrugated folder gluers follow the internationally recognized FEFCO code, now in its 12th edition, which includes a range of standard shippers including the all too familiar 0201 regular slotted container (RSC). In most cases each family is offered on a separate, dedicated machine; rather than repeat the detail here, see the straight-line folder gluer and automatic folder gluer types pages for box-style depth.
Construction is harder to research because manufacturers rarely publish the trade-offs. The classic academic description of folding-carton bonding machines from North Carolina State University still frames the issue accurately: the machine’s job is to keep the blank registered while the bond set, and how it does that depends on the drive.
Servo vs gear drive: which folder gluer technology wins?
Neither wins outright; it depends on your job mix. A servo drive gives fast, repeatable changeover and registration, so it suits plants that switch jobs often, like pharmaceutical and short-run carton work. A gear (mechanical) drive costs less up front and is hard to beat on long, single-format runs.
The honest rule: if you change jobs often, servo pays back through setup time; if you run long jobs, a gear drive’s lower capital cost wins.
Speed, Throughput and Format Range: The Folder Gluer Throughput Ladder
Speed-the highest and most cited spec-is also the least-often understood. Better top speed doesn’t mean more completed boxes. Field evidence proves this again and again. As one packaging converting equipment manufacturer put it, faster performance “isn’t always better if it leads to lower” operating yields. And folding carton manufacturers have a difficult job just maintaining real world high packing speeds at any rate beyond their capacity to feed boxes and change over lines. In high-speed boxing, the real bottleneck is how reliable feeder operation and quick line setups are. Indeed one recent field report detailed a Bobst Post 1080 in production on a true job producing up to 12,000 boxes/h – an apt, concrete benchmark on how fast a carton line operates.
Throughput is mostly related to carton style and carton type: folding carton on coated paperboard typically provides best rates, while heavy-duty corrugated boxes typically will provide lowest output due to increased board stiffness and thickness (both of which have been extensively researched and modelled by both the USDA Forest Service in the context of corrugated board, and by peer-reviewed research on box compressive strength). Choose from the ladder below to estimate box capacity.
| Box type | Typical speed | Boxes/hour band | Volume fit |
|---|---|---|---|
| Straight-line SBL carton | 50–200 m/min | 20,000–40,000 | Up to 30,000/day, single shift |
| Crash-lock bottom | 120–300 m/min | 18,000–35,000 | 30,000–60,000/day |
| 4/6-corner carton | 120–300 m/min | 15,000–30,000 | Display + pharma cartons |
| Stereo / rigid box | 80–180 m/min | 8,000–18,000 | Premium / cosmetics |
| Pre-folded 4-side (auto-load) | 150–300 m/min | 20,000–35,000 | Pharma, jam-free auto-loading |
| Small box (cosmetic / specialty) | 60–200 m/min | 12,000–25,000 | Short-run specialty |
| Corrugated RSC (FEFCO 0201) | 30–180 m/min | 5,000–12,000 | 40,000–100,000/day |
| Heavy-duty corrugated | 30–150 m/min | 4,000–9,000 | E/B/C-flute shippers |
| Integrated auto line (dual channel) | 200–400 m/min | 25,000–40,000+ | 60,000+/day, e-commerce peaks |
Those bands are an indication, actual output relies on the reliability of your feeder, number of board changes, and your board rather than just maximum speed.
How to Choose the Right Folder Gluer Machine: The 6-Factor Fit Test
Selecting a folder gluer is never about one thing – it is about six. Run your plant against each factor of the 6-Factor Folder Gluer Fit Test below, in order, starting with your dominant box style because it eliminates most of the catalog, and ending with parts lead time.
