Entre em contato com Cenwan Machine Company

Um operador de colador de pastas executa a máquina que transforma espaços em branco planos cortados em caixas acabadas e coladas, o carro-chefe de qualquer linha de embalagem de caixa dobrável e a última etapa de conversão antes que as caixas cheguem à embalagem e ao envio Do lado de fora, o trabalho soa simples: alimentar a placa, obter caixas coladas na prática, o operador possui configuração, calibração de cola e as verificações diárias de qualidade que decidem se uma corrida de 200.000 peças é limpa ou volta como uma reivindicação Este guia percorre o que a função realmente envolve, seção por seção, com os padrões, testes e regras de decisão nos quais um operador de trabalho se apoia.
Instantâneo de mudança: a função do operador do Gluer da pasta
| Deveres principais | Configuração/preparação, calibração de cola, verificações de qualidade em processo, limpeza de atolamento, manutenção básica |
| Relatórios para | Supervisor do departamento de dobramento/colagem; coordenadas com a equipe de embalagem |
| Velocidade típica da linha | As caixas de linha reta percorrem centenas de metros/min; estilos especiais funcionam mais lentamente |
| Educação inicial | Nível de ensino médio; habilidades aprendidas através de treinamento no trabalho |
| Regras de segurança aplicáveis | Proteção de máquinas OSHA (1910.212) e bloqueio/marcação (1910.147); Projeto de máquina ANSI B65 |
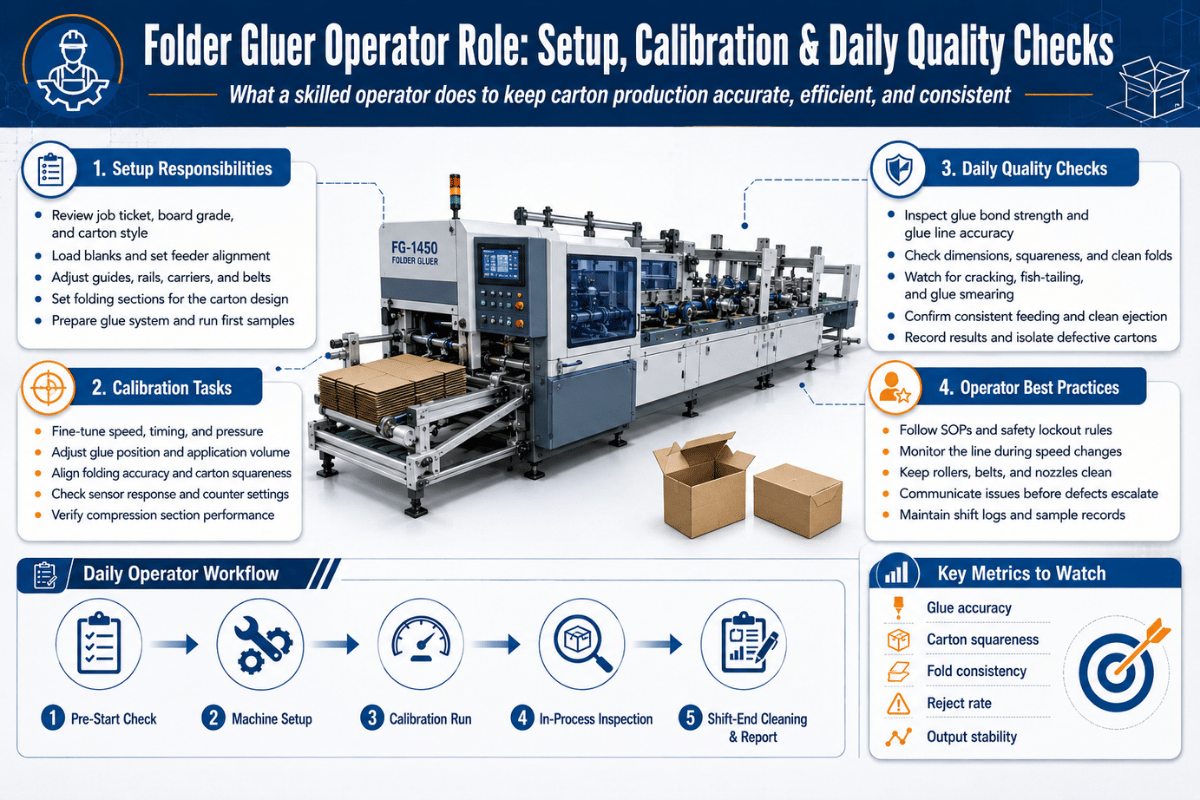
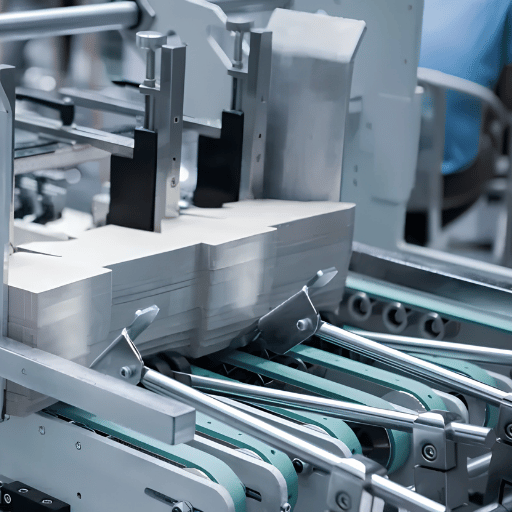
O que um operador de Gluer de pasta realmente faz
Um operador de colador de pastas configura, executa e verifica a qualidade da máquina que dobra e cola papelão ou peças brutas onduladas em caixas Essa função fica no final da linha de conversão: a impressão e o corte ocorrem primeiro, depois as peças planas chegam à coladora de pastas e o trabalho do operador é convertê-las em caixas quadradas e bem coladas na velocidade de produção, sem enviar defeitos a jusante.
