Get in touch with Cenwan Machine Company

Updated June 2026 · Reviewed by the Cenwan Machine technical team.
A corrugated box gluing machine is an automated converting machine that folds a flat die-cut blank and bonds the manufacturer’s joint into a finished box, and the glue joint, not the fold, is the part that fail first. Most buyer guides obsess over fold mechanics and top speed. This one stays on the part that actually decides whether a box survives a stacked pallet: the adhesive, the way it’s applied, and how you prove the bond is sound.
Short answer. A corrugated box gluing machine applies cold PVA, hot-melt, or starch adhesive to the glue tab of a folded blank and presses the joint until it sets. The right machine is the one matched to your gluing job, adhesive type, application head, box style, and bond-quality target, not the one with the highest speed on the brochure.
Quick Specs: Corrugated Box Gluing Machine
| Function | Folds and bonds the manufacturer’s joint on corrugated blanks into finished boxes |
| Box styles | RSC/HSC/FOL (FEFCO 0201–0204), crash-lock auto-bottom (07-series), 4/6-corner, die-cut specialty |
| Board grade | Single-wall to double-wall; A/B/C/E/F flute; 210–800 g/m² |
| Typical speed | ~50–300 boxes/min standalone; integrated FFG 200–400+ m/min |
| Glue system | Cold PVA (water-based), hot-melt EVA, or starch (corrugator stage) |
| Bond QC | Fiber-tear test, glue-lap coverage, pin adhesion (TAPPI T 821), ECT/BCT |
| Automation | Manual, semi-automatic, fully automatic inline |
This guide pairs with our deeper look at what a corrugated folder gluer is and its five working sectionsread that for the machine anatomy. Here, we go one layer down into the gluing and the bond.
What a Corrugated Box Gluing Machine Actually Does, and Why the Glue Joint Is the Whole Job
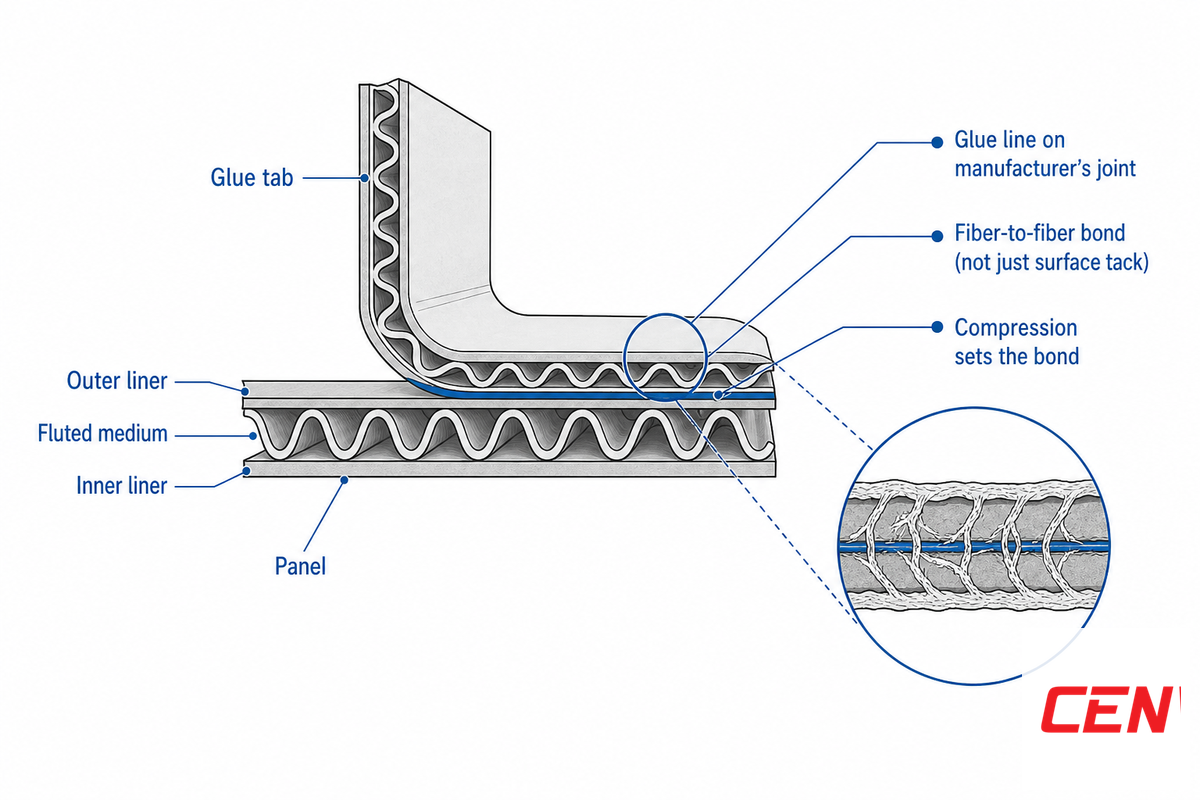
A corrugated box gluing machine takes a stream of die-cut, scored blanks, applies adhesive to the glue tab, folds the panels, and holds the joint under compression until it sets, a continuous gluing process that feeds finished cartons off the delivery end.
