Póngase en contacto con Cenwan Machine Company

Actualizado junio 2026 · Revisado por el equipo técnico de Cenwan Machine.
Una máquina encoladora de cajas corrugadas es una máquina convertidora automática que dobla una pieza en bruto troquelada plana y une la junta del fabricante en una caja terminada, y la junta de pegamento, no el pliegue, es la parte que primero falla. La mayoría de los guías de compradores se obsesionan con la mecánica de plegado y la velocidad máxima. Éste permanece en la parte que realmente decide si una caja sobrevive a una plataforma apilada: el adhesivo, la forma en que se aplica y cómo se demuestra que la unión es sólida.
Respuesta corta. Una máquina encoladora de cajas corrugadas aplica PVA frío, adhesivo termofusible o de almidón a la lengüeta de pegamento de una pieza en bruto plegada y presiona la junta hasta que se asienta. La máquina adecuada es la que se adapta a su trabajo de pegado, tipo de adhesivo, cabezal de aplicación, estilo de caja y objetivo de calidad de unión, no la que tiene la velocidad más alta en el folleto.
Especificaciones rápidas: máquina pegadora de cajas corrugadas
| Función | Pliega y une la junta del fabricante sobre piezas corrugadas en cajas terminadas |
| Estilos de caja | RSC/HSC/FOL (FEFCO 0201-0204), parte inferior automática con bloqueo de choque (serie 07), esquina 4/6, especialidad troquelada |
| Grado de junta | De pared simple a pared doble; flauta A/B/C/E/F; 210-800 g/m² |
| Velocidad típica | ~50-300 cajas/min independientes; FFG integrado 200-400+ m/min |
| Sistema de pegamento | Pva frío (a base de agua), EVA termofusible o almidón (etapa corrugadora) |
| Control de calidad de enlace | Prueba de desgarro de fibra, cobertura de pegamento-lap, adhesión de pasador (TAPPI T 821), ECT/BCT |
| Automatización | Manual, semiautomático, totalmente automático en línea |
Esta guía combina con nuestra mirada más profunda qué es un encolador de carpetas corrugado y sus cinco secciones de trabajolea eso para conocer la anatomía de la máquina. Aquí, bajamos una capa hacia el pegado y la unión.
Qué hace realmente una máquina encoladora de cajas corrugadas y por qué la junta de pegamento es todo el trabajo
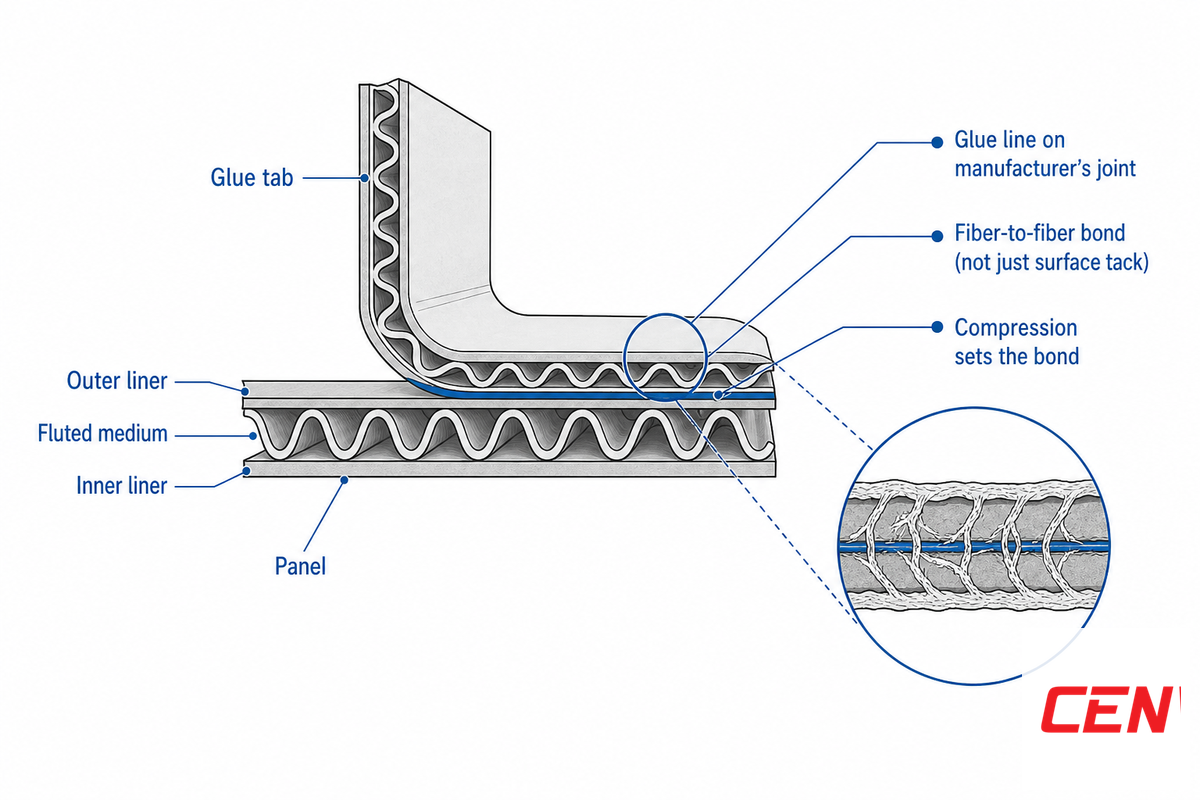
Una máquina encoladora de cajas corrugadas toma un chorro de piezas en bruto troqueladas, aplica adhesivo a la lengüeta de pegamento, dobla los paneles y mantiene la junta comprimida hasta que fragua, un proceso de encolado continuo que alimenta las cajas terminadas desde el extremo de entrega.
En esencia, una máquina encoladora automática es una maquinaria convertidora de cartón construida para repetir una unión con consistencia y precisión a lo largo de un recorrido de alta velocidad. Elimine la mecánica y quedará una verdad: la unión del fabricante es el enlace simple que se encuentra entre una pieza en bruto plana y una caja que mantiene su contenido a través de una cadena de suministro húmeda y apilada. La industria corrugada de EE. UU. envía aproximadamente 401 mil millones de pies cuadrados de tablas al año a través de aproximadamente 1,145 plantas, según el Asociación de Cajas de Fibray casi todas esas cajas viven o mueren en ese porro.