O que um operador de colador de pastas faz no dia a dia?
Em um turno, o trabalho se divide em quatro blocos repetidos. Primeiro, configuração e preparação: lendo a ordem de serviço, ajustando a máquina ao novo espaço em branco, e executando peças de teste até que as caixas saiam para a direita Segundo, produção running: pilhas de alimentação, observando a cola e dobrar a qualidade, e mantendo a linha alimentada para que os empacotadores a jusante nunca morram de fome Terceiro, controle qualidade: puxando caixas de amostra em uma cadência fixa e verificando quadrado, cobertura de cola e resistência pop-open Quarto, solução de problemas e manutenção básica: limpando atolamentos, limpando cabeças de cola e fazendo pequenas correções antes que um desvio se torne sucata Um bom operador também coordena com a equipe de embalagem, porque o verdadeiro gargalo em uma coladora de pasta geralmente é o estágio de embalagem ou alimentação, e não a própria cabeça de cola.
O que é um operador de cola versus um operador de colador de pasta?
“Glue operator” ou “gluing machine operator” é o termo de loja mais amplo, qualquer pessoa executando uma máquina de colagem ou colagem industrial Um operador de colador de pasta é a versão específica da caixa: a máquina dobra a peça bruta e aplica cola em uma passagem contínua Se você executar uma coladora de pasta flexográfica em papelão ondulado, você também está lidando com a impressão e o corte e vinco na mesma unidade, o que amplia o papel Para a maioria das fábricas de caixas dobráveis, o operador se dedica a uma única linha e aos estilos de caixa que pode produzir, desde simples caixas dobráveis até uma colador de pasta de alta velocidade executando trabalho em linha reta.
💡 Takeaway chave
O operador não é um empurrador de botão. O julgamento de configuração, a colagem e a captura antecipada de defeitos ocorrem onde o valor fica apenas quando um operador subtreinado custa silenciosamente uma planta em sucata e reivindica.