At its core, an automatic gluing machine is cardboard-converting machinery built to repeat one bond with consistency and accuracy across a high-speed run. Strip away the mechanics and one truth remains: the manufacturer’s joint is the single bond standing between a flat blank and a box that hold its contents through a stacked, humid supply chain. The U.S. corrugated industry ships roughly 401 billion square feet of board a year across about 1,145 plants, per the Fibre Box Associationand almost every one of those boxes lives or dies on that joint.
That’s why standards bodies test the joint directly. TAPPI publishes dedicated methods for the glued seam, T 837 for manufacturer’s-joint bond strength and T 842 for glue-bond wet shear, separate from any fold or crush test. The gluer’s real output isn’t a folded box; it’s a bond. On a Cenwan line, the joint is the metric our service engineers watch first, because a joint defect scraps board that has already absorbed printing and die-cutting cost.
Consider a mid-size converter in Ohio that moved a 40,000-box/day RSC program from a hand-fed bench unit to an inline corrugated box gluing machine. Within a week, pop-open complaints from one grocery account fell to near zero, not because the new line ran faster, but because a metered glue head finally laid a consistent bead on every manufacturer’s joint. The plant manager’s takeaway was blunt: the win was a predictable bond, not a headline speed. That’s the pattern across most upgrades, the joint, not the throughput number, is what the customer actually feel.
The stakes are simple: a weak manufacturer’s joint is the most expensive failure on a box line. One bad bond can scrap a printed, die-cut blank, delay a shipment, and push rework above 5% of job cost, which is the reason the joint, not the fold, is the risk worth engineering out first.
💡 Key takeaway: Buy the gluing machine that produces the bond your boxes need — then confirm the bond. Speed is the easy number; the joint is the real one.
Three Ways to Glue a Corrugated Box: Pasting Machine vs Flexo Folder Gluer vs Box Folding-and-Gluing Machine
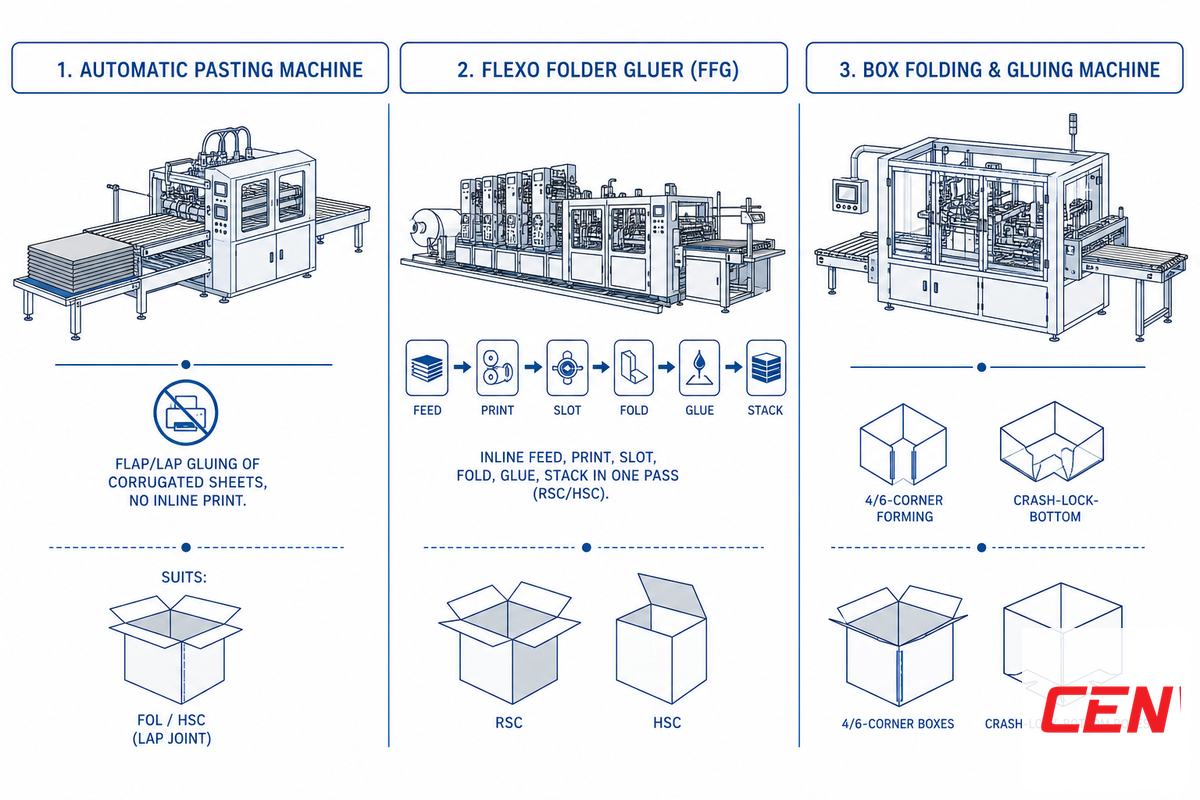
“Corrugated box gluing machine” is an umbrella term covering machine classes that glue very different jobs. Pick the class by your gluing job first, then shop models and speeds. Match the class wrong and you buy a fast machine that runs one box style well, or a versatile machine that can’t keep your high-volume production program on schedule.
