Get in touch with Cenwan Machine Company


A flexo folder gluer machine is a corrugated-converting machine that prints, slots, folds, and glues a flat sheet of board into a finished carton in a single continuous pass. It turns that flat, printed sheet into a finished, folded, glued carton through feed, printing, slotting, folding, and gluing stations, all with the board remaining in the machine. That single-pass operation is what distinguishes it from a traditional folder gluer which folds and glues a blank that was printed and cut somewhere else first. The problem a flexo folder gluer solves is the misregistration risk and handling damage that creeps in when a separate printer and folder gluer sit apart on the plant floor: board that looks fine coming off the printer can pick up 1–2mm of skew crossing to the folder gluer, a gap that is invisible until the finished box is square-checked. It’s a mistake most plants only catch after several hours of a shift, because the drift is gradual rather than sudden. If your plant is weighing whether that extra functionality is worth the added machine complexity, the starting point is to precisely understand what happens inside the machine.
In short: A flexo folder gluer machine processes corrugated board through seven connected stations — feed, flexographic printing, slotting and scoring, optional rotary die-cutting, folding, gluing, and counter-ejection — converting a flat printed sheet into a stacked, finished carton in a single pass, typically at 6,000–26,000 boxes per hour depending on machine size and box complexity.
💡 Key Points
- A flexo folder gluer adds inline printing and slotting to the standard fold-and-glue process, doing not just folds faster but replacing two separate machines.
- Maximum speed published numbers are just best case; actual sustained number depends on number of changeovers, number of print colors, and complexity of the die cutting just as much as raw machine speed.
- The servo-driven printing and slotting stations are also the stations most likely to require calibration attention not the folding or gluing stations most operators watch first.
- Buying flexo capability is only worthwhile when a box mix genuinely requires inline printing; a traditional folder gluer and separate printer-slotter is often more appropriate for lower-mix, lower-changeover operations.
Quick Specs
| Stations | 7 (feed, print, slot/score, die-cut*, fold, glue, counter-eject) — *die-cutting is optional on some configurations |
| Substrate | Corrugated board, 1–16 mm caliper depending on model |
| Typical rated speed | 6,000–26,000 boxes/hour, inversely related to machine width class |
| Print method | Flexographic (flexible rubber/photopolymer plate), 1–4+ print stations |
| Best fit | Corrugated converters needing inline branded printing + fold/glue in one pass |
What a Flexo Folder Gluer Machine Actually Does
A flexo folder gluer operates as a single production line, in place of what would otherwise be two or three separate machines, a printer, a slotter, and a folder gluer, sometimes abbreviated FFG in vendor literature. Corrugated board is delivered flat and cut to sheet size; it leaves the machine as a finished, folded, glued carton ready for counting and palletizing, having moved through a corrugated carton box production process that used to require moving the board between separate machines.
Consider a corrugated converter that used to run three separate stops on the plant floor for a single branded shipper: a flexo printer-slotter for graphics and slots, a manual transfer of the still-flat sheet across the floor, and a standard folder gluer to finish it. Collapsing that into one flexo folder gluer removes the transfer step entirely, because the board never leaves the machine between printing and folding, which is exactly the handoff most prone to warped or misaligned board reaching the folder gluer late in a shift. This is significant because, in contrast, a traditional folder gluer only performs the final step of that process. It folds and glues an unprinted blank that was printed and slotted elsewhere in the plant or ordered preprinted from a converter. The flexo folder gluer integrates the printing and slotting steps into the same pass, which is why it’s classified as a different piece of equipment than a straight-line or 4/6-corner folder gluer even though the end-line fold-and-glue mechanics are similar. The productivity gain comes specifically from combining what would otherwise be two or three separate machine handoffs into a single continuous run, because Cenwan Machine’s own engineering team has found, across years of building folder gluers to ISO 9001 precision standards, that each additional handoff between machines is where board damage and schedule delay tend to concentrate on a shop floor, not inside any single well-maintained station. Our guide to the four core folder gluer machine types covers the straight-line, 4/6-corner, crash-lock, and stereo categories that flexo lines sit alongside.
