Póngase en contacto con Cenwan Machine Company

Un operador de encoladora plegadora ejecuta la máquina que convierte piezas planas troqueladas en cajas de cartón pegadas terminadas, el caballo de batalla de cualquier línea de embalaje de cartón plegable y el último paso de conversión antes de que las cajas lleguen al embalaje y al envío. Desde fuera, el trabajo suena simple: introducir la tabla de alimentación, sacar las cajas pegadas. En la práctica, el operador posee la configuración, la calibración del pegamento y los controles de calidad diarios que deciden si un barco de 200.000 piezas funciona limpio o regresa como reclamo. Esta guía analiza lo que realmente implica el papel, sección por sección, con los estándares, pruebas y reglas de decisión en los que se apoya un operador que trabaja.
Instantánea de Shift: la función del operador del pegador de carpetas
| Deberes básicos | Configuración/preparación, calibración de pegamento, controles de calidad durante el proceso, limpieza de atascos, mantenimiento básico |
| Informes a | Supervisor del departamento de plegado/pegado; coordina con el equipo de embalaje |
| Velocidad típica de la línea | Las cajas de cartón de línea recta corren cientos de metros/min; Los estilos especiales funcionan más lento |
| Educación de ingreso | Nivel de escuela secundaria; habilidades aprendidas a través de la capacitación en el trabajo |
| Regularea regulilor de siguranță | Protección de máquinas OSHA (1910.212) y bloqueo/etiquetado (1910.147); Diseño de máquina ANSI B65 |
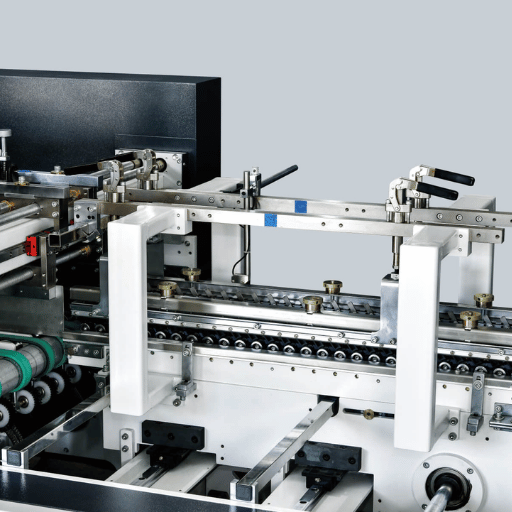
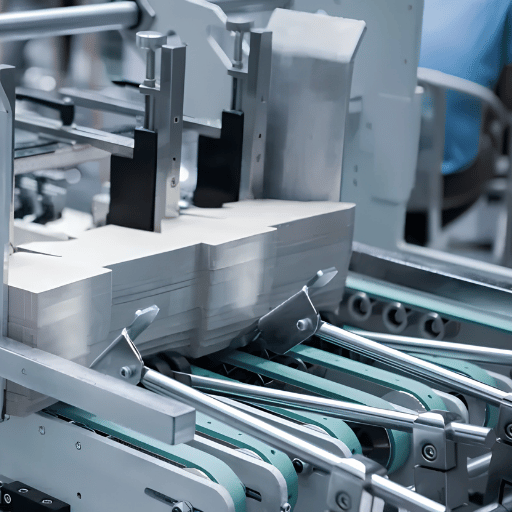
Qué hace realmente un operador de pegadora de carpetas
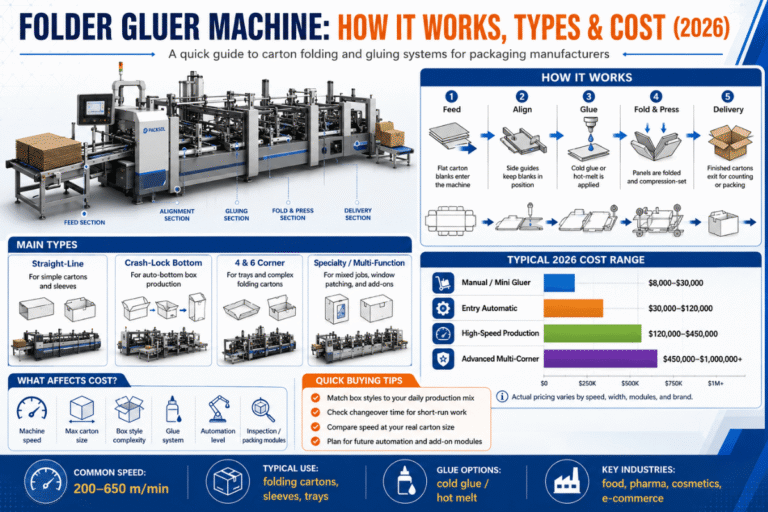
Un operador de encoladora de carpetas configura, ejecuta y verifica la calidad de la máquina que pliega y pega cartón o piezas en bruto corrugadas en cajas de cartón. Esta función se encuentra al final de la línea de conversión: primero se imprime y troquela, luego los espacios en blanco planos llegan al encolador de carpetas y el trabajo del operador es convertirlos en cajas cuadradas y bien unidas a velocidad de producción sin enviar defectos.
¿qué hace un operador de plegadora pegadora día a día?