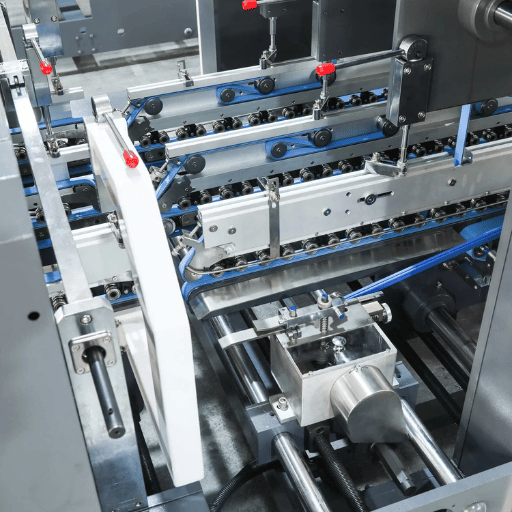
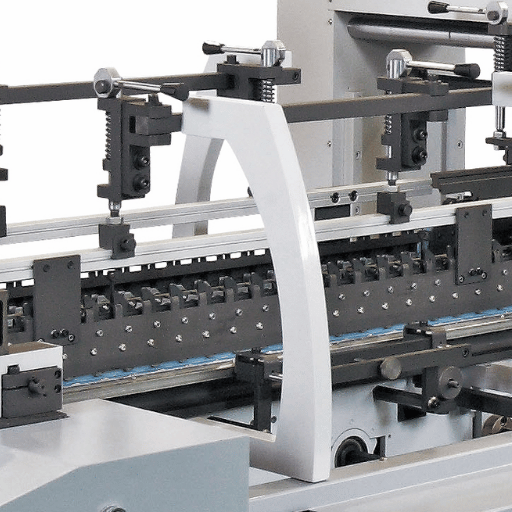
Conheça sua máquina: as cinco seções que um operador controla

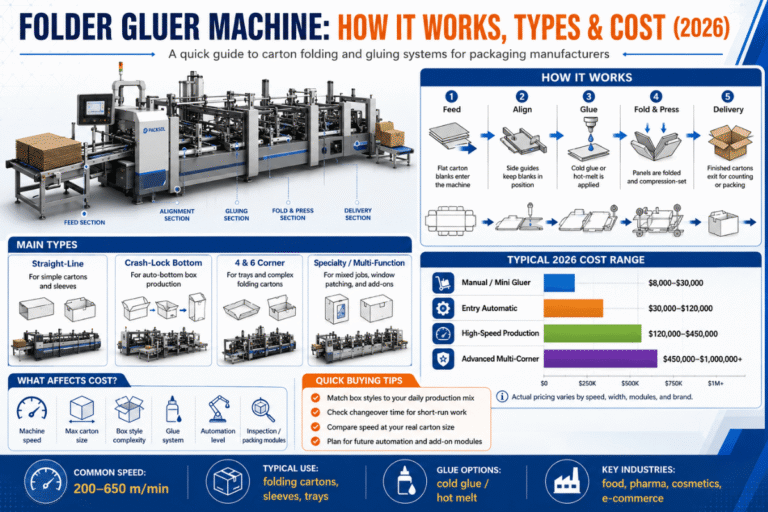
Antes de poder configurar ou calibrar qualquer coisa, você precisa saber qual parte da máquina faz o quê. Quase todos máquina da colagem da pastaem linha reta ou especialidade, move um espaço em branco através de cinco seções de trabalho, e uma falha em cada uma aparece como um defeito diferente.
| Seção | O que faz | Falha mais comum aqui |
|---|---|---|
| 1. Alimentador | Separa e alimenta espaços em branco, um de cada vez, na máquina | Alimentação dupla, alimentação distorcida, alimentação incorreta que causa congestionamentos |
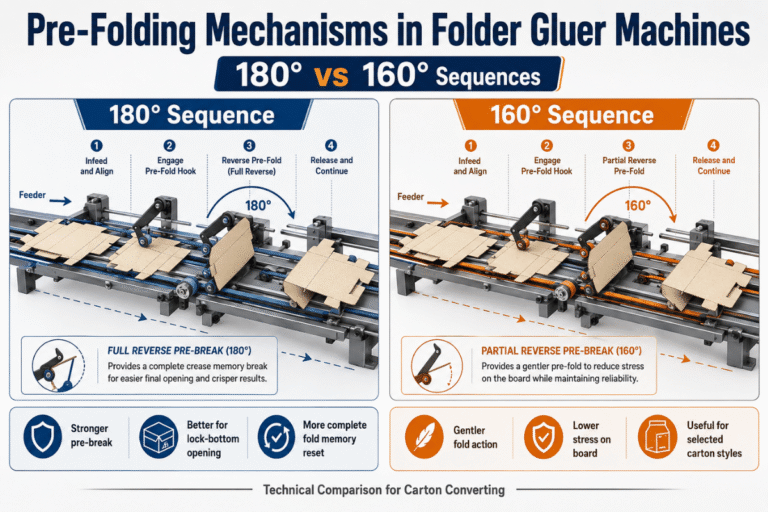
| 2. pré-dobra /dobra | Quebra as linhas vincadas e dobra os painéis 180° | Fishtail (painéis fora de registro), pontuações quebradas |
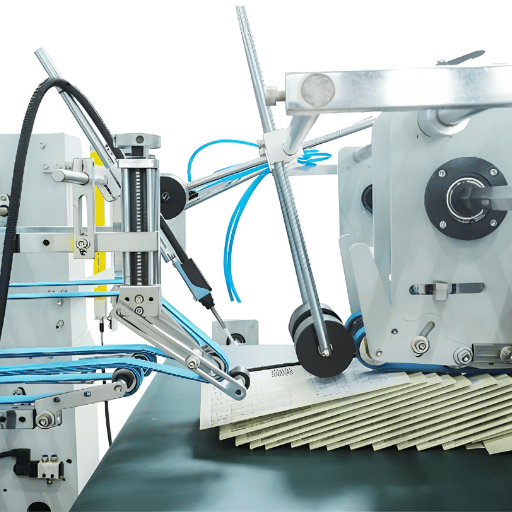
| 3. Colagem | Aplica cola fria ou hot melt ao colo da cola | Saltos de cola, fome, aplicação excessiva, grânulo extraviado |
| 4. transferência/compressão | Segura a caixa dobrada sob pressão enquanto a cola se ajusta | Laço fraco, colo de cola torto e aberto |
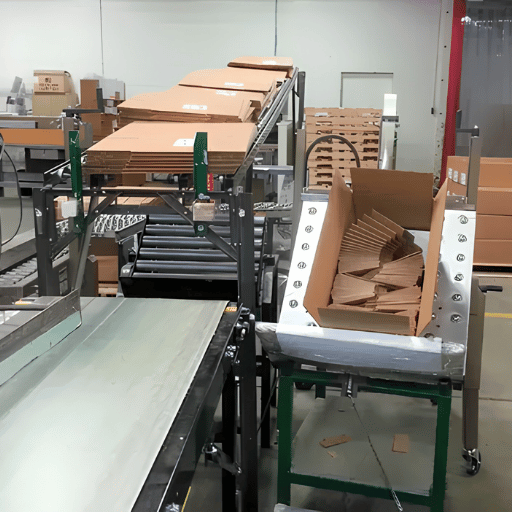
| 5. Entrega | Telhas e contagens caixas acabadas para embalagem | Marcação, jam-back, miscount na pálete |
Aprender as seções dessa maneira é diagnóstico: quando um defeito aparece, um operador experiente lê-lo de volta para a seção que causou em vez de adivinhar Uma ligação fraca é um problema de compressão ou cola, nunca um problema de alimentador Se você quiser a quebra completa de como essas seções diferem entre os projetos de máquinas, nosso guia para tipos de máquinas de colador de pastas abrange construções em linha reta, travamento e canto 4/6. A escolha da placa também é importante, um operador de caixa dobrável e um operador corrugado enfrentam pontuação e comportamento de esmagamento diferentes, uma diferença que cobrimos papelão ondulado versus papelão.