Por eso los organismos de normalización prueban la unión directamente. TAPPI publica métodos dedicados para la costura pegada, T 837 para la resistencia de unión de la junta del fabricante y T 842 para el corte húmedo de unión adhesiva, separados de cualquier prueba de plegado o trituración. La verdadera producción del pegador no es una caja plegada; es una unión. En una línea Cenwan, la junta es la métrica que observan primero nuestros ingenieros de servicio, porque un defecto de la junta desecha la placa que ya ha absorbido el costo de impresión y troquelado.
Considere un convertidor de tamaño mediano en Ohio que movió un programa RSC de 40,000 cajas/día de una unidad de banco alimentada manualmente a una máquina encoladora de cajas corrugadas en línea. En una semana, las quejas de apertura emergente de una cuenta de supermercado cayeron a casi cero, no porque la nueva línea funcionara más rápido, sino porque un cabezal de pegamento medido finalmente colocó una cuenta consistente en la junta de cada fabricante. La conclusión del gerente de la planta fue contundente: la victoria fue un vínculo predecible, no una velocidad general. Ese es el patrón en la mayoría de las actualizaciones, la junta, no el número de rendimiento, es lo que realmente siente el cliente.
Lo que está en juego es simple: una junta de fabricante débil es la falla más costosa en una línea de cajas. Una unión defectuosa puede desechar una pieza en bruto impresa y troquelada, retrasar un envío y retrasar el retrabajo por encima de 5% del costo del trabajo, razón por la cual la junta, no el pliegue, es el riesgo que vale la pena eliminar primero.
💡 Conclusión clave: Compra la máquina pegadora que produce la unión que tus cajas necesitan « y luego confirma la unión. La velocidad es el número fácil; la unión es la real.
Tres formas de pegar una caja corrugada: máquina para pegar versus pegadora de carpetas Flexo versus máquina para plegar y pegar cajas
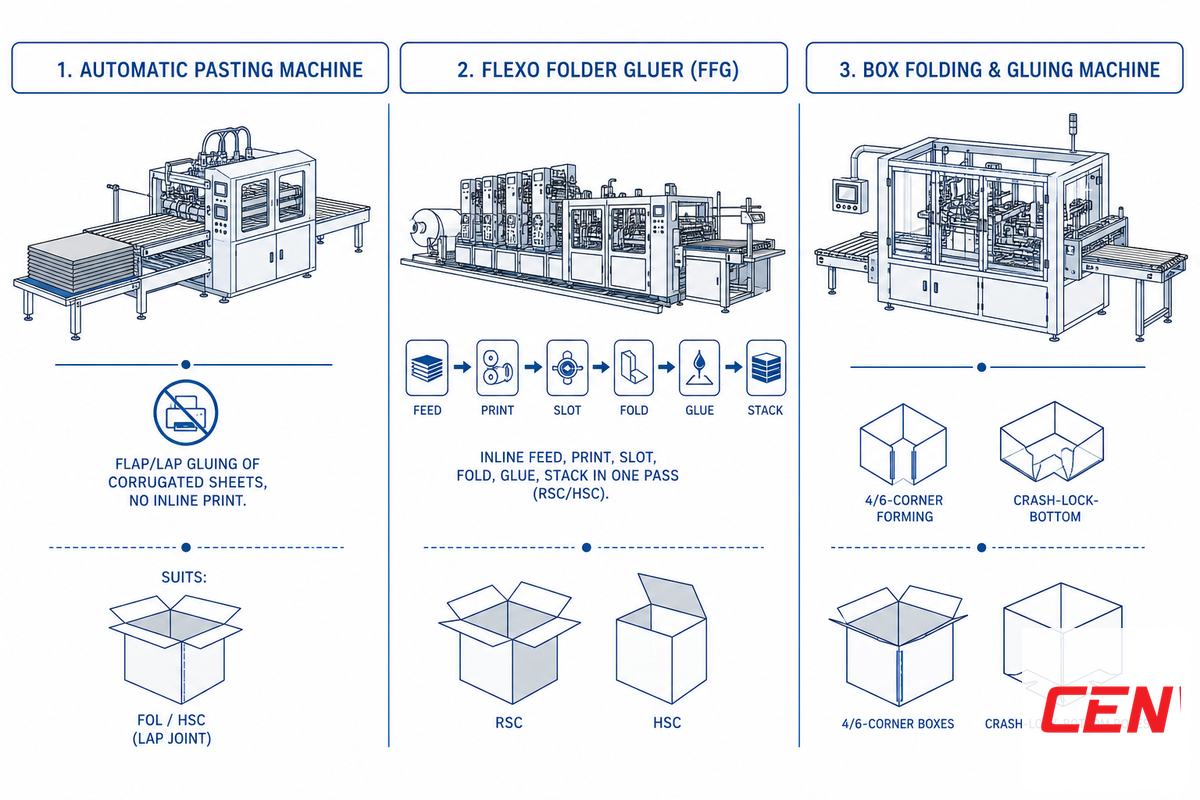
“Máquina pegadora de cajas corrugadas” es un término general que cubre clases de máquinas que pegan trabajos muy diferentes. Primero elija la clase según su trabajo de pegado, luego compre modelos y velocidades. Combina mal la clase y comprará una máquina rápida que funcione bien con un estilo de caja, o una máquina versátil que no pueda mantener su programa de producción de gran volumen a tiempo.
| Clase de máquina | Entrada de la placa | Mejor trabajo de pegado | Estilos de caja |
|---|---|---|---|
| Pegador de carpetas independiente | Blancos pre-cortados | Tiradas mixtas, pegamento de costura lateral de un solo punto | RSC, cajas pegadas sencillas |
| Pegadora de carpetas Flexo (FFG) | Tablero sin cortar | Pegamento plegable con ranura de impresión en línea de gran volumen | Principalmente RSC/HSC |
| Máquina pegadora automática | Chapas/tableros corrugados | Pegado de solapas, mixto/multiflauta, sin impresión | Cajas medianas y grandes |
| Máquina plegadora y pegadora de cajas | Blancos pre-cortados | Pegamento multipunto, pliegues complejos | 4/6 de esquina, con bloqueo de choque en la parte inferior |
| Línea integrada automática | Hojas, en línea | Imprimir + troquelado + doblar + pegamento + paquete | RSC + personalizado a 60.000+/día |
Una regla práctica desde el suelo: el número de cabezales de pegamento escala con complejidad de caja. Una bandeja o caja de cartón con una pestaña de pegamento inusual necesita una máquina con múltiples cabezales de pegamento para unirse, los profesionales en los foros de empaque marcan “al menos tres cabezales” para pestañas complejas. El segmento automático ahora contiene alrededor de 42,2% del mercado de máquinas plegadoras encoladoras, con un valor aproximado de 286 millones de dólares por persona Perspectivas del mercado globalla automatización es donde se concentra el pegado corrugado. Cada clase es una máquina envasadora adaptada a un trabajo de pegado diferente, desde alimentadores de precisión accionados por servomotor hasta líneas de múltiples cabezales. Ya sea que la hoja de especificaciones la llame máquina encoladora de cartón, máquina plegadora y encoladora de cartón o encoladora de carpetas flexográficas en línea, la clase, no el nombre, decide el ajuste. La gama de cartón corrugado de Cenwan se asigna a tres de estas clases: la máquina encoladora de cajas de cartón ondulado para RSC en línea recta, el máquina pegadora automática para trabajos de flauta mixta, y el máquina plegadora y encoladora de cajas para estilos de 4/6 de esquina y bloqueo de choque.