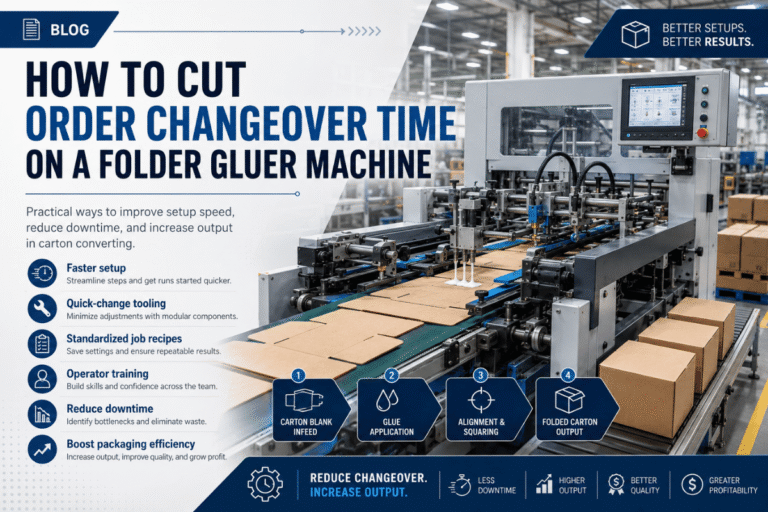
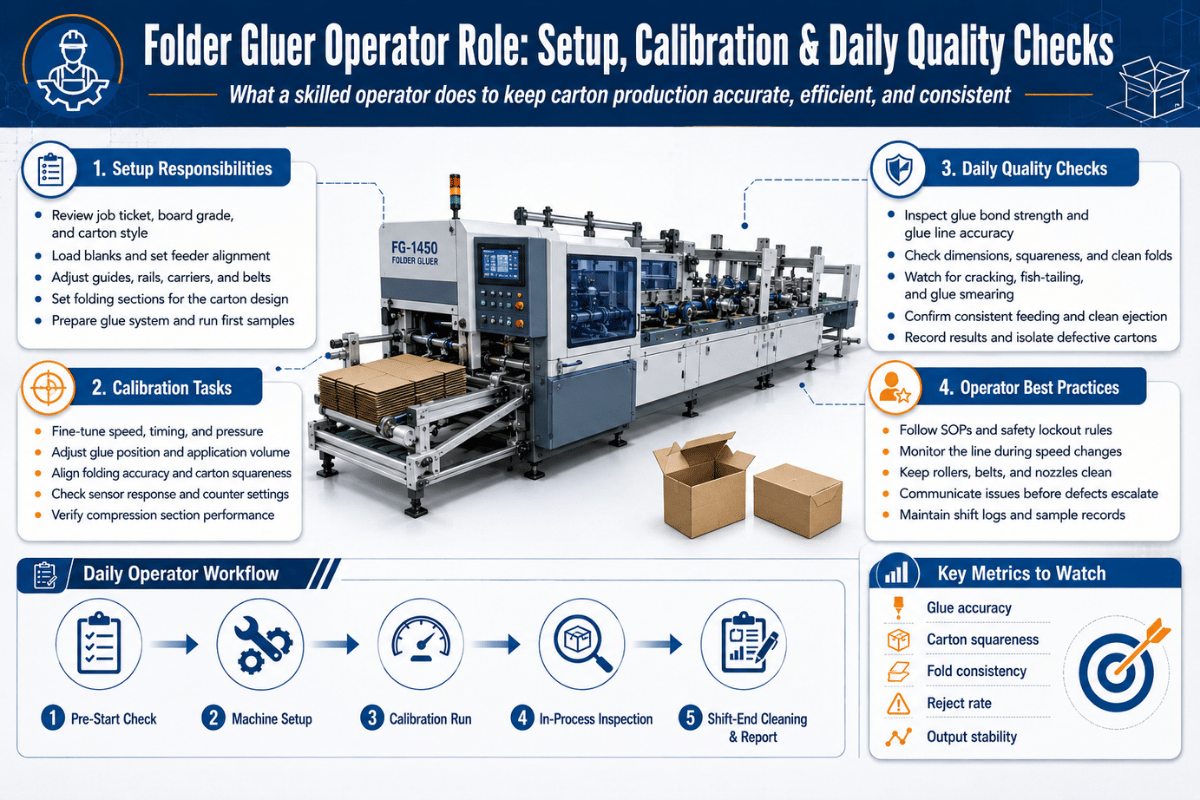
A través de un turno, el trabajo se divide en cuatro bloques repetidos. Primero, configurar y preparar: leer el orden de trabajo, ajustar la máquina al nuevo espacio en blanco y ejecutar las piezas de prueba hasta que las cajas salgan bien. Segundo, ejecutando producción: alimentar pilas, observar la calidad del pegamento y los pliegues, y mantener la línea alimentada para que los empacadores río abajo nunca mueran de hambre. Tercero, control de calidad: tirar de cajas de muestra en una cadencia fija y un cuadrado de verificación, cobertura de pegamento y resistencia al apertura. Cuarto, solución de problemas y mantenimiento básico: limpiar atascos, limpiar cabezales de pegamento y hacer pequeñas correcciones antes de que una deriva se convierta en chatarra. Un buen operador también coordina con el equipo de embalaje, porque el verdadero cuello de botella en un pegador de carpeta suele ser la etapa de embalaje o alimentación en lugar del cabezal de pegamento en sí.