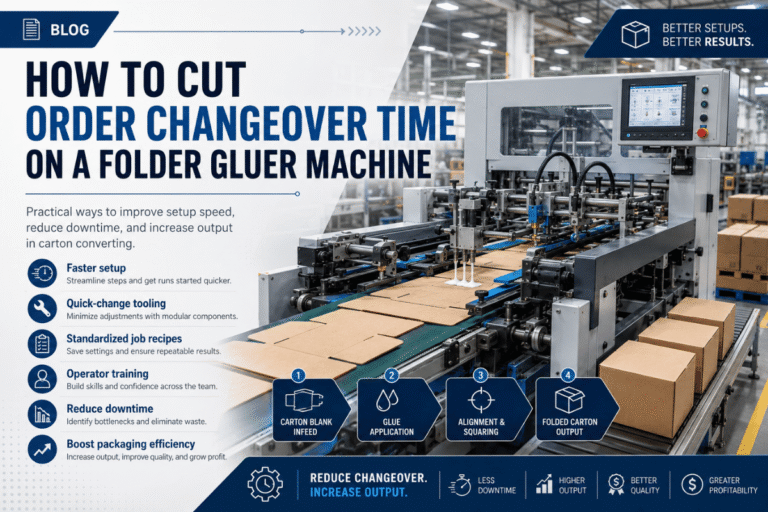
Configuração de trabalho e preparação: da ordem de serviço à primeira caixa boa
Configuração, também chamada de makeready ou changeover, é a habilidade do operador que separa uma linha produtiva de uma lenta Seu objetivo é passar do trabalho anterior para a primeira caixa boa do próximo trabalho em poucos minutos, e o mínimo de sucata possível Cada minuto gasto na troca é um minuto que a máquina não está produzindo, então as plantas rastreiam o tempo de troca em relação ao tempo de execução como uma métrica de eficiência central.
Quanto tempo leva uma troca de colador de pasta?
Depende muito do estilo da caixa e da geração da máquina Um trabalho reto repetido em uma linha bem documentada pode ser definido em um punhado de minutos; uma caixa especial pela primeira vez, a Caixa de canto 4/6 com vários pontos de cola, pode levar muito mais tempo porque mais portadores, ganchos e cabeças de cola precisam ser posicionados e comprovados A documentação é a maior alavanca que um operador controla: um diário de bordo por caixa que registra as configurações exatas para cada trabalho repetido transforma uma caça de 45 minutos em um recall de 10 minutos As empresas que padronizam as configurações dessa maneira relatam mudanças significativamente mais curtas e menos “tune até que funcione pedaços de sucata de”.
A sequência Makeready de 8 etapas
- Leia a ordem de serviço e morra: estilo da caixa, placa, tamanho em branco, localização da cola-lap, quantidade da corrida.
- Puxe o registro do diário de bordo do trabalho (ou abra um novo).
- Defina a folga do alimentador e as guias laterais para a largura da peça bruta.
- Posicione as placas de dobra, ganchos e cintos dobráveis para o estilo caixa.
- Coloque as cabeças/rodas de cola no local da colagem e ligue a cola (frio ou hot melt).
- Defina a pressão da seção de compressão e permaneça para o paquímetro da placa.
- Execute 50 espaços em branco de teste em baixa velocidade; verifique quadrado, cola e abra.
- Rampa para executar a velocidade, verificar novamente, em seguida, liberar a primeira boa caixa e registrar as configurações.