| Machine class | Board input | Best gluing job | Box styles |
|---|---|---|---|
| Standalone folder gluer | Pre-die-cut blanks | Mixed runs, single-point side-seam glue | RSC, simple glued boxes |
| Flexo folder gluer (FFG) | Uncut sheet board | High-volume inline print-slot-fold-glue | Mainly RSC/HSC |
| Automatic pasting machine | Corrugated sheets/boards | Flap pasting, mixed/multi-flute, no print | Medium-large cartons |
| Box folding-and-gluing machine | Pre-die-cut blanks | Multi-point glue, complex folds | 4/6-corner, crash-lock-bottom |
| Auto integrated line | Sheets, inline | Print + die-cut + fold + glue + pack | RSC + custom at 60,000+/day |
One practical rule from the floor: glue-head count scales with box complexity. A tray or compartment carton with an unusual glue tab needs a machine with multiple glue heads to join it, practitioners on packaging forums flag “at least three heads” for complex tabs. The automatic segment now holds about 42.2% of the folder gluer machine market, worth roughly USD 286 million, per Global Market Insightsautomation is where corrugated gluing is concentrating. Each class is a packaging machine tuned to a different gluing job, from servo motor-driven precision feeders to multi-head lines. Whether the spec sheet call it a cardboard gluing machine, a carton folding and gluing machine, or an inline flexo folder gluer, the class, not the name, decides the fit. Cenwan’s corrugated range maps to three of these classes: the corrugated box gluing machine for straight-line RSC, the automatic pasting machine for mixed-flute work, and the box folding-and-gluing machine for 4/6-corner and crash-lock styles.
Cold Glue vs Hot-Melt vs Starch: The Adhesive Decision and the Crossover Point
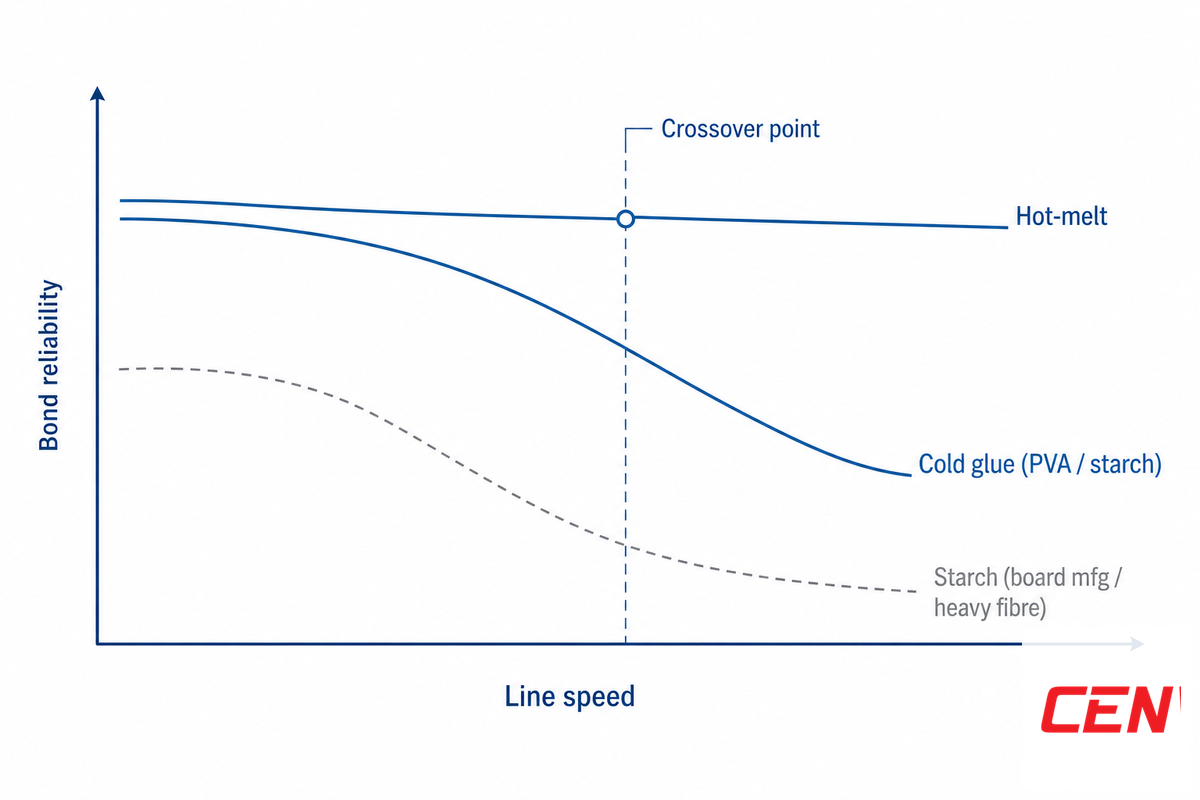
This is the decision almost no competitor page makes. Three adhesive families run on corrugated lines, and the choice is a crossover driven by line speed, board coating, run size, and recyclability, not a ranking where one glue always win.