How a Flexo Folder Gluer Machine Works: The 7-Station Flow
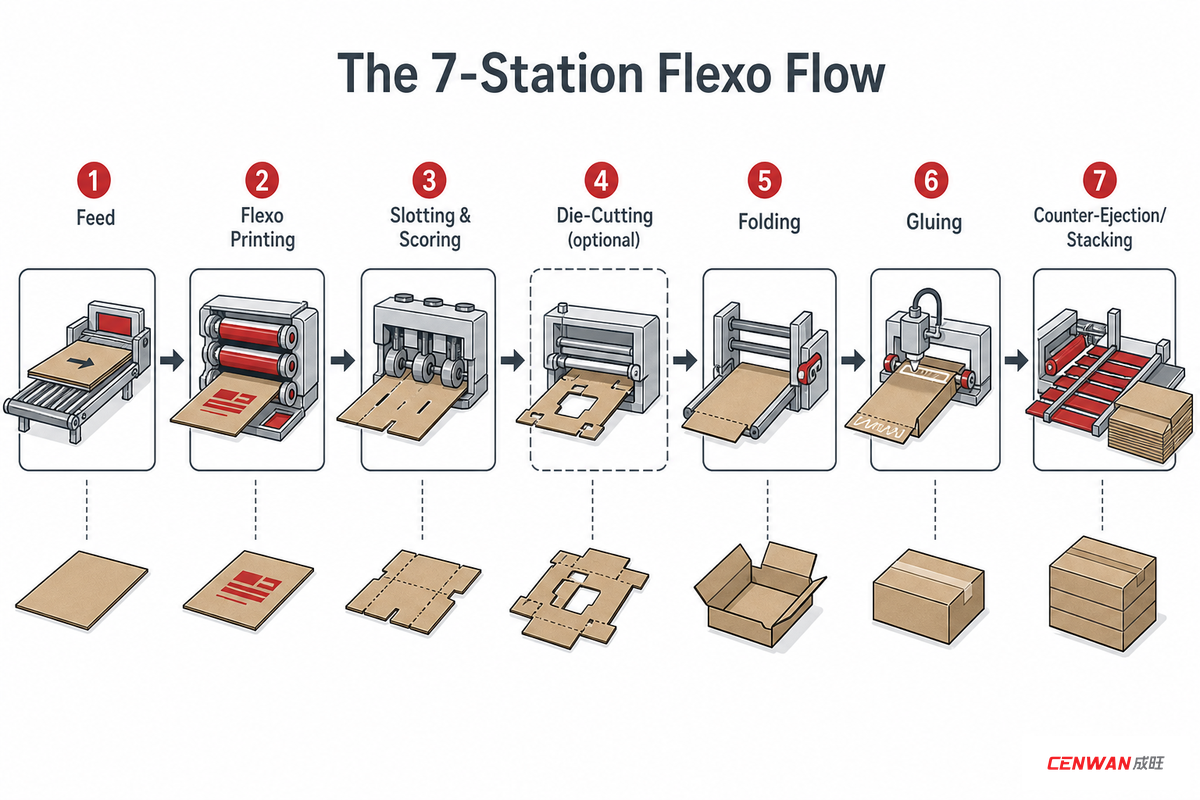
All flexo folder gluer operate board through the same seven-station sequence. The 7-Station Flexo Flow below shows what each station does and what more usefully for a buyer or plant manager, what actually fails when the station is out of adjustment:
| No. | Station | What it does | Fault mode if mis-set |
|---|---|---|---|
| 1 | Feed | Vacuum or lead-edge feeder pulls sheets one at a time from the stack into the machine | Double-feed or skewed entry — every downstream station inherits the error |
| 2 | Flexo Printing | Flexible rubber or photopolymer plates apply branding/graphics via one or more print stations | Registration drift or anilox-roll ink starvation — print misses its target position |
| 3 | Slotting & Scoring | Cuts slots for box flaps and scores fold lines into the board | Knife wear causes ragged slots; a scoring offset shows up later as a crooked fold |
| 4 | Die-Cutting (optional) | A rotary die cut adds hand-holes, ventilation, or custom shapes where a job needs them, and some lines slit the board edge in the same station | Die timing offset relative to the slotted line, cutting into the wrong panel |
| 5 | Folding | Folding rails and belts bring the scored panels into their final box shape | Fishtail — one panel folds ahead of the other because belt timing is out of sync |
| 6 | Gluing | A cold glue system or hot-melt applicator applies adhesive to the manufacturer’s joint, then compresses it to bond | Starved bead pops open in transit; over-application squeezes out onto the printed face |
| 7 | Counter-Ejection / Stacking | Finished boxes are counted, squared, and stacked into bundles for the pallet | Miscount or jam-back onto the pallet — usually a downstream symptom of an earlier fault, not a stacker problem itself |