¿qué es un operador de pegamento versus un operador de pegador de carpetas?
“Operador de pegamento” u “operador de máquina encoladora” es el término más amplio del taller, cualquiera que ejecute una máquina encoladora o encoladora industrial. Un operador de encoladora de carpetas es la versión específica de la caja: la máquina pliega la pieza en bruto y aplica pegamento en una sola pasada continua. Si ejecuta una plegadora encoladora flexográfica sobre cartón corrugado, también está manipulando la impresión y el troquelado en la misma unidad, lo que amplía su función. Para la mayoría de las plantas de cartón plegable, el operador se dedica a una sola línea y a los estilos de caja que puede producir, desde simples cartones plegables hasta a encoladora de carpetas de alta velocidad ejecutar trabajo en línea recta.
💡 Conclusión clave
El operador no es sólo un pulsador de botones. El juicio de configuración, la calibración del pegamento y la detección temprana de defectos son donde se encuentra el valor y donde un operador poco capacitado cuesta silenciosamente a una planta en chatarra y reclamos.
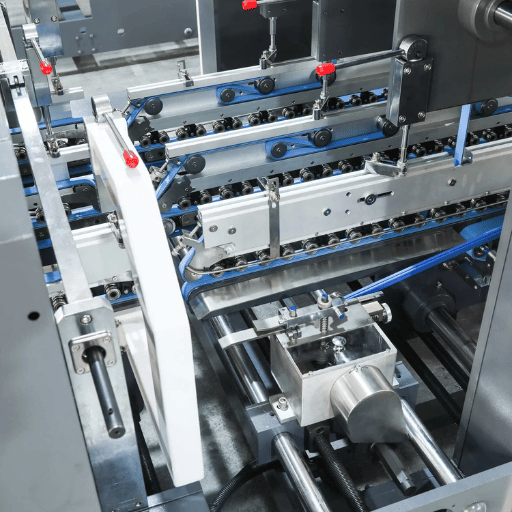
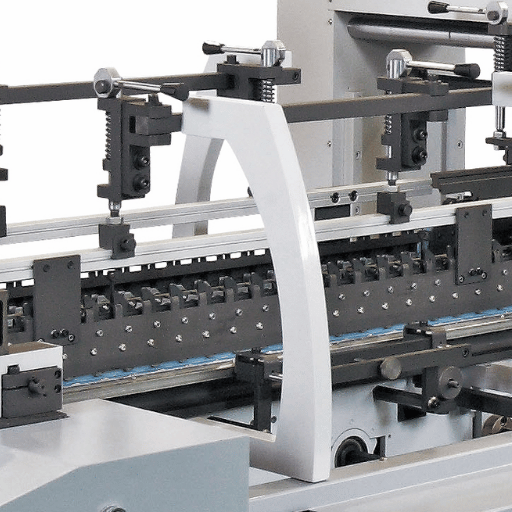
Conozca su máquina: las cinco secciones que controla un operador

Antes de poder configurar o calibrar algo, debes saber qué parte de la máquina hace qué. Casi todos máquina encoladora de carpetasen línea recta o especialidad, mueve un espacio en blanco a través de cinco secciones de trabajo, y una falla en cada una aparece como un defecto diferente.
| Sección | Lo que hace | Fallo más común aquí |
|---|---|---|
| 1. Alimentador | Separa y alimenta espacios en blanco uno a la vez a la máquina | Alimentación doble, alimentación sesgada, alimentación incorrecta que provocan atascos |
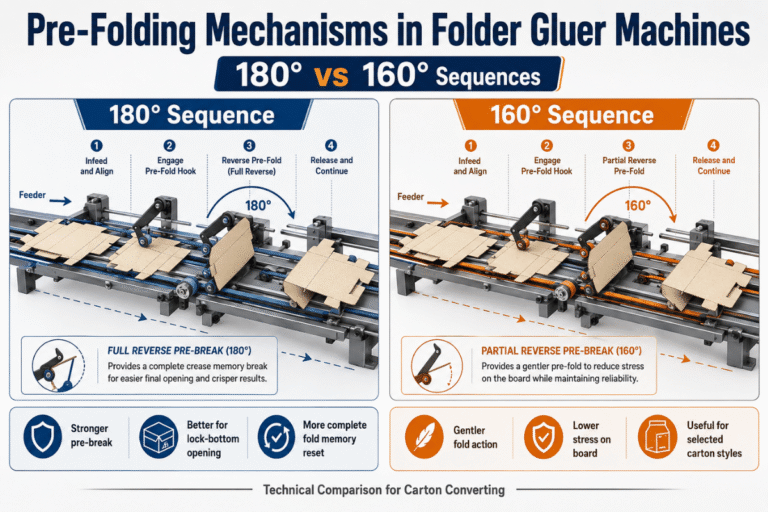
| 2. Preplegar/plegar | Rompe las líneas marcadas y pliega los paneles 180° | Cola de pez (paneles fuera de registro), puntuaciones descifradas |
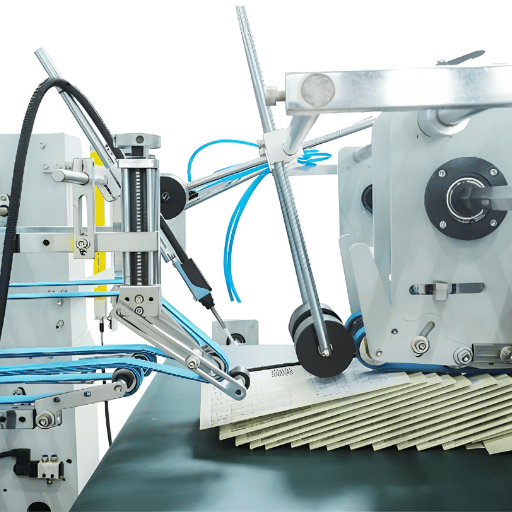
| 3. Pegado | Aplica pegamento frío o termofusible a la solapa de pegamento | Saltos de pegamento, hambre, aplicación excesiva, cuentas fuera de lugar |
| 4. Transfer / compresie | Mantiene la caja plegada bajo presión mientras se fija el pegamento | Lap de pegamento torcido, de unión débil y abierto |
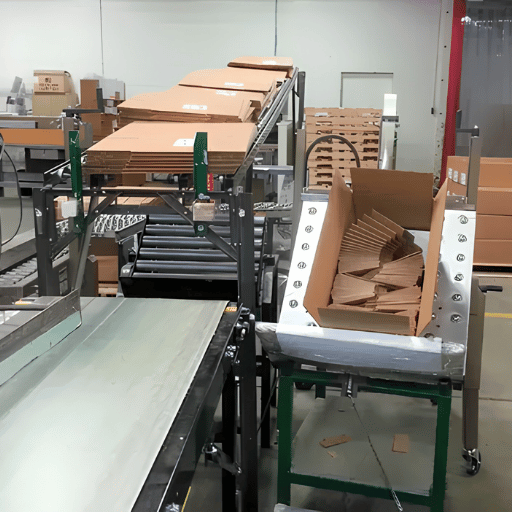
| 5. Entrega | Tejas y cuenta cajas terminadas para empacar | Marcado, atasco, descuento en el palet |