Pegamento frío versus termofusible versus almidón: la decisión adhesiva y el punto de cruce
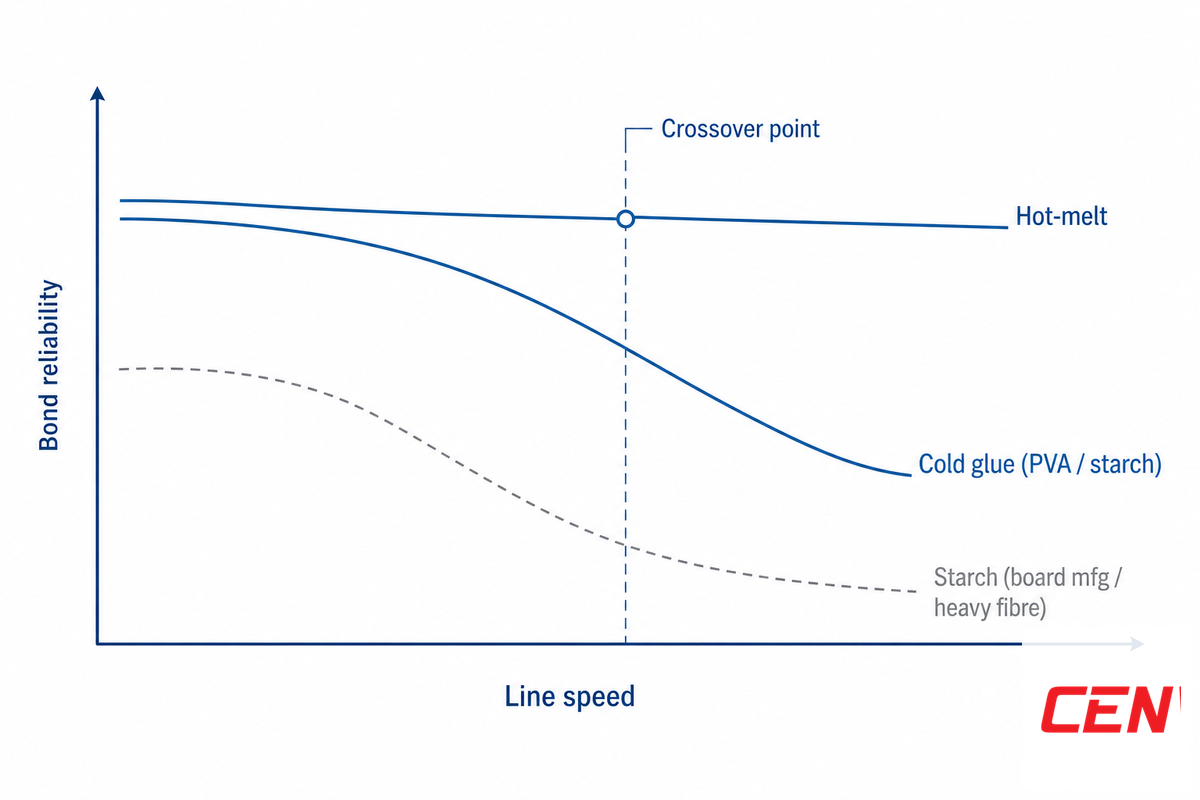
Esta es la decisión que casi no toma ninguna página de la competencia. Tres familias de adhesivos corren sobre líneas corrugadas, y la elección es un crossover impulsado por la velocidad de la línea, el revestimiento de la placa, el tamaño de la carrera y la reciclabilidad, no una clasificación en la que un pegamento siempre gana.
Almidón es el caballo de batalla en la corrugadora que hace que la placa en sí, la clase de adhesivo menos costosa, funcione con 15-35% sólidos, por Revista Adhesivos y Selladores. Pva frío (a base de agua) es el estándar para doblar y sellar cajas: se sumerge en el papel para una excelente adhesión con fibra desgarrada, cuesta poco y perdona el error del operador, pero se fija por evaporación, tapa una plegadora pegadora cerca de 60 cajas por minuto, y necesita tiempo de secado. Eva termofusible se configura en aproximadamente dos segundos, admite más de 200 cajas por minuto sin etapa de secado y se une a una placa recubierta o de baja energía superficial, pero cuesta más por unidad, necesita un sistema calentado a aproximadamente 100-200 °C y caracteres si sobrecalentado. Una química de almidón patentada que se mezcla con alcohol polivinílico a hidrólisis 92-98% muestra cómo los formuladores ajustan la velocidad establecida de enlace verde, por Patente de EE.UU. 5.093.393 (HB Fuller).
¿dónde está el punto de cruce de pegamento frío a fusión en caliente?
Punto de cruce de pegamento en frío a fusión en caliente: el tamaño de la ejecución y la velocidad de la línea a la que el conjunto instantáneo y la huella sin secado de la fusión en caliente superan el menor costo del PVA en frío y la penetración superior del desgarro de fibra. En resumen, el PVA frío posee el extremo reciclable de baja velocidad y corto plazo del trabajo; hot-melt posee tiradas de cartón revestido de alta velocidad y gran volumen.