The factor that quietly decides cost of ownership is changeover: a servo machine earns its premium only if you switch jobs often enough to use it.
| Factor | Ask | If → then |
|---|---|---|
| 1. Box style | Your dominant format? | Crash-lock/4-6 corner → servo machine |
| 2. Volume | Boxes/day? | >60,000/day → auto line; <30,000 → basic tier |
| 3. Drive | Jobs/day? | Many changeovers → servo; long runs → gear |
| 4. Glue system | Coated, oily, or food stock? | Coated SBS → cold; lock-bottom/oily → hot-melt |
| 5. Integration | Standalone or inline? | Print+die-cut+pack inline → integrated line |
| 6. Parts lead time | Days to a spare belt? | Cross-border → demand ≤7-day parts SLA |
One factor sits outside the six but gates many purchase orders: machine safety. Folder gluers have ingoing nip points and rotating parts, so US and export buyers should confirm that guarding, emergency stops, and lockout/tagout conform to OSHA machine guarding (29 CFR 1910.212) and the ANSI/PMMI B155.1-2023 standard for packaging and converting machinery before commissioning.
How many operators does a folder gluer machine need?
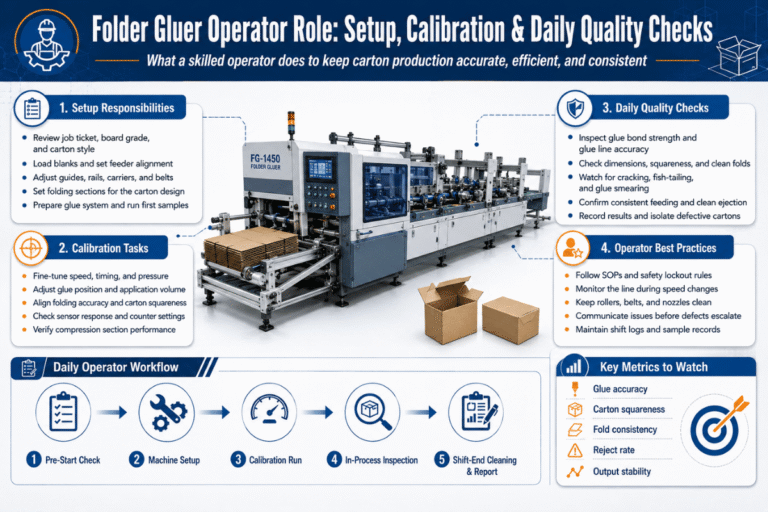
One. Most automatic folder gluer machines run with a single operator who sets up the machine and then oversees production, often with a second person handling case packing at the delivery end. Setup – about two hours, and the most skill-dependent task on the line – is where the work really is.
That is why fast, repeatable changeover, not headcount, is where automation pays back. You can model the labor and payback case with the Folder Gluer ROI calculator.
Folder Gluer Machine Cost: What Drives the Price

Folder gluer machine costs so much because price indicates more than steel content. Drives include automation, servos, level of quality finishing and build, size, and integrated print and die-cutting – not top speed only. By way of an order of magnitude, industrial folder gluer lines range from just under $50,000 for a plain cardboard box machine to $1.5 million for a fully configured auto dual channel; according to one of industry education a “reasonable” range for commercial is between $150,000 and $1,000,000+ CAD, based on configuration, scale and function. Don’t get too hung up about a market-size figure reported, as the market – whatever size you’re measuring it against – is all over the place with estimates of US dollars 0.4 billion and above stretching to several billion.
The actual “real money” justification number is payback – derived from labor and waste. An academic study by the Institute of Packaging Professionals / Michigan State University on a flexo folder gluer confirmed the inline design lowers production cost and improves quality. That saving is systemic: The in-line folder-gluing architecture (as described in US Patent 5,690,601) eliminates the transfer of blanks between print, cut, fold,and glue, where non-automated lines bleed dollars. In a separate ROI study of a mid-level FFG (approaching $620,000 in scale) for one converter, the line paid back in about 14.5 months mainly by eliminating several operators from five per shift to one or two. Even the cost of not automating shows up: converters on industry forums report that a single folding-carton press proof can run north of $3,000, so scrap and rework on a manual line add up fast.
“In our build experience, what decides a line’s real daily output is the feeder and the changeover time, not the rated top speed. We standardize servo feeding and share wear parts across our series, so a plant in any of the 40-plus countries we serve can hold output without waiting on a spare.”