Aprender las secciones de esta manera es diagnóstico: cuando aparece un defecto, un operador experimentado lo lee hacia atrás en la sección que lo causó en lugar de adivinar. Una unión débil es un problema de compresión o pegamento, nunca un problema de alimentación. Si desea desglosar completamente en qué se diferencian estas secciones entre los diseños de máquinas, consulte nuestra guía tipos de máquinas plegadoras encoladoras cubre construcciones en línea recta, con bloqueo de choque y en esquinas 4/6. La elección de la placa también importa, un operador de cartón plegable y un operador corrugado enfrentan diferentes puntuaciones y comportamiento de aplastamiento, una diferencia que cubrimos cartón corrugado versus cartón.
Configuración y preparación del trabajo: desde el orden de trabajo hasta la primera caja buena
La configuración, también llamada makeready o cambio, es la habilidad del operador que separa una línea productiva de una lenta. Su objetivo es pasar del trabajo anterior a la primera caja buena del siguiente trabajo en tan solo unos minutos y la menor cantidad de chatarra posible. Cada minuto que se pasa en el cambio es un minuto que la máquina no produce, por lo que las plantas rastrean el tiempo de cambio frente al tiempo de ejecución como métrica central de eficiencia.
¿cuánto tiempo lleva el cambio de carpeta pegadora?
Depende en gran medida del estilo de la caja y de la generación de la máquina. Se puede configurar un trabajo repetido en línea recta en una línea bien documentada en unos pocos minutos; una caja especial por primera vez, a Caja de 4/6 esquinas con múltiples puntos de pegamento, puede llevar mucho más tiempo porque es necesario colocar y probar más soportes, ganchos y cabezales de pegamento. La documentación es la palanca más grande que controla un operador: un libro de registro por caja que registra la configuración exacta para cada trabajo repetido convierte una búsqueda de 45 minutos en un retiro de 10 minutos. Las empresas que estandarizan las configuraciones de esta manera informan cambios significativamente más cortos y menos piezas de desecho de “ajuste hasta que funcione”.
La secuencia Makeready de 8 pasos
- Lea el orden de trabajo y el troquel: estilo caja, tablero, tamaño de la pieza en bruto, ubicación del pegamento, cantidad de ejecución.
- Extraiga el registro del libro de registro del trabajo (o abra uno nuevo).
- Coloque el espacio del alimentador y las guías laterales al ancho de la pieza en bruto.
- Coloque las placas plegables, ganchos y cinturones plegables al estilo de la caja.
- Coloque los cabezales/ruedas de pegamento en la ubicación del pegamento-cola y encienda el pegamento (frío o termofusible).
- Ajuste la presión de la sección de compresión y el moreno para la pinza de tablero.
- Ejecute espacios en blanco de prueba 5-10 a baja velocidad; verifique el cuadrado, el pegamento y el pop-open.
- Rampa para ejecutar la velocidad, vuelva a verificar, luego suelte la primera caja en buen estado y registre la configuración.