Como regla general, no como un umbral estandarizado, el pegamento frío tiende a ganar por debajo de aproximadamente 500.000 unidades por año, donde los cambios de trabajo flexibles y el bajo capital importan; el termofusible tiende a ganar con volúmenes altos y estables (piense en más de 5.000.000 de unidades por año), donde su costo combinado puede ser menor y el espacio de secado es la limitación. Trate estas bandas como un punto de partida para validarlas frente a su propio perfil de ejecución, no como un límite fijo. La corrección honesta al mito “el termofusible siempre es mejor”: el PVA frío generalmente da un más fuerte enlace fibra-desgarro porque penetra las fibras, mientras que el termofusible cambia cierta penetración por velocidad.
| Condición laboral | Adhesivo recomendado | Por qué |
|---|---|---|
| Velocidad de línea <~60 cajas/min | Pva frío | El tiempo de curación está disponible; más barato por caja |
| Velocidad de línea >~200 cajas/min | Eva termofusible | ~2 s set se mantiene; sin etapa de secado |
| Tamaño de ejecución <500.000 unidades/año | Pva frío | Capital bajo, perdonando los cambios |
| Tamaño de ejecución >5.000.000 de unidades/año | Eva termofusible | El costo combinado puede caer ~25-30% menos |
| Tablero kraft poroso y sin recubrimiento | Pva frío | Penetra fibras; el desgarro de fibra más alto |
| Tablero recubierto/laminado/barnizado | Eva termofusible | Une superficies de baja energía superficial |
| Taller frío (<20 °C) | Eva termofusible | El PVA frío puede congelarse/engrosarse antes de adherirse |
| Se especifica reciclabilidad/repulpabilidad | Pva frío o almidón | Evita las “pegatinas” termofusibles en la pulpa reciclada |
| Espacio reducido (sin cuarto de secado) | Eva termofusible | No se requiere etapa de secado |
| Unión de fabricación de tablas (flauta a línea) | Almidón | El más barato; el estándar de etapa corrugadora |
Bandas cruzadas compiladas a partir de la práctica de selección de adhesivos de la industria; confirme con su propio tablero, clima y perfil de ejecución.
✔ PVA frío « fortalezas
- Penetra fibras → alto enlace fibra-desgarro
- El menor costo de adhesivo por caja
- Sin tanque calentado; perdonando correr
- Repulpable, amigable con el reciclaje
⚠ EVA termofusible « fortalezas y límites
- ~juego de 2 s; Se adapta a más de 200 cajas/líneas mínimas
- Fijaciones revestidas/tableros laminados
- Sin etapa de secado; ahorra espacio
- Costo más alto; caracteres si se sobrecalientan; puede dejar “pegajosos”
Cómo entra el pegamento en la placa: tipos de cabezales de aplicación
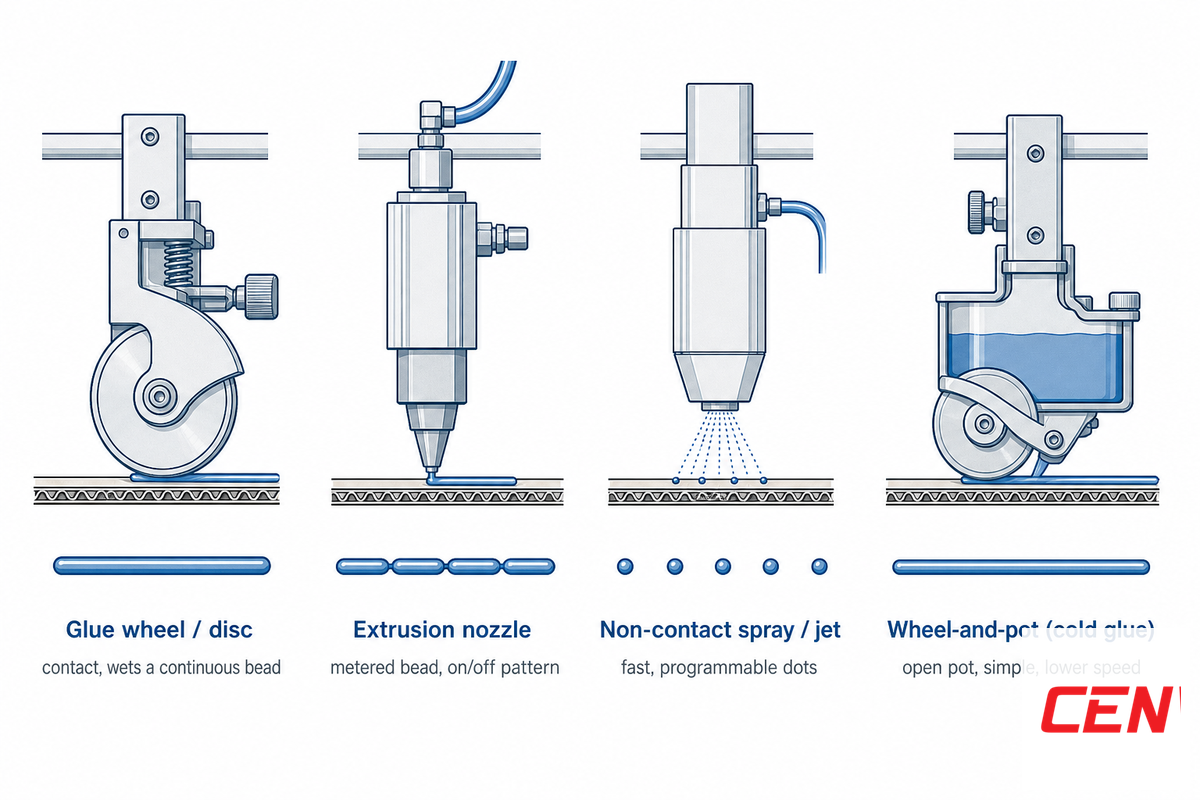
El adhesivo sólo funciona si el cabezal lo coloca correctamente. La elección del cabezal se rige por el tiempo de apertura, cuánto tiempo permanece viable el pegamento antes de que se desolle, no por preferencia. Una rueda que coloca una película termofusible demasiado delgada le permite solidificarse antes de la compresión; cambiar a una boquilla que coloca un cordón controlado que retiene el calor lo fija.