Starch is the workhorse at the corrugator that makes the board itself, the least expensive adhesive class, run at 15–35% solids, per Adhesives & Sealants Magazine. Cold PVA (water-based) is the standard for box folding and sealing: it soaks into the paper for excellent fiber-tear adhesion, costs little, and forgives operator error, but it sets by evaporation, caps a folder gluer near 60 boxes per minute, and needs drying time. Hot-melt EVA sets in about two seconds, supports 200+ boxes per minute with no drying stage, and bonds coated or low-surface-energy board, but it costs more per unit, needs a heated system at roughly 100–200 °C, and chars if overheated. A patented starch chemistry that blends in polyvinyl alcohol at 92–98% hydrolysis shows how formulators tune the green-bond set rate, per US Patent 5,093,393 (H.B. Fuller).
Where Is the Cold-Glue-to-Hot-Melt Crossover Point?
Cold-Glue-to-Hot-Melt Crossover Point: the run size and line speed at which hot-melt’s instant set and no-drying footprint outweighs cold PVA’s lower cost and superior fiber-tear penetration. In short, cold PVA owns the low-speed, short-run, recyclable end of the work; hot-melt owns high-speed, high-volume, coated-board runs.
As a practitioner rule of thumb, not a standardized threshold, cold glue tends to win below roughly 500,000 units per year, where flexible job changes and low capital matter; hot-melt tends to win at high, steady volumes (think 5,000,000+ units per year), where its combined cost can run lower and drying floor space is the constraint. Treat these bands as a starting point to validate against your own run profile, not a fixed cutoff. The honest correction to the myth “hot-melt is always better”: cold PVA usually gives a stronger fiber-tear bond because it penetrates the fibers, while hot-melt trades some penetration for speed.
| Job condition | Recommended adhesive | Why |
|---|---|---|
| Line speed <~60 boxes/min | Cold PVA | Cure time is available; cheapest per box |
| Line speed >~200 boxes/min | Hot-melt EVA | ~2 s set keeps up; no drying stage |
| Run size <500,000 units/yr | Cold PVA | Low capital, forgiving on changeovers |
| Run size >5,000,000 units/yr | Hot-melt EVA | Combined cost can fall ~25–30% lower |
| Uncoated, porous kraft board | Cold PVA | Penetrates fibers; highest fiber tear |
| Coated / laminated / varnished board | Hot-melt EVA | Bonds low-surface-energy surfaces |
| Cold workshop (<20 °C) | Hot-melt EVA | Cold PVA can freeze/thicken before bonding |
| Recyclability / repulpability is specified | Cold PVA or starch | Avoids hot-melt “stickies” in recycled pulp |
| Tight floor space (no drying room) | Hot-melt EVA | No drying stage required |
| Board-making (flute-to-liner) bond | Starch | Cheapest; the corrugator-stage standard |
Crossover bands compiled from industry adhesive-selection practice; confirm against your own board, climate, and run profile.
✔ Cold PVA — strengths
- Penetrates fibers → high fiber-tear bond
- Lowest adhesive cost per box
- No heated tank; forgiving to run
- Repulpable, recycling-friendly
⚠ Hot-melt EVA — strengths & limits
- ~2 s set; suits 200+ boxes/min lines
- Bonds coated / laminated board
- No drying stage; saves floor space
- Higher cost; chars if overheated; can leave “stickies”
How the Glue Gets on the Board: Application-Head Types
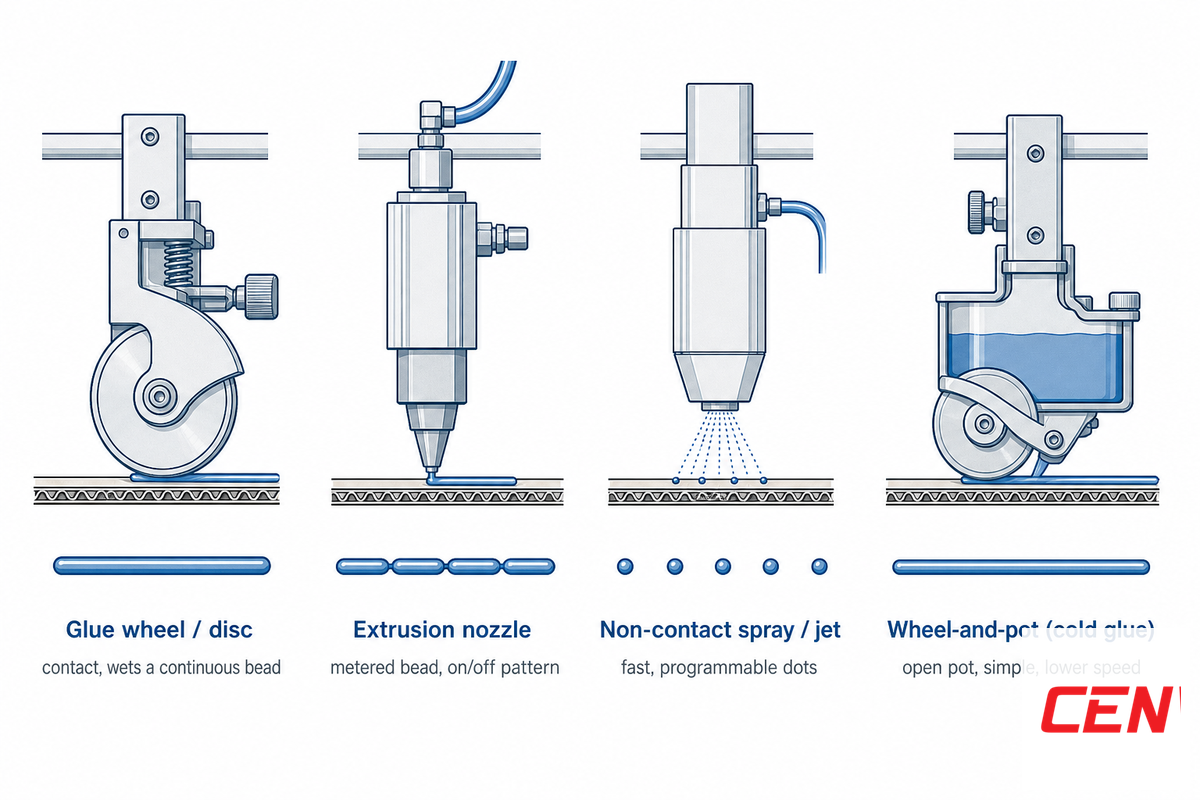
The adhesive only perform if the head lays it down correctly. Head choice is governed by open time, how long the glue stays workable before it skins over, not by preference. A wheel that lays too thin a hot-melt film let it solidify before compression; switching to a nozzle that lays a controlled, heat-retaining bead fixes it.