Un escenario práctico muestra por qué es importante la secuencia. Un operador que cambió a un cuadro inferior automático desconocido se saltó la prueba de baja velocidad y pasó directamente a producción. Su pliegue se veía bien, pero el regazo de pegamento se encontraba a 2 mm del borde del panel y, a gran velocidad, el cierre se untó en la cara impresa. Cuando un empacador se dio cuenta, varios cientos de cajas estaban contaminadas, chatarra que dos minutos de pruebas a baja velocidad habrían captado. Es una lección que repiten los operadores: demuestre que la caja es lenta antes de confiar en ella rápidamente.
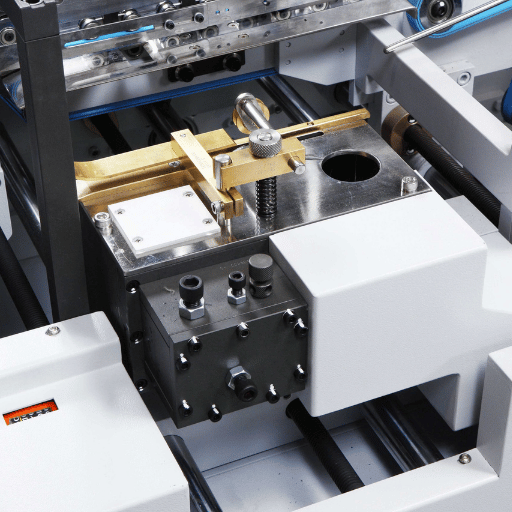
Calibración y Ajuste: Cuadrar la Caja y Marcar en Pegamento
La calibración es donde la configuración se convierte en manual. Dos cosas tienen que ser correctas al mismo tiempo: la caja tiene que doblarse al cuadrado y el pegamento tiene que aterrizar en el lugar correcto en la cantidad correcta. Consigue uno sin el otro y aún envías un defecto.
Cuadrar la caja. Una caja es cuadrada cuando los paneles opuestos se registran y la caja terminada queda plana sin balancearse. Un operador corrige el sesgo, la “cola de pez” donde un panel corre delante del otro, ajustando la sincronización de la correa plegable y las guías del soporte para que ambas mitades lleguen juntas a la vuelta de pegamento. Una mayor velocidad de línea magnifica cualquier pequeña desalineación, por lo que una caja que se ve bien a velocidad de avance puede hacer cola de pez a toda velocidad; Es por eso que la calibración siempre se prueba a la velocidad de carrera, no solo a la velocidad de configuración.
Marcación en pegamento. Esa perla de pegamento tiene que asentarse en el regazo de pegamento, no en la cara del panel, y tiene que haber suficiente para unirse sin apretar. La elección entre pegamento frío y termofusible impulsa la forma en que el operador configura esto.
| Factor | Pegamento frío (PVA a base de agua) | Fusión en caliente (EVA) |
|---|---|---|
| Establecer tiempo | Más lento; necesita permanencia de compresión | Rápido; El tiempo de apertura suele ser inferior a ~10 segundos |
| Mejor tablero | Cartón poroso y sin estucar | Material revestido y líneas de alta velocidad |
| Vigilancia del operador | Tablero Warps si se aplica en exceso | Encadenamiento/carbón si el tanque se calienta demasiado |
| Uso típico | Cajas plegables estándar | Cajas de cartón con bloqueo de choque, cierres rápidos |
📐 Nota de ingeniería
Coloque la perla de pegamento aproximadamente 3-5 mm dentro del borde plegable del regazo de pegamento, no en el borde mismo. Esto deja espacio para que la perla se extienda bajo compresión sin apretar sobre el panel visible. Apunte a una línea de unión continua que cubra la mayor parte del regazo, una cuenta hambrienta une los bordes pero deja que el centro se abra. Verifique el producto real, porque la cantidad correcta es “suficiente para unir completamente sin apretar”, lo que varía según la tabla, el pegamento y la velocidad en lugar de un solo número fijo.
¿Cuánto pegamento hay suficiente en una caja?
La mayoría de los operadores dan una respuesta honesta aquí: tan poco como pasará la prueba de unión, y nada más. El pegado excesivo desperdicia adhesivo, deforma el tablero y provoca que se salga; el pegado insuficiente provoca que se abra en el campo. Encontrar el piso es empírico, reducir la cuenta paso a paso y tirar de las cajas para verificar el desgarro de la fibra hasta llegar al punto en que la unión todavía rasga la fibra cada vez. Esa cuenta es tu mínimo. Esta es exactamente la pregunta “¿qué poco pegamento podemos usar?” pregunta que prueban los equipos de producción, porque el adhesivo es un costo de línea real en volumen.
Controles de calidad diarios: la rutina de inicio y proceso
El control de calidad en una plegadora pegadora no es un trabajo de inspección final, es un hábito cada hora por primera vez. La verificación de un operador es lo que impide que un pegamento se desvíe o se doble para convertirse en miles de cajas defectuosas antes de que alguien se dé cuenta. La mayoría de los operadores confiables ejecutan la misma rutina corta cada vez, que vale la pena nombrar para que un equipo pueda estandarizarla.
La primera verificación de 6 puntos
- Cuadrado: la caja se asienta plana, los paneles opuestos se registran, sin roca.
- Unión: pelar el regazo de pegamento, debe romper la fibra, no pelarla (prueba de desgarro de fibra).
- Cobertura: el pegamento recorre toda la vuelta sin saltos ni hambrunas.
- Calidad de pliegue: sin cola de pez, sin partituras agrietadas o trituradas.