Engañar al cabezal es un problema silencioso y costoso: una rueda que se desliza sobre la articulación, mientras que una boquilla demasiado ajustada desperdicia adhesivo y puede aumentar las tasas de rechazo 5-10% en el material recubierto. La compensación es el control de medición versus el tiempo abierto, impulsado por la rapidez con la que el pegamento debe fraguar antes de la compresión, que es la razón por la que la elección del cabezal es una decisión de ingeniería, no un valor predeterminado.
| Tipo de cabeza | Mejor adhesivo | Control de medición | Notas |
|---|---|---|---|
| Rueda/disco | Pva frío | Bajo (juego raspador) | Robusto, popular; Puede desollar a gran velocidad |
| Rodillo/transferencia | Pva frío/almidón | Medio | Incluso filme en vueltas amplias |
| Boquilla/válvula | Fundición en caliente | Alto (automedición) | Patrones de puntos/líneas programables; más caro |
| Extrusión/ranura | Fundición en caliente | Alto | Cuenta controlada; según la patente estadounidense 4.256.526 |
| Rollo puntual ranurado | Almidón/frío | Alto (ranura de 0,1 a 0,3 mm) | Aplica manchas, corta el uso de pegamento + urdimbre (Pat. de EE. UU. 3.688.736) |
| Sin contacto/jet | Fundición en caliente | Alto | Sin contacto con la junta; bueno para caras frágiles |
| Punto/puntada intermitente | Fundición en caliente | Alto | Puede cortar el uso de fusión en caliente hasta ~50% |
| Aplicador de dedos | Frío | Bajo | En gran medida obsoleto |
| Banco multicabezal | Frío/caliente-fundido | Alto | Más de 3 cabezales para pestañas complejas y de 4/6 esquinas |
Las boquillas termofusibles tienen un tamaño ajustado: un orificio típico corre 0,30-0,46 mm (0,012-0,018 pulgadas) y subir solo un paso de ~0,05 mm aumenta el uso de adhesivo en aproximadamente 19-23%. La prueba histórica de que la aplicación medida protege la unión proviene de Patente estadounidense 3.688.736, cuyo rollo ranurado aplica puntos separados específicamente para evitar que el exceso de pegamento se deforme.
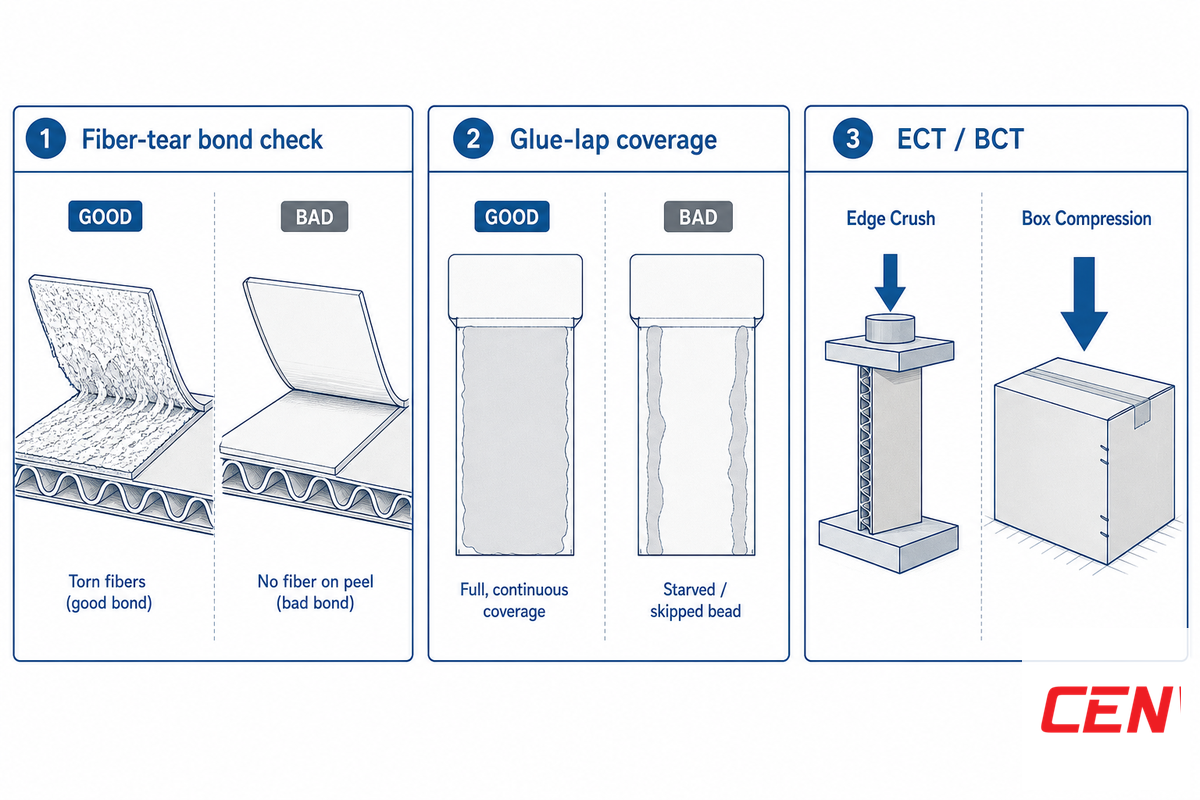
¿se mantuvo realmente el bono? El control de la unión por desgarro de fibra, la cobertura de la vuelta de pegamento y el ECT/BCT
No puedes gestionar un vínculo que no mides. La buena noticia: la prueba de unión corrugada más confiable no necesita laboratorio, solo tus manos.
¿cómo se prueba la resistencia de una junta de caja corrugada pegada?
Ejecute una verificación de unión de fibra-desgarro: corte la costura pegada en tiras de aproximadamente 20 mm, déjelas equilibrar a temperatura ambiente y luego peléelas lentamente. Si las fibras del tablero se rompen, dejando papel roto en ambas caras, la unión es sólida, porque el adhesivo ahora es más fuerte que el sustrato. Si la costura se separa limpiamente a lo largo de la línea de pegamento sin dañar las fibras, la unión queda poco pegada o pasa el adhesivo incorrecto y se abre durante el transporte.
El Laboratorio de Productos Forestales de EE. UU. establece directamente el principio de ingeniería: generalmente se prefiere que la unión sea más fuerte que el sustrato, por lo que la falla ocurre por fractura de fibra, no separación de líneas de pegamento.
Contraintuitivamente, se muestra el mejor resultado de desgarro de fibra menos pegamento visible, no más. El adhesivo con cuentas agrupado en una articulación rota indica una aplicación excesiva, estás desperdiciando pegamento, no fortaleciendo la caja. Para una huella digital de laboratorio, la prueba de adhesión del pasador (TAPPI T 821 om-22) mide la fuerza en la dirección Z que separa las puntas de las flautas del revestimiento e indica si un defecto es una mala penetración del adhesivo o un tablero débil.