Individual vendors add their own refinements on top of this base flow. Some fit a trimming system that services the rotary die cutter’s anvil during operation to reduce downtime from uneven wear; others add extra servo-motorized axes on the slotting section for cleaner cuts, or a doctor blade chamber that meters ink onto a ceramic anilox roller for consistent print density — the same anilox roller covered in the buying-used checklist below. A few large-format lines also offer an inline stitcher module, an optional mechanical fastener alongside the glue joint for oversized boxes. None of that changes the seven-station order; it changes how precisely each station holds its setting under a full production process. Every one of those seven stations also falls under the same OSHA 1910.212 machine-guarding umbrella, since each has its own nip points or rotating parts regardless of which station a given fault traces back to.
What Does a Flexo Folder Gluer Do?
View Answer
The flexo folder gluer takes a flat sheet of uncreased corrugated board and in a single pass it brands it, cuts the slots and score lines that establish the box shape, may also punch-cut hand-holes or vents, folds the panels into place, glues the manufacturer’s joint and delivers a finished box on-end for stacking on a pallet. That station order has to hold. Printing and slotting have to happen before folding, because the fold lines and the print design both depend on accurate registration of the slots and score lines. An early error — usually at the feed or in print registration — won’t show up until 3 or 4 stations down the line, so operators are trained to read “backward” from where a defect appears to find the actual cause, rather than just adjusting whichever station the defect shows up at.
💡 Key Takeaway
Since the printing and slotting station are positioned at the start of the machine, these are the most probable source of any defect that may appear at the fold or gluing station. Diagnose back from the point of appearance, to the earliest station that could be responsible, rather than forward from the point of appearance.
Flexo Folder Gluer vs Standard Folder Gluer: What’s Actually Different