Getting the head wrong is a quiet, expensive problem: a wheel that skins over starves the joint, while an over-set nozzle wastes adhesive and can push reject rates 5-10% higher on coated stock. The trade-off is metering control versus open time, driven by how fast the glue must set before compression, which is the reason head choice is an engineering decision, not a default.
| Head type | Best adhesive | Metering control | Notes |
|---|---|---|---|
| Wheel / disc | Cold PVA | Low (scraper-set) | Sturdy, popular; can skin over at speed |
| Roller / transfer | Cold PVA / starch | Medium | Even film over wide laps |
| Nozzle / valve | Hot-melt | High (self-metering) | Programmable dot/line patterns; priciest |
| Extrusion / slot | Hot-melt | High | Controlled bead; per US Patent 4,256,526 |
| Grooved spot roll | Starch / cold | High (0.1–0.3 mm slot) | Applies spots, cuts glue use + warp (US Pat. 3,688,736) |
| Contactless / jet | Hot-melt | High | No board contact; good for fragile faces |
| Intermittent dot/stitch | Hot-melt | High | Can cut hot-melt use up to ~50% |
| Finger applicator | Cold | Low | Largely obsolete |
| Multi-head bank | Cold / hot-melt | High | 3+ heads for 4/6-corner and complex tabs |
Hot-melt nozzles are sized tightly: a typical orifice runs 0.30–0.46 mm (0.012–0.018 in), and going up just one ~0.05 mm step raises adhesive use by roughly 19–23%. The historical proof that metered application protects the bond come from US Patent 3,688,736, whose grooved roll applies separated spots specifically to stop excess glue from warping board.
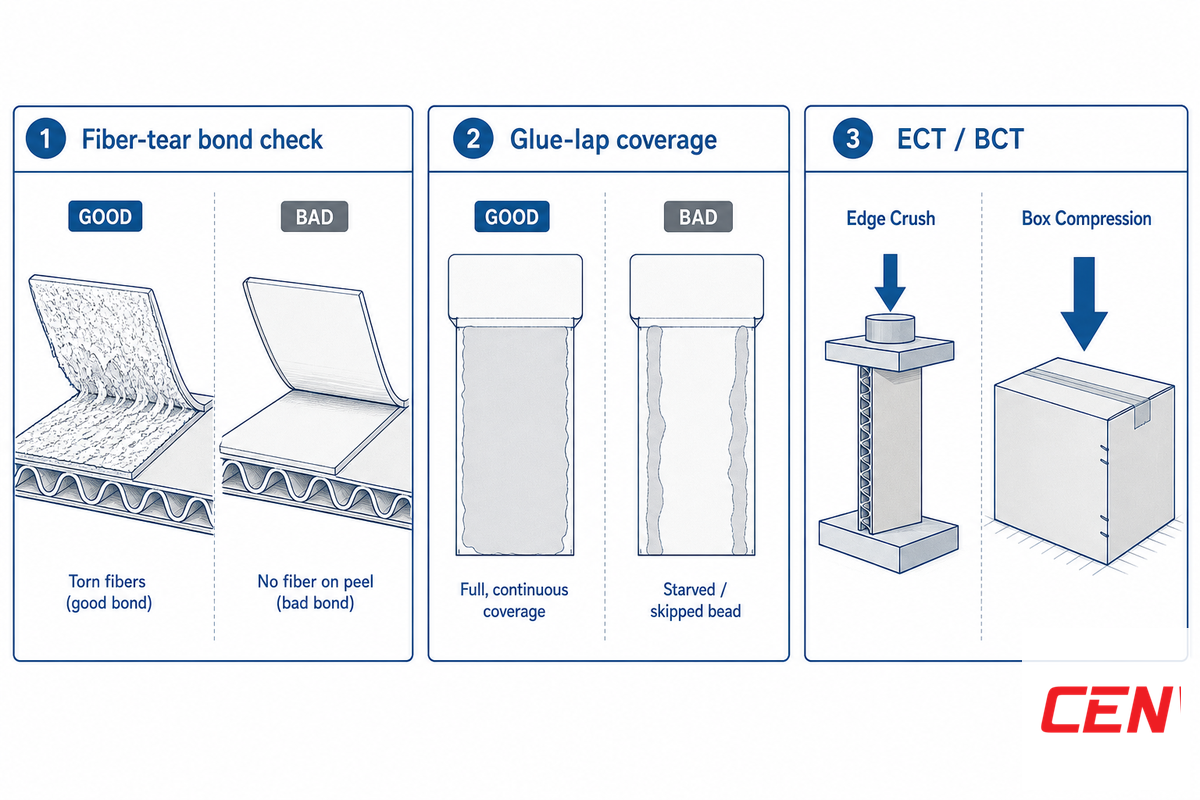
Did the Bond Actually Hold? The Fiber-Tear Bond Check, Glue-Lap Coverage and ECT/BCT
You can’t manage a bond you don’t measure. The good news: the most reliable corrugated bond test needs no lab, just your hands.