📐 Nota de ingeniería « la regla de cobertura sobre volumen.
La fuerza de unión proviene incluso de la cobertura de la película a lo largo de toda la vuelta de pegamento, no del volumen de pegamento. El exceso de adhesivo hincha y suaviza la placa, provoca burbujas y arrugas y alarga el tiempo de secado, debilita la unión. Apunta a una película delgada y continua que produzca desgarro de fibra y luego detente. “Establecer velocidad” “el momento en que el adhesivo se vuelve más fuerte que la placa es lo que realmente estás afinando; demasiado lento y obtienes aperturas emergentes.
La resistencia de la placa se relaciona con la unión mediante aplastamiento de bordes. Prueba de aplastamiento de bordes (ECT, ISO 3037 / TAPPI T 811 om-23) varía ampliamente según el grado de la placa, comúnmente desde los 20 grados hasta más de 60 lb/pulgada, y una ECT más alta generalmente predice una pila más fuerte. La fórmula de McKee estima la resistencia a la compresión de la caja (BCT) como BCT = 5,876 × ECT × (U × d), donde U es el perímetro de la caja y d es el espesor de la placa. Trátelo como una estimación: solo es válida cuando la altura de la caja al perímetro excede 1:7, y un estudio revisado por pares de 2023 encontró que la fórmula simplificada conlleva un error de aproximadamente 18% y se descompone para cajas con recortes, por Fehér et al. (2023). Una distinción importa: ECT y BCT miden el tablero y la caja ensamblada, no la junta de pegamento en sí. Úselos junto con los controles de fibra desgarrada y adhesión de pasadores, que apuntan directamente a la unión; una caja puede pasar ECT y aún así abrir una costura débil.
“Una unión correcta debe ser más fuerte que el sustrato, por lo que la falla ocurre por el desgarro de la fibra en el tablero, no en la línea de pegamento. Si pelas una costura y el papel se rasga, el pegamento está haciendo su trabajo”
Combinando el sistema de pegamento con el grado de la tabla y el estilo de la caja
¿puede una máquina encoladora de cajas corrugadas manejar tableros de pared simple y de pared doble?
Muchos pueden, pero nunca asumen, verificar la ventana de calidad del tablero en la hoja de especificaciones. El tablero de doble pared necesita una mayor fuerza de plegado y una configuración de pegamento modificada, porque las flautas más gruesas y rígidas resisten el plegado y absorben el adhesivo de manera diferente que el revestimiento delgado. Confirme que tanto su tablero más delgado como el más grueso se encuentren dentro del rango de calibradores de la máquina antes de comprarlo.
La geometría de la flauta impulsa tanto la absorción del pegamento como la resistencia al aplastamiento, por lo que la alineación de las aletas y la configuración de alimentación del papel cambian con cada grado. El estilo de caja impulsa el patrón de pegamento y el recuento de cabezas. La referencia internacional es el Código FEFCO, ahora en su 12a edición0201 es el contenedor ranurado normal (RSC), mientras que las cajas con fondo automático con bloqueo de bloqueo se encuentran en la serie 07 (por ejemplo, 0711, con fondo automático prepegado), no en la serie 0500, que son estilos deslizantes/de funda. Las cajas ranuradas, incluido el RSC, constituyen aproximadamente 51% del tamaño compartido global de cajas, por lo que el pegado en línea recta cubre la mayor parte del volumen, pero una línea aún tiene que manejar diversos estilos de cajas y proteger los productos mediante almacenamiento y envío.
| Flauta | Espesor | Flautas/pie | Nota de pegado |
|---|---|---|---|
| A | ~1/4 pulg | ~33 | La mayoría de los cojines; sediento, necesita incluso cobertura |
| B | ~1/8 pulg | ~47 | Cara plana y rígida; líneas de pegamento limpias |
| C | ~3/16 pulg | ~39 | Transportista más común; buen todoterreno |
| E | ~1/16 pulg | ~90 | Flauta fina; menos absorbente, cuenta de control |
| F | ~1/32 pulg | ~125 | Microflauta; vuelta más pequeña, cabezas precisas |
Cuánto cuesta: precio de la máquina más el libro mayor de pegamento por 1000

Una máquina encoladora de cajas de cartón corrugado cuesta desde decenas de miles de dólares por una unidad semiautomática hasta más de 1 millón de dólares por una línea integrada de alta velocidad, pero el precio de compra es sólo la mitad de la historia; El adhesivo, la mano de obra y los residuos deciden el coste real de propiedad.
¿cuánto cuesta una máquina encoladora de cajas de cartón corrugado?
El precio de la máquina abarca una amplia banda por automatización e integración. Las estimaciones de la investigación de mercado sitúan las plegadoras de pegadoras utilizadas con las especificaciones más altas en el rango de aproximadamente 500.000 a 1,5 millones de dólares, un análisis de la industria, no una cotización fija; Las nuevas unidades FFG de entrada comienzan mucho más abajo, con líneas integradas de rango medio en las seis cifras.
Los precios de las máquinas nuevas han subido 30-130% en términos ajustados a la inflación durante tres décadas porque las máquinas ahora hacen mucho más, más colores, recetas de trabajo almacenadas, configuraciones más rápidas, según el Asociación de Convertidores Corrugados Independientes. Pero la máquina cuesta sólo la mitad del coste.
El libro mayor adhesivo de costo por 1000 pegamento
El adhesivo tiene un costo recurrente sin cotizaciones de folletos. Cómpralo tú mismo: coste del pegamento por 1.000 cajas = área pegamento-vuelta (m²) × cobertura (g/m²) × precio del adhesivo ($/kg). Ejemplo trabajado para un RSC con una vuelta de 35 mm en una caja de 300 mm de altura (área de vuelta ¦ 0,0105 m²):
- Pva frig: 0,0105 m² × 18 g/m² = 0,19 g/caja; a ~$1,50/kg → aproximadamente $0,28 por 1.000 cajas (más energía de secado).
- EVA fierbinte: 0,0105 m² × 10 g/m² = 0,11 g/caja; a ~$6,60/kg ($3/lb) → aproximadamente $0,70 por 1.000 cajas (sin secado; cambiar a puntos intermitentes puede reducir este ~50%).
Ilustrativo, conecte su propio tamaño de regazo, cobertura y precio del adhesivo local. El punto: el pegamento frío gana en costo de material; El termofusible gana en velocidad y espacio.