Um cenário prático mostra por que a sequência importa Um operador mudando para uma caixa de fundo automático desconhecida pulou o teste de baixa velocidade e avançou direto para a produção Sua dobra parecia boa, mas a volta de cola ficou a 2 mm da borda do painel e, em alta velocidade, o squeeze-out manchou o rosto impresso. No momento em que um empacotador notou, várias centenas de caixas estavam contaminadas, sucata que dois minutos de testes de baixa velocidade teriam pego. É uma lição que os operadores repetem: prove que a caixa é lenta antes de confiar nela rapidamente.
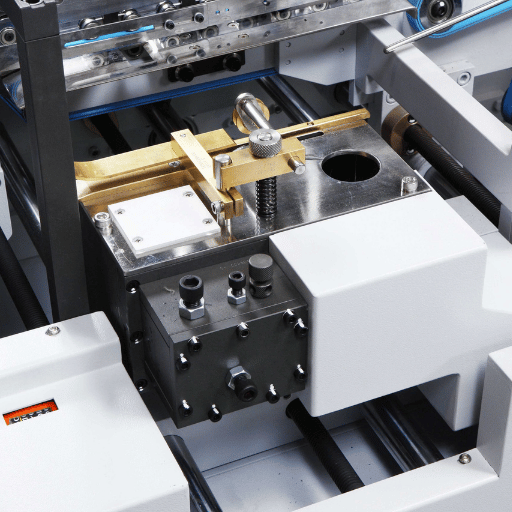
Calibração e ajuste: quadratura da caixa e discagem na cola
Calibração é onde setup torna-se ofício Duas coisas têm que estar certas ao mesmo tempo: a caixa tem que dobrar quadrado, ea cola tem que pousar no lugar certo na quantidade certa Obter um sem o outro e você ainda enviar um defeito.
Quadrando a caixa. Uma caixa é quadrada quando painéis opostos registram e a caixa acabada fica plana sem balançar Um operador corrige a inclinação, o “fishtail” onde um painel corre à frente do outro, ajustando o tempo da correia dobrável e as guias do transportador para que ambas as metades cheguem à volta da cola. A velocidade da linha mais alta amplia qualquer pequeno desalinhamento, de modo que uma caixa que parece boa na velocidade de rastreamento pode pegar rabo de peixe a toda velocidade; é por isso que a calibração é sempre comprovada na velocidade de execução, não apenas na velocidade de configuração.
Discagem em cola. Esse cordão de cola tem que ficar no colo da cola, não na face do painel, e tem que haver o suficiente para unir sem espremer. Uma escolha entre cola fria e hot melt orienta a forma como o operador configura isso.
| Fator | Cola fria (PVA à base de água) | Hot melt (EVA) |
|---|---|---|
| Definir hora | Mais lento; precisa de compressão habitar | Rápido; tempo aberto normalmente abaixo de ~10 segundos |
| Melhor tabuleiro | Papelão poroso e não revestido | Estoque revestido e linhas de alta velocidade |
| Vigilância do operador | Placa de Warps se aplicada em excesso | Stringing/charring se o tanque estiver muito quente |
| Uso típico | Caixas dobráveis padrão | Caixas inferiores com trava de colisão, fechamentos rápidos |
Nota de Engenharia
Coloque o cordão de cola aproximadamente 3 mm de cola dentro da borda de dobra do colo de cola, não na borda em si Isso deixa espaço para o cordão se espalhar sob compressão sem se espremer para fora no painel visível Aponte para uma linha de ligação contínua que cobre a maior parte da volta, um cordão faminto liga as bordas, mas deixe o centro estourar Verifique no produto real, porque a quantidade certa é “o suficiente para se ligar totalmente sem aperto, o que varia com placa, cola e velocidade, em vez de um único número fixo.
Quanta cola é suficiente em uma caixa?
A maioria dos operadores dão uma resposta honesta aqui: tão pouco quanto passará no teste de ligação, e não mais. A colagem excessiva desperdiça adesivo, placa de urdidura e causa aperto; a colagem insuficiente causa abertura no campo. Encontrar o chão é empírico, reduza o cordão passo a passo e puxe caixas para uma verificação de rasgo de fibra até chegar ao ponto em que a ligação ainda rasga a fibra todas as vezes Esse cordão é o seu mínimo Isso é exatamente o “quão pouca cola podemos usar? pergunta” que as equipes de produção testam, porque o adesivo é um custo real de linha em volume.
Verificações diárias de qualidade: a rotina inicial e em processo
O controle de qualidade em uma coladora de pastas não é um trabalho de inspeção final, é um hábito inédito e depois por hora Um cheque do operador é o que impede que um desvio de cola ou um deslocamento de dobra se transforme em milhares de caixas ruins antes que qualquer um a jusante perceba Os operadores mais confiáveis executam a mesma rotina curta todas as vezes, o que vale a pena nomear para que uma equipe possa padronizá-la.