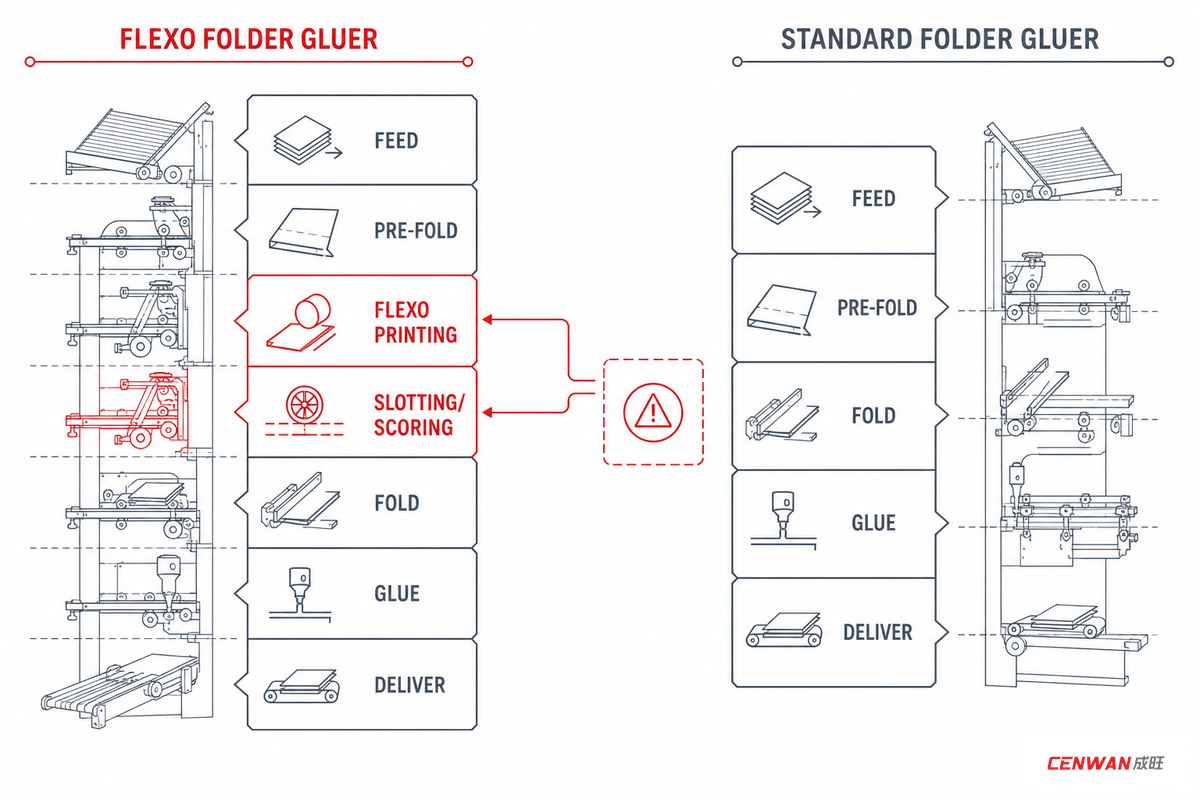
A standard folder gluer and the flexo folder gluer have the same fold-and-glue mechanics at the back end, and that’s why they often get confused. What sets the flexo folder gluer apart is the addition of two extra stations – the printing and the slotting/scoring stations – at the beginning of the line, that the standard folder gluer doesn’t incorporate because the machine receiving board would typically have already had this performed at another point of production.
| Factor | Flexo Folder Gluer | Standard Folder Gluer |
|---|---|---|
| Stations in the machine | 7 (adds print + slot/score) | 5 (feed, pre-fold, fold, glue, deliver) |
| Input board condition | Flat, uncut, unprinted sheet | Already die-cut, creased, and (usually) pre-printed |
| Substrate | Corrugated board only | Cardboard or corrugated, depending on model |
| Changeover complexity | Higher — print plates, anilox, and slot tooling all need resetting per job | Lower — only fold/glue settings change |
| Typical buyer | Corrugated box plants selling printed shippers | Converters running pre-printed or unbranded cartons |
We call that extra burden that comes with a flexo folder gluer machine the Print-Station Tax; it’s the cost in time of resetting print registration, confirming the anilox ink coverage, and readjusting the slotter settings every time a change in the box design is made, on top of the adjustments needed for the fold and gluer in the back end that any standard machine needs. Running the same box design for several weeks leaves a plant mostly oblivious to this; a plant that has to change styles three or more times a shift pays the Print-Station Tax at every changeover, regardless of the complexity of the printing itself. That extra changeover work happens on top of the same OSHA 1910.212 guarding requirements both machine types already have to meet, so the compliance burden stays the same either way, only the changeover time changes.