Ejecute la misma lógica sobre la mano de obra y los desechos antes de firmar. Un proyecto documentado de extremo seco corrugado redujo los residuos de 1,9% a 1,33%, ahorrando alrededor de USD 50.000, únicamente a través de configuraciones estandarizadas y mantenimiento preventivo, por un estudio de caso de Lean Six Sigma. En una instalación de 55.000 cajas/día comparada, una línea integrada redujo el desperdicio de 7,8% a 2,9% y el cambio de 35 a 11 minutos, con una recuperación de la inversión reportada cerca de 14,5 meses. Modele sus propios números con el calculadora de recuperación de pegamento de carpetas. Ya sea que esté comparando el precio de una máquina encoladora de cajas de cartón corrugado entre proveedores, pesando una máquina encoladora de cajas de cartón corrugado usada o dimensionando una pequeña máquina encoladora de cajas de cartón corrugado para una prueba piloto, presupueste la línea adhesiva recurrente, no solo la pegatina, antes de firmar. La solución de pegado adecuada aumenta la productividad y mantiene estable el proceso de envasado; una línea duradera y eficiente mejora la eficiencia durante todo el ciclo de producción.
Defectos de pegado y cómo solucionarlos en la fuente
La mayoría de las fallas de los enlaces se remontan a una breve lista de causas, y la solución rara vez es “más pegamento”. Vuelve a llevar el defecto a su raíz.
Una planta de caja de Texas que comparamos luchó contra un pop-open recurrente en un SKU recubierto al aumentar el volumen de pegamento tres veces, cada pasada empeoró la deformación. La solución fue la opuesta: cortar la cobertura y recortar aproximadamente 1/32 de pulgada de la solapa de pegamento para que el adhesivo se encontrara con la tabla desnuda. La chatarra en ese trabajo cayó de aproximadamente 6% a menos de 2% en un solo turno. Más pegamento fue el instinto; menos pegamento, aplicado uniformemente, fue la respuesta, la regla de cobertura sobre volumen en la práctica.
| Defecto | Causa probable | Arreglar |
|---|---|---|
| Salto de pegamento/línea irregular | Boquilla obstruida; pulverizar polvo de prensa aguas arriba | Limpiar/reemplazar el orificio; cortar el polvo prensado |
| Articulación débil (pegamento en una cara) | Muy poco pegamento; baja presión; termofusible demasiado frío | Aumentar la cobertura; compresión del tiempo; elevar temperatura |
| Se abre la costura (pegamento en ambas caras) | Demasiado pegamento; presión corta; temperatura demasiado alta | Reducir la película; extender prensa; temperatura más baja |
| Burbujas/arrugas/deformación | El exceso de pegamento hincha el tablero | Película delgada y uniforme (cobertura sobre volumen) |
| Se abre rápidamente sobre material recubierto | La baja energía superficial repele el adhesivo | Elimine el revestimiento o recorte ~1/32 de pulgada fuera de la solapa |
| Sin unión a pesar de tener suficiente pegamento | Taller demasiado frío (<20 °C) | Calentar la tienda; calentar el adhesivo |
| Carbón termofusible/boquilla obstruida | El adhesivo se degrada cuando está inactivo | Utilice el modo de retroceso después de ~15 minutos de inactividad |
| Cola de pez / sesgado (articulación desalineada) | Pliegue débil; velocidades desiguales del transportador | Aumentar la presión de pliegue; transportadores de equilibrio |
| Cajas pegadas | Expresión de pegamento; línea demasiado cerca del borde | Reducir el pegamento; mueva la línea de pegamento fuera del borde |
Dos advertencias pertenecen a cada línea. En primer lugar, las plantas de la serie en línea normalmente ejecutan chatarra acumulada de 15-25%, por PackIOTentonces, un solo sesgo no atrapado puede eliminar una ejecución completa. Lleve una caja de muestra desde el extremo de entrega cada cambio y ejecute una verificación de unión de fibra-desgarro. En segundo lugar, el borrado de atascos es donde los operadores se lastiman: pasar un guardia hasta el punto de operación activa el bloqueo/etiquetado completo OSHA 29 CFR 1910.147, y las puntas de mordisco y los rodillos formadores deben permanecer protegidos 1910.212.
⚠¦ Importante: Una cola de pez o un sesgo que no se mancha desecha toda la carrera, no unas pocas casillas «el defecto se repite en cada espacio en blanco hasta que alguien detiene la línea. Las comprobaciones del primer artículo en cada cambio lo detectan.
Hacia dónde se dirige el pegado de cajas de cartón corrugado en 2026
El mayor cambio en 2026 es que la reciclabilidad está empezando a dictar el adhesivo, no sólo el precio. El Reglamento de la UE sobre envases y residuos de envases (PPWR 2025/40) entró en vigor el 11 de febrero de 2025 y se aplica a partir del 12 de agosto de 2026; Como parte de una ley más amplia de diseño para el reciclaje, exige que todos los envases sean reciclables de una manera económicamente viable para 2030, según el Comisión Europea.
Debido a que los fragmentos de fusión en caliente convencionales se convierten en “pegatinas” que contaminan la pulpa reciclada, la regulación y los mandatos de los minoristas están empujando el sellado de cajas hacia sistemas de almidón y PVA en frío repulpables, el corrugado ya representa el segmento de volumen de bioadhesivos más grande, con un llamado “cambio de fusión en caliente sintética a bioadhesivos a base de almidón”, por Cuadro de índice. El trabajo revisado por pares sobre el termofusible a base de almidón de yuca confirma que los sustitutos biológicos están validados por la investigación, no solo por el marketing, según Admase et al. (2024).
El segundo controlador es el trabajo. Los operadores cualificados de plegadoras-gluer son escasos, lo que está empujando a los compradores hacia máquinas servoaccionadas que almacenan recetas de trabajo y reducen el cambio de decenas de minutos a un solo dígito, la misma automatización que maneja cajas de bloqueo y de seis esquinas por encima de 400 m/min. Qué significa esto para su compra: si está especificando una máquina encoladora de cajas corrugadas para un proyecto de 2026, sopese la reciclabilidad del adhesivo y la automatización del cambio junto con la velocidad, y confirme que su elección de pegamento seguirá pasando una especificación de reciclabilidad que sus clientes minoristas pueden imponer. En segundo plano, el mercado de máquinas encoladoras de carpetas se sitúa cerca de 678 millones de dólares (2025) en una trayectoria de crecimiento de ~6,8%, aunque las estimaciones empresa por empresa divergen ampliamente y deben leerse solo como direccionales.