How Do You Test the Strength of a Glued Corrugated Box Joint?
Run a Fiber-Tear Bond Check: cut the glued seam into roughly 20 mm strips, let them equilibrate to room temperature, then peel each slowly. If the board fibers tear apart, leaving torn paper on both faces, the bond is sound, because the adhesive is now stronger than the substrate. If the seam separates cleanly along the glue line with no fiber damage, the joint is under-glued or running the wrong adhesive and will pop open in transit.
The U.S. Forest Products Laboratory states the engineering principle directly: it’s generally preferred that the bond be stronger than the substrate so failure occurs by fiber fracture, not glue-line separation.
Counterintuitively, the best fiber-tear result shows less visible glue, not more. Clumped, beaded adhesive on a torn joint signals over-application, you’re wasting glue, not strengthening the box. For a lab-grade fingerprint, the pin adhesion test (TAPPI T 821 om-22) measures the Z-direction force separating flute tips from the liner and pinpoints whether a defect is poor adhesive penetration or weak board.
📐 Engineering Note — the Coverage-Over-Volume Rule.
Bond strength comes from even film coverage along the full glue lap, not from glue volume. Excess adhesive swells and softens the board, causes bubbles and wrinkles, and lengthens dry time, it weakens the joint. Aim for a thin continuous film that produces fiber tear, then stop. “Set speed” — the time for the adhesive to become stronger than the board, is what you’re really tuning; too slow and you get pop-opens.
Board strength ties back to the bond through edge crush. Edge crush test (ECT, ISO 3037 / TAPPI T 811 om-23) varies widely by board grade, commonly from the low-20s to past 60 lb/in, and a higher ECT generally predicts a stronger stack. The McKee formula estimates box compression strength (BCT) as BCT = 5.876 × ECT × √(U × d), where U is box perimeter and d is board thickness. Treat it as an estimate: it is only valid when box height-to-perimeter exceeds 1:7, and a 2023 peer-reviewed study found the simplified formula carries about 18% error and breaks down for boxes with cutouts, per Fehér et al. (2023). One distinction matters: ECT and BCT measure the board and the assembled box, not the glue joint itself. Use them alongside the fiber-tear and pin-adhesion checks, which target the bond directly; a box can pass ECT and still pop a weak seam.
“A correct bond should be stronger than the substrate, so failure happens by fiber tear in the board, not in the glue line. If you peel a seam and the paper tears, the glue is doing its job.”
Matching the Glue System to Board Grade and Box Style
Can One Corrugated Box Gluing Machine Handle Single-Wall and Double-Wall Board?
Many can, but never assume, verify the board-grade window on the spec sheet. Double-wall board needs higher folding force and a modified glue setting, because thicker, stiffer flutes resist folding and absorb adhesive differently than thin liner. Confirm both your thinnest and thickest board fall inside the machine’s caliper range before you buy.
Flute geometry drives both glue absorption and crush strength, so flap alignment and paper feeding settings shift with every grade. Box style drives the glue pattern and head count. The international reference is the FEFCO Code, now in its 12th edition: 0201 is the Regular Slotted Container (RSC), while crash-lock auto-bottom boxes sit in the 07-series (for example 0711, pre-glued auto-bottom) — not the 0500 series, which are sliding/sleeve styles. Slotted boxes including the RSC make up roughly 51% of the global box-style share, so straight-line gluing covers most volume, yet one line still has to handle diverse box styles and protect products through storage and shipping.
| Flute | Thickness | Flutes/ft | Gluing note |
|---|---|---|---|
| A | ~1/4 in | ~33 | Most cushioning; thirsty, needs even coverage |
| B | ~1/8 in | ~47 | Stiff flat face; clean glue lines |
| C | ~3/16 in | ~39 | Most common shipper; good all-rounder |
| E | ~1/16 in | ~90 | Fine flute; less absorbent, control bead |
| F | ~1/32 in | ~125 | Micro-flute; smallest lap, precise heads |
What It Costs: Machine Price Plus the Glue-Cost-Per-1000 Ledger

A corrugated box gluing machine runs from tens of thousands of dollars for a semi-automatic unit to well over USD 1 million for a high-speed integrated line, but the purchase price is only half the story; adhesive, labor, and waste decide the real cost of ownership.
How Much Does a Corrugated Box Gluing Machine Cost?