- Limpieza: sin apretar la cara impresa.
- Contar/deslizar: corregir la teja y contar hasta el embalaje.
Ese paso de vínculo es el que a veces los operadores omiten y es el que más importa. Un método objetivo es el prueba de desgarro de fibras: despegue la regazo pegada y observe la superficie de falla. Si las fibras del tablero se rasgan y permanecen pegadas al pegamento, la unión es más fuerte que la del tablero, es decir, un pase. Si el pegamento se desprende de la superficie, la unión falló y la caja se abrirá durante el transporte. Los estándares de conversión formalizan esto en métodos de prueba como TAPPI T 840, el método para probar los adhesivos utilizados en las uniones solapadas pegadas de contenedores de tableros de fibra corrugada, y los relacionados TapPI/ANSI T 821 adherencia al pasador método para la resistencia de la unión del tablero.
Hay un truco de operador menos conocido que vale la pena guardar en el kit sobre cartón ondulado adherido con almidón: un tinción de yodo oscurece el adhesivo de almidón, por lo que el cepillado de yodo diluido a través de una junta separada hace que la cobertura del pegamento y salta a la vista, la base del método TAPPI T 610 para la distribución del adhesivo. Es una forma rápida de confirmar que en realidad estás colocando una cuenta continua y no confiando en una cuenta que solo parece continua desde el asiento del operador. La mayoría de las guías de la competencia nunca lo mencionan, pero responde a la pregunta cotidiana de si la cobertura es real o supuesta.
“Los nuevos operadores persiguen la velocidad. Los últimos en enterarse de que el primer control es la velocidad, captan la deriva en la casilla seis y nunca se pierde la casilla seis mil”
Defectos comunes del pegador de carpetas y cómo los solucionan los operadores
La mayoría de los defectos del pegador de carpetas se asignan a una causa predecible y una primera acción correctiva. Los operadores experimentados llevan este mapa en la cabeza; Los nuevos operadores se benefician de tenerlo escrito. A continuación se muestra una referencia funcional de defecto a solución, diagnostica el síntoma, verifica primero la causa enumerada y ajusta a partir de ahí.
| Defecto | Causa más probable | Prima fixă al operatorului |
|---|---|---|
| Cola de pez (pliegue sesgado) | Sincronización de correa plegable/guías portadoras desincronizadas | Cinturones de re-tiempo; restablecer las guías al ancho en blanco |
| Pop-open / enlace débil | Falta de pegamento o muy poca compresión | Aumentar la cuenta; aumentar la presión/tiempo de compresión |
| Saltos de pegamento | Boquilla/rueda obstruida o sincronización incorrecta de la pistola | Limpiar la cabeza; Vuelva a cronometrar el gatillo de pegamento para la vuelta |
| Exprimir la cara | Cuenta demasiado grande o colocada demasiado cerca del borde del panel | Reducir cuentas; mueva la cuenta 3-5 mm hacia el regazo |
| Doble alimentación/mermelada | Espacio del alimentador demasiado amplio; espacios en blanco deformados | Espacio de alimentación estrecho; verifique la pila en blanco para ver el arco |
| Puntuaciones agrietadas | Tabla seca o partituras rompiéndose contra la fibra | Facilitar el descanso previo; acondicionamiento del tablero de control |
Vale la pena internalizar dos patrones. En primer lugar, un atasco rara vez es aleatorio, una línea que se atasca repetidamente generalmente tiene un problema de calidad de alimentador o en blanco detrás y se elimina el atasco sin solucionar la causa, solo compre unos minutos. En segundo lugar, los defectos se agrupan por placa: a encoladora de carpetas de línea recta en cajas de cartón delgadas, las colas de pez son diferentes a a encolado de cajas corrugadas línea, donde dominan el aplastamiento y la deformación. Leer el defecto nuevamente en el tablero y en la sección es el hábito que convierte a un operador reactivo en uno confiable.
Seguridad, manipulación de adhesivos y limpieza
Una plegadora encoladora es una máquina rápida con puntas de presión, correas móviles y, en líneas termofusibles, adhesivo calentado. La seguridad del operador se rige por estándares reales, no por el folclore de las tiendas. Según las normas estadounidenses, el requisito general de protección de máquinas OSHA 1910.212 requiere protectores en las piezas móviles durante la producción normal y el estándar de bloqueo/etiquetado OSHA 1910.147 requiere que se bloquee la energía peligrosa antes de que alguien entre en la máquina para realizarle mantenimiento o eliminar un atasco profundo. OSHA ha abordado específicamente cómo funcionan estos estándares, junto con el Normas de diseño de máquinas ANSI B65, aplicar a prensas de impresión y conversión.
Vale la pena corregir dos mitos de seguridad, los cuales surgen cada vez que los operadores responden preguntas fuera del sector. En primer lugar está el mito del humo del pegamento: el pegamento frío PVA a base de agua tiene poco olor y bajo COV, y el fuerte “olor al pegamento todo el día” que la gente imagina generalmente no se aplica; El EVA termofusible se calienta, por lo que la verdadera preocupación del adhesivo son las quemaduras y el control de la temperatura del tanque, que se maneja con guantes y siguiendo la hoja de datos de seguridad del adhesivo en lugar de respiradores. Otro mito es que el peligro es el pegamento, en la práctica los peligros graves son los puntos de pellizco mecánicos y la necesidad de eliminar un atasco mientras la máquina está activa. Una disciplina previene las peores lesiones: bloquearlo antes de que entres.