✔ Advantages of Flexo
- Prints and forms the box in one pass, no separate printer-slotter machine or handoff between departments
- Supports full-color branded graphics directly on the shipping carton
- Fewer material handling steps between printing and folding reduces the chance of misregistered stock reaching the folder
⚠ Limitations of Flexo
- Higher changeover time per job than a standard folder gluer running pre-printed stock
- Print quality depends on anilox and plate condition, an added maintenance layer a standard machine doesn’t carry
- Not worth the added complexity for plants running mostly unbranded or already-printed board
Machine Size Classes: Mini, Standard, and Jumbo Flexo Lines
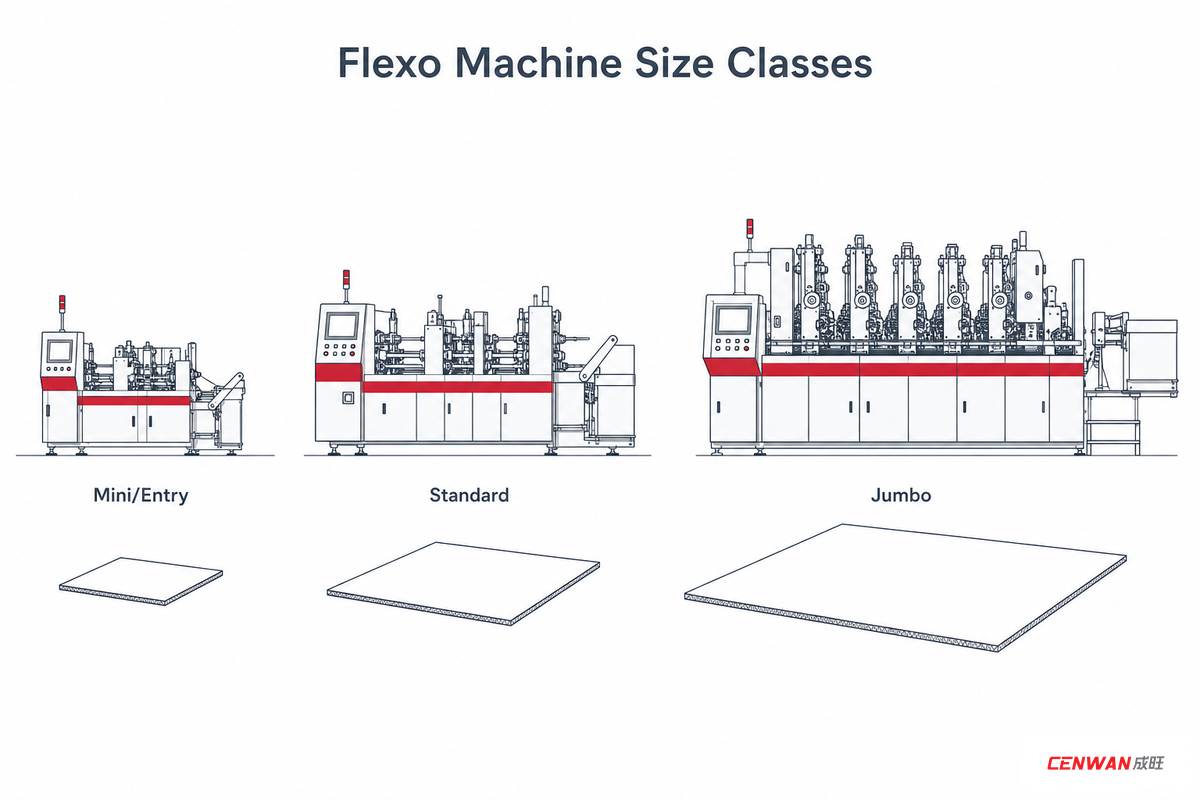
Flexo folder gluer machines are sized according to their working width, and this dimension becomes the primary factor in filtering a list of possible choices, there’s no practical use in buying a machine capable of running 2,185mm board if the plant will only ever need to run up to 710mm, since that extra width comes with an unwarranted expense.