Machine price spans a wide band by automation and integration. Market-research estimates put used top-specification folder gluers in the roughly USD 500,000 to 1.5 million range, one industry analysis, not a fixed quote; new entry FFG units start far lower, with mid-range integrated lines in the mid-six figures.
New-machine prices have climbed 30–130% in inflation-adjusted terms over three decades because the machines now do far more, more colors, stored job recipes, faster setups, per the Association of Independent Corrugated Converters. But the machine is only half the cost story.
The Glue-Cost-Per-1000 Adhesive Ledger
Adhesive is a recurring cost no brochure quotes. Compute it yourself: glue cost per 1,000 boxes = glue-lap area (m²) × coverage (g/m²) × adhesive price ($/kg). Worked example for an RSC with a 35 mm lap on a 300 mm-tall box (lap area ≈ 0.0105 m²):
- Cold PVA: 0.0105 m² × 18 g/m² = 0.19 g/box; at ~$1.50/kg → about $0.28 per 1,000 boxes (plus drying energy).
- Hot-melt EVA: 0.0105 m² × 10 g/m² = 0.11 g/box; at ~$6.60/kg ($3/lb) → about $0.70 per 1,000 boxes (no drying; switching to intermittent dots can cut this ~50%).
Illustrative, plug in your own lap size, coverage, and local adhesive price. The point: cold glue wins on material cost; hot-melt wins on speed and floor space.
Run the same logic on labor and waste before you sign. A documented corrugated dry-end project cut waste from 1.9% to 1.33% — saving about USD 50,000, purely through standardized settings and preventive maintenance, per a Lean Six Sigma case study. In one benchmarked 55,000-box/day installation, an integrated line cut waste from 7.8% to 2.9% and changeover from 35 to 11 minutes, with reported payback near 14.5 months. Model your own numbers with the folder gluer payback calculator. Whether you’re comparing corrugated box gluing machine price across vendors, weighing a used corrugated box gluing machine, or sizing a small corrugated box gluing machine for a pilot run, budget the recurring adhesive line, not just the sticker, before you sign. The right gluing solution lifts productivity and keeps the packaging process stable; a durable, efficiently run line improves efficiency across the full production cycle.
Gluing Defects and How to Fix Them at the Source
Most bond failures trace to a short list of causes, and the fix is rarely “more glue.” Walk the defect back to its root.
A Texas box plant we benchmarked fought a recurring pop-open on a coated SKU by raising glue volume three times, each pass made the warp worse. The fix was the opposite: cut the coverage and trim about 1/32 inch off the glue flap so adhesive met bare board. Scrap on that job dropped from roughly 6% to under 2% within a single shift. More glue was the instinct; less glue, applied evenly, was the answer, the Coverage-Over-Volume Rule in practice.
| Defect | Likely cause | Fix |
|---|---|---|
| Glue skipping / patchy line | Clogged nozzle; spray powder from upstream press | Clean/replace orifice; cut press powder |
| Weak joint (glue on one face) | Too little glue; low pressure; hot-melt too cold | Raise coverage; time compression; lift temp |
| Seam opens (glue on both faces) | Too much glue; short pressure; temp too high | Reduce film; extend press; lower temp |
| Bubbles / wrinkles / warp | Excess glue swells board | Thin, even film (Coverage-Over-Volume) |
| Pop-opens on coated stock | Low surface energy repels adhesive | Knock out coating or trim ~1/32 in off flap |
| No bond despite enough glue | Workshop too cold (<20 °C) | Heat the shop; warm the adhesive |
| Hot-melt char / clogged nozzle | Adhesive degrades when idle | Use setback mode after ~15 min idle |
| Fishtail / skew (joint misaligned) | Weak crease; uneven conveyor speeds | Raise crease pressure; balance conveyors |
| Boxes stuck together | Glue squeeze-out; line too near edge | Reduce glue; move glue line off edge |
Two cautions belong on every line. First, in-line series plants normally run 15–25% cumulative scrap, per PackIOTso a single uncaught skew can scrap a whole run. Carry a sample box off the delivery end every changeover and run a Fiber-Tear Bond Check. Second, jam-clearing is where operators get hurt: reaching past a guard into the point of operation triggers full lockout/tagout under OSHA 29 CFR 1910.147, and nip points and forming rolls must stay guarded under 1910.212.
⚠️ Important: A fishtail or skew that goes unspotted scraps the entire run, not a few boxes — the flaw repeats on every blank until someone stops the line. First-article checks at every changeover catch it.
Where Corrugated Box Gluing Is Heading in 2026
The biggest shift in 2026 is that recyclability is starting to dictate the adhesive, not just the price. The EU’s Packaging and Packaging Waste Regulation (PPWR 2025/40) entered into force on 11 February 2025 and applies from 12 August 2026; as part of a wider design-for-recycling law, it requires all packaging to be recyclable in an economically viable way by 2030, per the European Commission.
Because conventional hot-melt fragments into “stickies” that contaminate recycled pulp, regulation and retailer mandates are pushing box sealing toward repulpable cold PVA and starch systems, corrugated already represents the largest bioadhesive volume segment, with a named “shift from synthetic hot-melt to starch-based bioadhesives,” per IndexBox. Peer-reviewed work on cassava starch-based hot-melt confirms bio substitutes are research-validated, not just marketing, per Admase et al. (2024).