A verificação inicial de 6 pontos
- Quadrado: caixa senta-se plana, painéis opostos registram, nenhuma rocha.
- Bond: descasque a volta da cola, deve rasgar a fibra, não descasque limpo (teste da fibra-rasgo).
- Cobertura: a cola percorre toda a volta sem pulos ou fome.
- Qualidade da dobra: nenhum rabo de peixe, nenhuma pontuação rachada ou esmagada.
- Limpeza: sem aperto no rosto impresso.
- Contagem/derrapagem: corrija a telha e conte até a embalagem.
Essa etapa de ligação é a que os operadores às vezes pulam, e é a que mais importa Um método objetivo é o teste fibra-rasgo: descasque a volta colada e olhe para a superfície de falha Se as fibras da placa rasgarem e permanecerem presas à cola, a ligação é mais forte que a placa, isso é uma passagem Se a cola descascar da superfície, a ligação falhou e a caixa abrirá em trânsito Os padrões de conversão formalizam isso em métodos de teste, como TAPPI T 840, o método para testar adesivos usados nas juntas sobrepostas coladas de recipientes de papelão ondulado e os relacionados Adesão de pinos TAPPI/ANSI T 821 método para resistência de união da placa.
Há um truque de operador menos conhecido que vale a pena manter no kit em papelão ondulado ligado a amido: um mancha iodo torna o adesivo de amido escuro, então escovar o iodo diluído através de uma junta separada torna a cobertura de cola e pula visível para o olho, a base do método TAPPI T 610 para distribuição de adesivo É uma maneira rápida de confirmar que você está realmente colocando uma conta contínua e não contando com uma conta que só parece contínua a partir do assento do operador A maioria dos guias concorrentes nunca mencioná-lo, ainda assim, responde à questão cotidiana de saber se a cobertura é real ou assumida.
“Novos operadores perseguem a velocidade Os que aprendem pela última vez que a primeira verificação é a velocidade, pegam a deriva na caixa seis e você nunca perde a caixa seis mil.”
Defeitos comuns do Gluer da pasta e como os operadores os consertam
A maioria dos defeitos da coladora de pastas mapeiam para uma causa previsível e uma primeira ação corretiva Operadores experientes carregam esse mapa em sua cabeça; novos operadores se beneficiam de tê-lo escrito Abaixo está uma referência de defeito para corrigir de trabalho, diagnosticar o sintoma, verificar a causa listada primeiro e ajustar a partir daí.
| Defeito | Causa mais provável | Primeira correção do operador |
|---|---|---|
| Rabo de peixe (dobra distorcida) | Tempo da correia dobrável/guias transportadoras fora de sincronia | Correias de tempo; redefinir guias para largura em branco |
| Pop-open/ligação fraca | A falta de cola ou pouca compressão persistem | Aumentar o cordão; aumentar a pressão/tempo de compressão |
| Saltos de cola | Bocal entupido/roda ou sincronismo errado da arma | Limpe a cabeça; recarregue o gatilho de cola para lap |
| Aperte o rosto | Conta muito grande ou colocada muito perto da borda do painel | Reduza o cordão 3ad mm para a volta |
| Alimentação dupla/geléia | Lacuna do alimentador muito larga; espaços em branco deformados | Lacuna de alimentação estreita; verifique a pilha em branco para o arco |
| Pontuações quebradas | Placa seca ou pontuações quebrando contra o grão | Facilite o pré-intervalo; verifique o condicionamento da placa |
Dois padrões valem a pena internalizar Primeiro, uma geléia raramente é aleatória, uma linha que atola repetidamente geralmente tem um alimentador ou problema de qualidade em branco por trás dela, e limpar a geléia sem corrigir a causa apenas comprar alguns minutos Segundo, defeitos cluster a bordo: a cola de pastas em linha reta em caixas finas, calda de peixe diferente de a colagem de caixa ondulada linha, onde esmagar e deformar dominam Ler o defeito de volta para a placa e a seção é o hábito que transforma um operador reativo em um confiável.
Segurança, manuseio de adesivos e limpeza
Um colador de pastas é uma máquina rápida com pontos de aperto, correias móveis e, em linhas de fusão a quente, adesivo aquecido A segurança do operador é regida por padrões reais, não pelo folclore da loja De acordo com as regras dos EUA, o requisito geral de proteção de máquinas de OSHA 1910.212 requer proteções nas peças móveis durante a produção normal e o padrão de bloqueio/tagout OSHA 1910.147 exige que a energia perigosa seja bloqueada antes que alguém entre na máquina para atendê-la ou limpar um atolamento profundo. A OSHA abordou especificamente como esses padrões, juntamente com o padrões de projeto de máquina ANSI B65, aplicam-se às prensas de impressão e conversão.