Preguntas frecuentes
P: ¿Qué es una máquina encoladora de cajas de cartón corrugado?
Ver respuesta
Una máquina encoladora de cajas de cartón corrugado es un equipo de conversión automática que aplica adhesivo a la lengüeta de pegamento de una pieza en bruto corrugada troquelada, dobla los paneles y presiona la junta del fabricante hasta que se une en una caja terminada. Reemplaza la cinta manual o el pegado manual y se clasifica por estilo de caja y por sistema de pegamento “PVA frío, termofusible o almidón.
P: Pegamento frío o termofusible, ¿cuál es mejor para cajas de cartón ondulado?
Ver respuesta
Ninguno de los dos es universalmente mejor; es un cruce. El PVA frío penetra las fibras para obtener una excelente unión entre fibra y desgarro, cuesta menos y perdona el error, pero establece lentamente y limita la velocidad cerca de 60 cajas/min. El termofusible se activa en unos dos segundos, funciona con más de 200 cajas/min sin secado y une el tablero recubierto, pero cuesta más y necesita equipo calentado. Elija por velocidad de línea, revestimiento del tablero, tamaño de ejecución y reciclabilidad.
P: ¿Cuánto cuesta una máquina encoladora de cajas de cartón corrugado?
Ver respuesta
Se extiende ampliamente por automatización e integración. Las estimaciones de la investigación de mercado utilizaron plegadoras de pegadores de alta especificación en el rango de aproximadamente 500.000 a 1,5 millones de dólares; Las nuevas unidades FFG básicas comienzan mucho más abajo, mientras que las líneas integradas de pegamento plegables de impresión alcanzan las seis cifras y más. Agregue el costo recurrente del adhesivo «calcule el costo del pegamento por cada 1000 cajas desde su área de regazo, cobertura y precio del adhesivo « más mano de obra y desperdicio, luego compare el costo total de propiedad, no el precio de etiqueta.
P: ¿Qué tan rápido funciona una máquina encoladora de cajas corrugadas?
Ver respuesta
Las máquinas independientes suelen ejecutar 50-300 cajas/min; Los pegadores de carpetas flexográficas integrados alcanzan los 200-400+ m/min. El rendimiento real siempre se sitúa por debajo del máximo del folleto.
P: ¿Puede una máquina manejar tableros de pared simple y doble?
Ver respuesta
Muchos lo hacen, pero verifican el rango de calibradores en la hoja de especificaciones. El tablero de doble pared necesita una mayor fuerza de plegado y un ajuste de pegamento modificado.
P: ¿Vale la pena una máquina encoladora de cajas de cartón corrugado usada?
Ver respuesta
Una máquina usada puede ahorrar 40-60% en capital, pero sopesar los costos ocultos: repuestos faltantes u obsoletos, documentación CE/ISO vencida, incertidumbre sobre la renovación y brechas en la capacitación de los operadores. Para un programa de gran volumen que persigue una recuperación de ingresos inferior a dos años, los ahorros de mano de obra y residuos de una línea nueva y bien respaldada a menudo superan el precio de compra más bajo.
P: ¿Cómo sé si la unión adhesiva es lo suficientemente fuerte?
Ver respuesta
Ejecute la verificación de unión de fibra-desgarro: corte la costura en tiras de ~20 mm y descálelas lentamente. Si las fibras del tablero se rasgan, la unión es más fuerte que el sustrato y se mantendrá; si la costura se separa limpiamente a lo largo de la línea de pegamento, está poco pegada o utiliza el adhesivo incorrecto. Para el control de calidad documentado, el método de adhesión del pasador TAPPI T 821 cuantifica la unión, y la aplicación excesiva “pegamento agrupado visible « en realidad indica desperdicio, no resistencia.
¿especificar una máquina encoladora de cajas corrugadas para su tablero, estilo de caja y perfil de ejecución? Cenwan maneja todo el proceso de selección y diseño, personalizando la línea de pegado alrededor de sus requisitos de unión en todo el espectro de estilos de cajas, no en una hoja de especificaciones de stock.
Obtenga una cotización personalizada →
o haga coincidir un modelo con el selector de modelo de carpeta pegadora
Nuestra perspectiva sobre la calidad de los bonos
Como socio de equipos de un fabricante de cajas de cartón corrugado, Cenwan Machine fabrica encoladoras plegadoras de cartón corrugado y máquinas encoladoras de cajas de su fábrica de Wenzhou para la industria del embalaje en más de 40 países, con configuraciones personalizadas para la fabricación de cajas de alta calidad. Escribimos esta guía sobre la unión de pegamento porque es la única variable que decide si una caja de cartón corrugado sobrevive al envío y la que la mayoría de las páginas de equipos omiten. Las cifras de precios, desperdicios y cambios citadas en nuestras propias instalaciones reflejan proyectos comparativos de 2025-2026; sus números variarán según el tablero, el clima y la duración del recorrido. Revisado por el equipo técnico de Cenwan Machine.
Referencias y fuentes
- La industria corrugadaAsociación de Cajas de Fibra
- Listado Numérico de Normas (T 811 / T 804 / T 821)TAPPI
- GTR-196: Efectos de la humedad y la fluencia en papel, cartón y contenedoresLaboratorio de Productos Forestales del USDA
- Prueba de aplastamiento de bordes (fórmula McKee, ISO 3037)Wikipedia
- Compression Strength Estimation of Corrugated Board Boxes (Fehér et al., 2023)NIH/PMC
- FEFCO Code (12th edition)European Federation of Corrugated Board Manufacturers
- US Patent 5,093,393, Starch-based corrugating adhesive with PVAUSPTO
- US Patent 3,688,736, Glue applicator for corrugated paper machineUSPTO
- 29 CFR 1910.212 / 1910.147, Machine guarding & lockout-tagoutOSHA
- Packaging and Packaging Waste Regulation (PPWR 2025/40)Comisión Europea
- Cassava starch-based hot-melt adhesive (Admase et al., 2024)NIH/PMC
- Folder Gluer Machine MarketPerspectivas del mercado global
- A Look at the Evolution of Box PlantsAICC
- Cutting Waste in Corrugated PackagingThe Lean Six Sigma Company
- Bioadhesives for Packaging Market ForecastCuadro de índice