Common Folder Gluer Defects and Quality Issues: The Defect-to-Cause Map
It’s one of the things most buying guides don’t mention but is the most helpful thing to keep beside your folder gluer. When the box has a defect, the first tendency is to blame the glue – but almost all folding-gluer defects have a mechanical root cause related to how the feeder, register, belting, sections, and parts have a problem. We see this frequently in field service; if a sensor go bad the result is either incorrectly folding or applying glue. When speeds are inconsistent it typically means there’s something wrong with the motors or the speed-controllers. You won’t get a fishtailing defect (where the box ends up looking more like a fish) by adding more glue; that problem need a squaring device on the corrugated section. Use the diagram below to diagnose any box quality problem with your machine to find the root cause.
| Defect | Likely root cause | Fix / preventive |
|---|---|---|
| Fishtail (skewed box) | Mis-registration in the corrugated section | Add/adjust squaring device; re-square belts |
| Skew / off-square joint | Belt tension or section misalignment | Re-tension belts; align folding sections |
| Mis-register / wrong fold | Dirty or failing position sensors | Clean/replace sensors; re-zero registration |
| Glue skip / dry seam | Low tank level, clogged nozzle, low pressure | Refill to ~80% wheel; clean nozzle; check pump |
| Stringing / squeeze-out | Hot-melt temperature too high; over-glue | Lower melt temp; reduce bead; check pattern |
| Pop-open / weak bond | Insufficient compression dwell | Increase delivery pressure/dwell; verify glue-to-stock match |
| Jam / crash at feeder | Warped blanks or feeder set wrong | Re-set feeder gap; condition board; check creases |
| Unstable / surging speed | Motor or speed-controller fault | Check wiring/connections; service drive |
| Inconsistent fold on 4/6-corner | Secondary creasing not pre-broken | Use pre-break section; verify score depth |
| Fold cracking / coating crack at crease | Upstream board not conditioned; coating cracks at the fold | Condition board to humidity; adjust crease depth — not a glue fault |
Pattern of common folding carton converting root-cause defect fixes, assembled from converter service reports, operator practice, and NCSU research on how converting affects coated paperboard; see the folder gluer parts and wear guide for component-level fixes.
2026 Outlook: Where Folder Gluer Technology Is Heading
Four shifts are reshaping what a new folder gluer machine should be in 2026, and they change what you should specify today. First, full-servo drive is replacing mechanical drive on new machines, equipment makers report building stronger-framed, full-servo machines for fast, repeatable changeover. Second, setup is going digital: closed-loop glue pressure control and AI-assisted setups are cutting makeready and waste while lifting energy efficiency, supported by IIoT and predictive maintenance. Third, e-commerce demand keeps pushing inline integration of printing, die-cutting, folding, and packing on a single line. Fourth, recyclability is moving from preference to law: the EU Packaging and Packaging Waste Regulation (2025/40) applies from August 2026 and targets economically recyclable packaging by 2030, which steers converters toward glues and coatings that don’t impede fiber recycling, a real factor if you export to Europe.
Market context is steadier than explosive: independent sources project folder gluer and carton- folding equipment development at no more than say a 3% to 6% CAGR through the early 2030s, once the box geometry itself is standardized by the FEFCO 12 th edition, and subsequent adoptation in new retail and e- commerce series. The practical insight for purchasers: if you’re going purchase a machine now specify full-servo drive/ plus inline-ready framing even if you’re running standalone today: it will be much less than re-expensive the same machine in three years. All the rest for sustainability and board handling contexts are summarized in public research such as the USDA Forest Service studies of corrugated board.
FAQ: Folder Gluer Machine Buyer Questions
Q: What is a folder gluer machine?
View Answer
A folder gluer machine is automated converting equipment that forms and glues flat, die-cut box blanks into finished cartons or boxes in one continuous operation. It runs downstream of a die-cutter and replaces the five to six manual folding-and-gluing workers older plants still use, doing the same job with a single operator. Machines are grouped by box style – straight-line, crash-lock bottom, 4/6-corner, stereo, and corrugated – and by drive type, either servo or mechanical.