Dois mitos de segurança valem a pena corrigir, ambos surgem sempre que os operadores colocam questões de fora do comércio O primeiro é o mito da cola-fume: a cola fria PVA à base de água é de baixo odor e baixo COV, e o forte cheiro de “cola o dia todo” que as pessoas imaginam geralmente não se aplica; o EVA de fusão a quente é quente, então a verdadeira preocupação adesiva é queimaduras e gerenciamento de temperatura do tanque, manuseado com luvas e seguindo a folha de dados de segurança do adesivo em vez de respiradores Outro mito é que o perigo é a cola, na prática os sérios perigos são os pontos de aperto mecânicos e o desejo de limpar uma geléia enquanto a máquina está viva Uma disciplina evita as piores lesões: bloqueie-a antes de entrar.
️ Importante
O cenário mais comum de lesão grave na conversão de equipamentos é entrar em uma máquina em execução para limpar um atolamento ou limpar uma cabeça de cola Se um guarda estiver aberto ou sua mão passar pela linha de guarda, a máquina deve ser bloqueada primeiro a cada hora, independentemente de quão rápida seja a correção.
Habilidades, treinamento e carreira do operador
Os operadores de coladores de pastas fazem parte da força de trabalho de operação de máquinas de impressão e conversão, que o Bureau of Labor Statistics dos EUA rastreia dentro das ocupações de produção De acordo com o Manual de Perspectiva Ocupacional BLS, o salário médio anual para ocupações de produção era de $45.960 em maio de 2024, com os operadores de máquinas de impressão normalmente aprendendo a função por meio de treinamento no local de trabalho, em vez de escolaridade formal. Os salários variam de acordo com a região e o turno, os operadores noturnos e de linhas especializadas geralmente ganham mais, e o BLS projeta que o emprego geral na produção diminua modestamente até 2034, mesmo quando cerca de 963.400 vagas aparecem a cada ano, principalmente para substituir os trabalhadores que saem.
Você precisa de uma certificação para executar um colador de pastas?
Nenhuma certificação formal é necessária para se tornar um operador de colador de pastas na maioria das plantas, o papel é aprendido hands-on, geralmente correndo ao lado de um operador experiente antes de tomar uma linha solo Dito isso, a qualidade do treinamento é o único maior preditor de se um operador corre limpo Um padrão de falha recorrente no campo é a planta 24/7, onde as equipes noturnas nunca se sobrepõem ao treinador, então elas são deixadas para descobrir novos estilos de caixa sozinhas; o resultado é mais sucata e mais reivindicações nesses turnos As habilidades que realmente levam um operador para a frente são diagnósticas: ler um defeito de volta à sua seção, documentar configurações em um diário de bordo e conhecer o frio do teste de vínculo Aqueles transferem diretamente para funções de operador-líder e supervisor.
O “é apenas irremediavelmente repetitivo?” pergunta que os forasteiros fazem erras como o trabalho realmente se sente para as pessoas que o fazem bem A produção de rotina é rítmica, mas cada mudança é um novo problema de configuração, e uma linha que executa novos estilos de caixa mantém o trabalho variado Os operadores que ficam descrevem-no como um ofício de pequenos ajustes constantes, em vez de um único movimento repetido.
Perspectivas da indústria: automação, inspeção em linha e função de operador em evolução
O trabalho do operador do colador de pastas não está desaparecendo, mas a partir de 2025 o 2026 está mudando do ajuste manual para monitoramento e verificação Três mudanças estão impulsionando esse turno, e os operadores que planejam seus próximos anos devem rastrear todos os três.
Inspeção de qualidade em linha. Novas linhas cada vez mais são enviadas com sistemas de visão, câmeras de alta resolução e sensores a laser, que observam cada caixa em tempo real para omissões de cola, erros de dobra e defeitos de impressão, depois ejetam automaticamente as ruins sem parar a linha Que move o papel de qualidade do operador de “puxar uma amostra a cada hora” em direção a “gerenciar as exceções a câmera sinaliza,” e aumenta o valor de um operador que entende por que um defeito acontece, não apenas que ocorreu.
Memória de receita de trabalho e configuração automática. As máquinas modernas armazenam dados de trabalho em uma tela sensível ao toque: insira o tamanho em branco e o alimentador, a pré-pasta, o disco de colagem e a seção dobrável movam-se para as posições salvas em minutos, e os pedidos armazenados podem ser recuperados e executados novamente automaticamente. Isso comprime a mudança, a habilidade historicamente mais difícil do operador, e transfere o valor da configuração manual do transportador para o julgamento sobre em qual receita confiar e quando substituí-la. Um colador automático da pasta com receitas armazenadas torna um operador menos experiente produtivo mais rápido, mas não substitui o teste de títulos ou a verificação inicial.