⚠¦ Importante
El escenario de lesiones graves más común al convertir equipos es llegar a una máquina en funcionamiento para eliminar un atasco o limpiar un cabezal de pegamento. Si un protector está abierto o su mano pasa la línea de protección, la máquina debe bloquearse primero, independientemente de lo rápido que se vea la solución.
Habilidades, capacitación y trayectoria profesional del operador
Los operadores de encoladoras de carpetas son parte de la fuerza laboral de operadores de máquinas de impresión y conversión, que la Oficina de Estadísticas Laborales de EE. UU. rastrea dentro de las ocupaciones de producción. Según el Manual de perspectivas ocupacionales de BLS, $45,960 en mayo de 2024, y los operadores de máquinas de impresión generalmente aprenden el puesto a través de capacitación en el trabajo en lugar de educación formal. Los salarios varían según la región y el turno, los operadores nocturnos y de líneas especializadas a menudo ganan más, y BLS proyecta que el empleo en producción general disminuirá modestamente hasta 2034, incluso cuando aparecen aproximadamente 963,400 vacantes cada año, principalmente para reemplazar a los trabajadores que se van.
¿necesita una certificación para ejecutar una carpeta encoladora?
No se requiere una certificación formal para convertirse en operador de plegadora encoladora en la mayoría de las plantas, el rol se aprende de manera práctica, generalmente corriendo junto a un operador experimentado antes de tomar una línea en solitario. Dicho esto, la calidad de la capacitación es el mayor predictor de si un operador funciona limpio. Un patrón de falla recurrente en el campo es la planta 24 horas al día, 7 días a la semana, donde los equipos nocturnos nunca se superponen con el entrenador, por lo que solo deben descubrir nuevos estilos de caja; el resultado es más chatarra y más reclamos en esos turnos. Las habilidades que realmente llevan a un operador hacia adelante son diagnósticas: leer un defecto en su sección, documentar las configuraciones en un libro de registro y conocer la prueba de bonos en frío. Esos se transfieren directamente a roles de operador principal y supervisor.
La pregunta “¿es simplemente irreflexivamente repetitiva?” La pregunta que hacen los forasteros falla cómo se siente realmente el trabajo para las personas que lo hacen bien. La producción rutinaria es rítmica, pero cada cambio es un nuevo problema de configuración, y una línea que ejecuta nuevos estilos de caja mantiene el trabajo variado. Los operadores que se quedan lo describen como un oficio de pequeños ajustes constantes en lugar de un único movimiento repetido.
Perspectivas de la industria: automatización, inspección en línea y función de operador en evolución
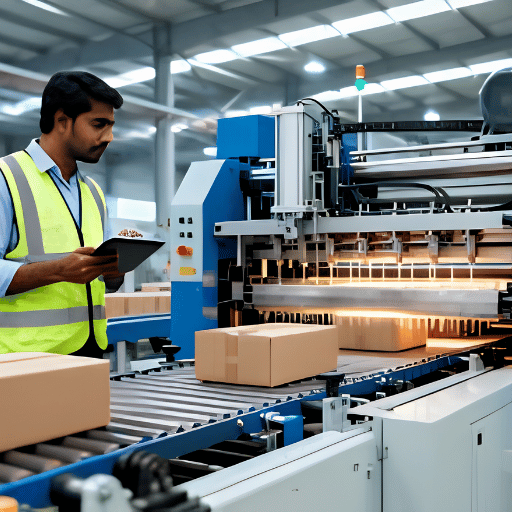
El trabajo del operador de pegadora de carpetas no está desapareciendo, pero a partir de 2025-2026 está pasando del ajuste manual al monitoreo y la verificación. Tres cambios están impulsando ese cambio, y los operadores que planean sus próximos años deberían realizar un seguimiento de los tres.
Inspección de calidad en línea. Las nuevas líneas se envían cada vez más con sistemas de visión, cámaras de alta resolución y sensores láser, que miran cada caja en tiempo real en busca de omisiones de pegamento, errores de plegado y defectos de impresión, y luego expulsan automáticamente las malas sin detener la línea. Eso mueve el rol de calidad del operador de “tomar una muestra cada hora” a “administrar las excepciones que marca la cámara” y aumenta el valor de un operador que comprende por qué ocurre un defecto, no solo que ocurrió.
Memoria de recetas de trabajo y configuración automática. Las máquinas modernas almacenan datos de trabajo en una pantalla táctil: ingrese el tamaño en blanco y el alimentador, la precarpeta, el disco de pegado y la sección de plegado se moverán a las posiciones guardadas en minutos, y los pedidos almacenados se pueden recuperar y volver a ejecutar automáticamente. Esto comprime el cambio, la habilidad históricamente más difícil del operador, y cambia el valor del ajuste manual del soporte hacia el juicio sobre en qué receta confiar y cuándo anularlo. Un encoladora automática de carpetas con recetas almacenadas, un operador menos experimentado es productivo más rápido, pero no reemplaza la prueba de unión ni la verificación de primera.