| Class | Working width range | Board caliper | Typical use |
|---|---|---|---|
| Mini / entry | ~710–1,840 mm | 1.5–8 mm | A mini flexo folder gluer suits small-format retail shippers and high job-mix converters |
| Standard | ~1,300–3,200 mm | 1.5–14 mm | General corrugated shipper production |
| Jumbo | ~4,500–5,500 mm+ | 2–16 mm | Oversized industrial and appliance packaging |
A jumbo flexo folder gluer line is a different capital decision than a mini-class machine, not just a bigger version of the same box production process, because floor space, motor sizing, and the crew needed to feed and catch board at that scale all move up together with the width class. A plant sizing an oversized-appliance carton at 1,500mm, for example, needs the jumbo class’s 2–16mm caliper range and roughly double the floor footprint of a standard-class line running the same job count, which is a facility-planning decision made before a single quote is requested, not after.
Width and caliper range specifications derived from various published OEM specifications (see References) – confirm your precise board specifications with any supplier before placing an order. Board dimensioning and construction fundamentals behind these caliper ranges are covered in North Carolina State University’s corrugated board packaging design research, for readers who want the underlying materials science.
Speed & Throughput: What Real Output Looks Like by Class
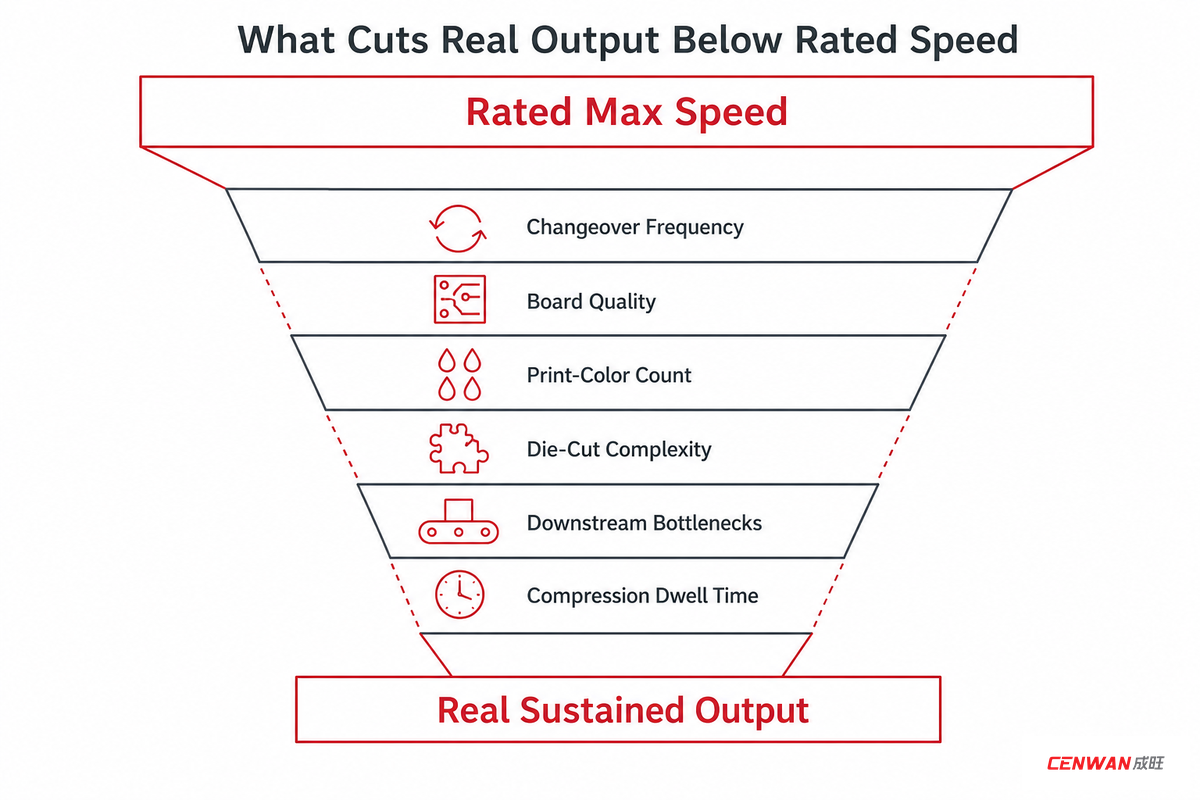
Buyers who spec a machine off the headline speed alone risk a real shortfall, because that number rarely survives a plant’s actual changeover schedule. Published maximum operating speeds for flexo folder gluers vary broadly, from approximately 6,000 boxes/hr on large jumbo models up to 24,000–26,000 boxes/hr on small-format, high-speed multifold configurations, a wide spread tied to board width class, not a single generic headline figure a manufacturer could quote across their whole product range. The Flexographic Technical Association’s folder/gluer purchasing guide makes the same point from the buyer-education side: job-memory and servo advancements are valued specifically because they cut changeover downtime and start-up waste, not because they raise the mechanical ceiling.