The second driver is labor. Skilled folder-gluer operators are scarce, which is pushing buyers toward servo-driven machines that store job recipes and cut changeover from tens of minutes to single digits, the same automation that handles crash-lock and six-corner boxes above 400 m/min. What this means for your purchase: if you’re specifying a corrugated box gluing machine for a 2026 project, weigh adhesive recyclability and changeover automation alongside speed, and confirm your glue choice will still pass a recyclability spec your retail customers may impose. For background, the folder gluer machine market sits near USD 678 million (2025) on a ~6.8% growth path, though firm-by-firm estimates diverge widely and should be read as directional only.
Frequently Asked Questions
Q: What is a corrugated box gluing machine?
View Answer
A corrugated box gluing machine is automated converting equipment that applies adhesive to the glue tab of a die-cut corrugated blank, folds the panels, and presses the manufacturer’s joint until it bonds into a finished box. It replaces manual taping or hand-gluing and is categorized by box style and by glue system — cold PVA, hot-melt, or starch.
Q: Cold glue or hot-melt, which is better for corrugated boxes?
View Answer
Neither is universally better; it is a crossover. Cold PVA penetrates the fibers for an excellent fiber-tear bond, costs less, and forgives error, but it sets slowly and caps speed near 60 boxes/min. Hot-melt sets in about two seconds, runs 200+ boxes/min with no drying, and bonds coated board, but costs more and needs heated equipment. Choose by line speed, board coating, run size, and recyclability.
Q: How much does a corrugated box gluing machine cost?
View Answer
It ranges widely by automation and integration. Market research estimates used top-specification folder gluers in the roughly USD 500,000 to 1.5 million range; new entry-level FFG units start far lower, while integrated print-fold-glue lines reach the mid-six figures and up. Add the recurring adhesive cost — compute glue cost per 1,000 boxes from your lap area, coverage, and adhesive price — plus labor and waste, then compare total cost of ownership, not sticker price.
Q: How fast does a corrugated box gluing machine run?
View Answer
Standalone machines typically run 50–300 boxes/min; integrated flexo folder gluers reach 200–400+ m/min. Real throughput always sits below the brochure maximum.
Q: Can one machine handle single-wall and double-wall board?
View Answer
Many do — but verify the caliper range on the spec sheet. Double-wall board needs higher folding force and a modified glue setting.
Q: Is a used corrugated box gluing machine worth it?
View Answer
A used machine can save 40–60% on capital, but weigh the hidden costs: missing or obsolete spare parts, expired CE/ISO documentation, refurbishment uncertainty, and operator-training gaps. For a high-volume program chasing a sub-two-year payback, the labor and waste savings of a new, well-supported line often outweigh the lower purchase price.
Q: How do I know if the glue bond is strong enough?
View Answer
Run the Fiber-Tear Bond Check: cut the seam into ~20 mm strips and peel them slowly. If the board fibers tear, the bond is stronger than the substrate and will hold; if the seam separates cleanly along the glue line, it is under-glued or running the wrong adhesive. For documented QC, the pin adhesion method TAPPI T 821 quantifies the bond, and over-application — visible clumped glue — actually signals waste, not strength.
Specifying a corrugated box gluing machine for your board, box style, and run profile? Cenwan handles the full selection and design process, customizing the gluing line around your bond requirement across the full span of box styles, not a stock spec sheet.
Get a Custom Quote →
or match a model with the folder gluer model selector
Our Perspective on Bond Quality
As a corrugated box manufacturer’s equipment partner, Cenwan Machine builds corrugated folder gluers and box gluing machines from its Wenzhou factory for the packaging industry in 40+ countries, with custom configurations for high-quality box manufacturing. We wrote this guide around the glue joint because it’s the one variable that decides whether a corrugated box survives shipping, and the one most equipment pages skip. The price, waste, and changeover figures cited from our own installations reflect benchmarked 2025–2026 projects; your numbers will vary with board, climate, and run length. Reviewed by the Cenwan Machine technical team.
References & Sources
- The Corrugated IndustryFibre Box Association
- Standards Numerical Listing (T 811 / T 804 / T 821)TAPPI
- GTR-196: Moisture and Creep Effects on Paper, Board and ContainersUSDA Forest Products Laboratory
- Edge Crush Test (McKee formula, ISO 3037)Wikipedia
- Compression Strength Estimation of Corrugated Board Boxes (Fehér et al., 2023)NIH/PMC
- FEFCO Code (12th edition)European Federation of Corrugated Board Manufacturers
- US Patent 5,093,393, Starch-based corrugating adhesive with PVAUSPTO
- US Patent 3,688,736, Glue applicator for corrugated paper machineUSPTO
- 29 CFR 1910.212 / 1910.147, Machine guarding & lockout-tagoutOSHA
- Packaging and Packaging Waste Regulation (PPWR 2025/40)European Commission
- Cassava starch-based hot-melt adhesive (Admase et al., 2024)NIH/PMC
- Folder Gluer Machine MarketGlobal Market Insights
- A Look at the Evolution of Box PlantsAICC
- Cutting Waste in Corrugated PackagingThe Lean Six Sigma Company
- Bioadhesives for Packaging Market ForecastIndexBox