Q: How does a flexo folder gluer (FFG) work?
View Answer
A flexo folder gluer runs corrugated board through one machine inline – feeding, flexo-printing, slotting, die-cutting, folding, and gluing or stitching the manufacturer’s joint before counting and stacking finished blanks. Combining those steps into one pass removes handling between stages, which lowers cost and produces a squarer box than running separate machines for each step.
Q: Why are folder gluer machines so expensive?
View Answer
Price is also indicative of automation (such as servo), build and finishing quality, format width, and whether it has inline connections to printing and die-cutting, not necessarily top speed. An industrial line might be from around $50,000 for a straightforward cardboard line through to $1.5 million for an integrated auto line: but the return on such an investment—reducing the number of cutting operators per shift, and reducing waste—can be less than two years.
Q: How many operators does a folder gluer machine need?
View Answer
Usually one operator sets up and runs the machine, with a second person handling case packing at the delivery end. Setup – about two hours – is the most skill-dependent task, so fast changeover matters more than headcount.
Q: Servo vs gear drive, which is better for a folder gluer?
View Answer
It depends on your job mix. Servo drives give rapid, repeatable changeovers, so they pay off where jobs switch often, like pharmaceutical or short-run carton work. Gear drives cost less up front and suit long, single-format runs at lower capital cost.
Q: Which machine is used to fold a box shape?
View Answer
The folder gluer machine folds the box shape and bonds the glue flap, turning a flat die-cut blank into a finished box. A cartoner or carton erector is different – it sets up and fills a pre-glued carton, and does not make the box.
Q: Can one folder gluer run both folding carton and corrugated board?
View Answer
Within limits. Some machines handle both thin folding carton and light micro-flute, but heavy E/B/C-flute corrugated needs a dedicated corrugated folder gluer or flexo folder gluer built for thicker, stiffer board and lower speeds. If your mix is mostly corrugated shippers, size for the board you actually run rather than buying one machine that compromises on both – the throughput and bond quality you lose to a compromise machine usually costs more than a second, purpose-built line.
About This Folder Gluer Guide
This guide combines public engineering and regulatory sources, the FEFCO box code, FDA 21 CFR 175.105, USDA and peer-reviewed corrugated research, and a USPTO patent on inline folding-gluing, with the price, throughput, and payback figures Cenwan Machine documents across folder gluer installations in 40+ countries. Real numbers vary with your box style, board, labor rate, and changeover frequency; treat the ranges here as a starting point, not a quote. Reviewed by the Cenwan Machine technical team.
References & Sources
- FEFCO Code (12th Edition)European Federation of Corrugated Board Manufacturers / International Corrugated Case Association
- 21 CFR 175.105, AdhesivesUS FDA / Electronic Code of Federal Regulations
- Nonlinear Finite Element Modeling of Corrugated BoardUSDA Forest Service
- Estimation of the Compressive Strength of Corrugated Board BoxesPubMed Central (NIH)
- The Impact of the Flexo Folder-Gluer on Packaging DistributionInstitute of Packaging Professionals / Michigan State University
- US Patent 5,690,601, Slitting/scoring with inline folding and gluingUSPTO via Google Patents
- Folding Box Bonding Machine ProcessBioResources, North Carolina State University
- Machine Guarding, General Requirements (29 CFR 1910.212)US OSHA
- ANSI/PMMI B155.1-2023, Safety Requirements for Packaging and Converting Machinery
Related Articles
- Cenwan Folder Gluer Machine Seriesfull catalog by box style and tier
- Automatic Folder Gluer Machines Explainedtypes, components, and costs
- Corrugated Folder Gluerheavy-duty E/B/C-flute machines
- Folder Gluer Parts & Servicebelts, rollers, sensors, lead-time SLA
- Small Box Folder Gluershort-run and specialty cartons