O que fazer sobre isso. Se você é um operador ou um equipamento de planejamento de planta para 2026, o movimento prático é tratar o julgamento de controle de qualidade e a documentação de configuração como as habilidades duráveis. Câmeras e servo-configuração lidam com a repetição mecânica; o operador que consegue interpretar uma rejeição de inspeção, manter um diário de bordo limpo e realizar um teste de rasgo de fibra pela sensação é aquele que permanece valioso à medida que a linha é automatizada ao seu redor.
Do ponto de vista de um construtor de máquinas, as plantas que aproveitam ao máximo a automação são aquelas que a combinam com os hábitos do operador, e não aquelas que a tratam como um substituto para elas. Uma receita armazenada leva você a uma primeira caixa rápida; um operador treinado ainda é aquele que confirma que a caixa está quadrada e colada antes da corrida ser liberada.
Perguntas frequentes
Q: O que é uma coladora de pastas?
Ver Resposta
Uma máquina de conversão de coladores de pastas que dobra e cola peças planas cortadas em caixas acabadas em uma passagem é uma etapa entre o corte e a embalagem.
P: Ser operador de colador de pastas é um trabalho difícil?
Ver Resposta
É fisicamente estável, mas mentalmente ativo Correr caixas conhecidas é rotina, mas cada mudança é um novo desafio de configuração, e pegar cola ou deriva de dobra cedo leva atenção real A maioria dos operadores descreve-o como um ofício de pequenos ajustes constantes, em vez de um único movimento repetido.
P: Qual é a diferença entre um colador de pastas e um empacotador de pasta-colador?
Ver Resposta
Uma pasta colador cola a caixa em si Um empacotador pasta-gluer é o equipamento downstream que coleta, conta, e casos a paletização acabada Muitas plantas descobrir que esta embalagem estágio ou a alimentação estágio na linha de 120000000000000000000000000000000000000000000000000000000000000000000000000000000000000.
Q: Os operadores de colas de pastas fazem reparos mecânicos?
Ver Resposta
Os operadores lidam com ajustes de rotina, limpeza de atolamento, limpeza de cabeça de cola e pequenas manutenções. As principais avarias mecânicas ou elétricas geralmente vão para um técnico de manutenção, mas o operador costuma ser o primeiro a diagnosticar o que falhou e por quê.
P: O que faz com que uma caixa se abra após a colagem?
Ver Resposta
Pop-open é uma falha de ligação, geralmente por falta de cola, um cordão colocado errado no colo ou pouca compressão enquanto a cola endurece. A verificação é o teste de rasgo de fibra: uma ligação adequada rasga a fibra da placa quando descascada em vez de se separar.
Q: Quão perigoso é operar uma coladora de pasta?
Ver Resposta
Com guardas no lugar e bloqueio/tagout seguido, é um trabalho industrial de rotina, em vez de um de alto risco Os incidentes mais graves traçam a dois comportamentos: alcançar uma máquina de corrida para limpar uma geléia ou limpar uma cabeça de cola, e manuseio descuidado de adesivo hot-melt que causa queimaduras Ambos são controláveis As regras de guarda de máquina OSHA (1910.212) e bloqueio/tagout (1910.147) existem precisamente para projetar esses perigos, e um operador treinado que respeita a linha de guarda e a etapa de bloqueio funciona com segurança dia após dia.
Especificando uma coladora de pastas, seus operadores podem realmente funcionar de forma limpa?
Solicite uma cotação Folder-Gluer →
Prefere começar pequeno? peça-nos a verificação inicial de 6 pontos para impressão e a folha pronta para fabricação de 8 etapas.
Por que escrevemos isso
A Cenwan Machine constrói coladores de pastas, então vemos a mesma coisa nas fábricas de caixas que fornecemos em mais de 40 países: a máquina é importante, mas o julgamento de configuração do operador e as verificações diárias de qualidade decidem se uma linha funciona de forma limpa. Escrevemos isso para colocar a configuração, a calibração da cola e a rotina inicial em que um operador depende em um só lugar, com as referências OSHA, BLS e TAPPI que a maioria dos guias do operador deixa de fora.
Referências e fontes
- 29 CFR 1910.147, O Controle de Energia Perigosa (Lockout/Tagout)Administração de Segurança e Saúde Ocupacional dos EUA
- 29 CFR 1910.212, Requisitos Gerais para Todas as MáquinasAdministração de Segurança e Saúde Ocupacional dos EUA
- Aplicabilidade de Guarda-Máquinas e Lockout/Tagout a Prensas de Impressão (ANSI B65)Administração de Segurança e Saúde Ocupacional dos EUA
- Manual de Perspectiva Ocupacional, Ocupações de ProduçãoBureau of Labor Statistics dos EUA (maio de 2024)
- Método de teste T 840, adesivos em juntas de aba coladas de recipientes de papelão onduladoTAPPI
- Método de teste TAPPI/ANSI T 821, aderência de pinos de papelão onduladoTAPPI
Artigos Relacionados
Revisado pela equipe de engenharia da Cenwan Machine.