Qué hacer al respecto. Si es un operador o un equipo de planificación de plantas para 2026, la medida práctica es tratar el juicio de control de calidad y la documentación de configuración como habilidades duraderas. Las cámaras y la configuración automática del servo se encargan de la repetición mecánica; el operador que puede interpretar un rechazo de inspección, mantener un libro de registro limpio y realizar una prueba de desgarro de fibra por sensación es el que sigue siendo valioso a medida que la línea se automatiza a su alrededor.
Desde el punto de vista de un constructor de máquinas, las plantas que aprovechan al máximo la automatización son las que la combinan con los hábitos de los operadores, no las que la tratan como un reemplazo para ellos. Una receta almacenada te lleva a una primera caja rápida; un operador capacitado sigue siendo quien confirma que la caja está cuadrada y unida antes de que se libere la tirada.
Preguntas frecuentes
P: ¿Qué es una carpeta pegadora?
Ver respuesta
Una plegadora encoladora es una máquina convertidora que en una sola pasada pliega y pega piezas planas troqueladas en cajas de cartón terminadas, el paso entre el troquelado y el embalaje.
P: ¿Ser operador de pegadora de carpetas es un trabajo difícil?
Ver respuesta
Es físicamente estable pero mentalmente activo. Ejecutar cajas conocidas es una rutina, pero cada cambio es un nuevo desafío de configuración, y captar pegamento o deriva de pliegues temprano requiere atención real. La mayoría de los operadores lo describen como un oficio de pequeños ajustes constantes en lugar de un único movimiento repetido.
P: ¿Cuál es la diferencia entre un pegador de carpetas y un empacador de pegadores de carpetas?
Ver respuesta
Un encolador de carpetas pliega y pega la propia caja. Un empacador de plegadoras-pegadoras es el equipo separado que recoge, cuenta y estuche las cajas terminadas para paletizar. Muchas plantas descubren que esta etapa de embalaje «o la etapa de alimentación al principio de la línea 'es el verdadero cuello de botella de producción, no el cabezal de pegamento al que todos tienden a culpar primero cuando la producción se queda corta.
P: ¿Los operadores de plegadoras encoladoras realizan reparaciones mecánicas?
Ver respuesta
Los operadores se encargan de los ajustes de rutina, la limpieza de atascos, la limpieza de los cabezales de pegamento y el mantenimiento menor. Las averías mecánicas o eléctricas importantes suelen acudir a un técnico de mantenimiento, pero el operador suele ser el primero en diagnosticar qué falló y por qué.
P: ¿Qué hace que una caja se abra después de pegarla?
Ver respuesta
Pop-open es una falla de unión, generalmente por falta de pegamento, una cuenta colocada mal en el regazo o muy poca suspensión por compresión mientras el pegamento está colocado. La verificación es la prueba de desgarro de fibra: una fibra de tablero de desgarro adecuada cuando se pela en lugar de separarla.
P: ¿Qué tan peligroso es operar una plegadora pegadora?
Ver respuesta
Con protectores colocados y bloqueo/etiquetado seguido, es un trabajo industrial de rutina más que de alto riesgo. Los incidentes más graves se remontan a dos comportamientos: meter la mano en una máquina en marcha para limpiar un atasco o limpiar un cabezal de pegamento y manipular descuidadamente el adhesivo termofusible que causa quemaduras. Ambos son controlables. Las reglas de protección de máquinas OSHA (1910.212) y bloqueo/etiquetado (1910.147) existen precisamente para diseñar esos peligros, y un operador capacitado que respete la línea de guardia y el paso de bloqueo trabaja de manera segura día tras día.
¿especificando una carpeta pegadora que sus operadores realmente puedan ejecutar limpiamente?
Solicite una cotización de Folder-Gluer →
¿prefieres empezar poco a poco? Pregúntenos la verificación de 6 puntos de primer momento imprimible y la hoja lista para usar de 8 pasos.
Por qué escribimos esto
Cenwan Machine construye pegadoras de carpetas, por lo que vemos lo mismo en las plantas de cartón que suministramos en más de 40 países: la máquina importa, pero el criterio de configuración del operador y los controles de calidad diarios deciden si una línea funciona limpia. Escribimos esto para colocar la configuración, la calibración del pegamento y la rutina de primicia en la que depende un operador en un solo lugar, con las referencias de OSHA, BLS y TAPPI que la mayoría de las guías del operador omiten.
Referencias y fuentes
- 29 CFR 1910.147, El control de energía peligrosa (bloqueo/tagota)Administración de Salud y Seguridad Ocupacional de EE. UU
- 29 CFR 1910.212, Requisitos generales para todas las máquinasAdministración de Salud y Seguridad Ocupacional de EE. UU
- Aplicabilidad de la protección y bloqueo/etiquetado de máquinas a imprentas (ANSI B65)Administración de Salud y Seguridad Ocupacional de EE. UU
- Manual de perspectivas ocupacionales, ocupaciones de producciónOficina de Estadísticas Laborales de EE. UU. (mayo de 2024)
- Método de ensayo T 840, Adhesivos en juntas solapadas pegadas de contenedores de tableros de fibra corrugadaTAPPI
- Método de prueba TAPPI/ANSI T 821, Adhesión de pasadores de cartón corrugadoTAPPI
Artículos relacionados
Revisado por el equipo de ingeniería de Cenwan Machine.