That rated number is a cap, not a plan number. There are six factors that take actual sustained output down from the mechanical max: changeover frequency (any job change costs run time regardless of how fast the machine can move), board quality (warped or uneven caliper stock necessitates slowing to prevent feeding jams), print-color count (every additional print station is another place the registration is going to float as the speed increase), die-cut complexity (custom hand-holes or vents add another time-sensitive station that limits how fast the line can run cleanly), downstream bottlenecks (a counter-ejector or palletizer that isn’t keeping pace with the folder gluer just creates a pile, forcing the line to slow to match), and compression dwell time (the glued joint need a bit of time to set under pressure, which places a floor on how fast the compression section can run regardless of how fast everything up line can go).
One box style for an entire shift and good-quality board might come close to the published maximum speed. Plants changing jobs multiple times a shift, running boards of varying quality, or adding a die-cut to every box ought to budget somewhere near the low- to mid-range of published values, rather than that high headline speed number.
“The number that decides a flexo folder gluer purchase is rarely top speed, it’s how much of that speed survives a real changeover schedule. A line rated at 20,000 boxes an hour that spends two hours a shift resetting print and slot tooling is only actually running at that rate for 6 of an 8-hour shift, which works out closer to 15,000 boxes an hour once the changeover time is averaged in — that’s the number a plant should quote against, not the headline figure.”
Who Builds Flexo Folder Gluers: Manufacturer Landscape

Flexo folder gluer manufacturer offerings sit in roughly three market tiers, Premium OEM, Specialist, and Value-tier, spanning 11 real builder names across North America, Europe, and Asia. That tier structure sets expectations on quoted prices and lead times before an RFQ comes back, and signals how far a technician travels if something breaks mid-run, which matters as much as price on a multi-shift machine.
| Manufacturer | Category | Region | Notable model line |
|---|---|---|---|
| BW Papersystems | Premium OEM | North America | G-Grafix (MarquipWardUnited lineage) |
| Bobst | Premium OEM | Europe | FFG 618 |
| Mitsubishi | Premium OEM | Asia / Global | EVOL series |
| Macarbox | Specialist | Europe | Open/Close and Fixed FFG |
| EMBA | Specialist | Europe | Flexo folder gluer lines |
| Ward | Specialist | North America | Legacy Ward flexo folder gluer lines |
| Isowa | Specialist | Asia | Flexo folder gluer lines |
| Martin | Specialist | North America | Martin 924-class |
| Langston | Specialist | North America | Langston folder gluer lines |
| Shinko / Keshenglong | Value-tier | China / Taiwan | Super Alpha flexo printer |
| Cenwan | Value-tier | China / Taiwan | Folder gluer machine series (non-flexo) |
Buyers who shop by tier label alone risk a costly mismatch, because a Premium-OEM machine bought for a plant that only needs 2 changeovers a week pays for automation depth it will rarely use — an expensive gap between purchased capability and actual need that a straight price comparison won’t reveal. Feature sets vary by vendor within every tier, not just price. Some emphasize fast automatic order changes and a user-friendly HMI so newer operators stay productive sooner; others compete on ink system consistency across long runs, versatility across box styles, or a simpler top loading counter ejector for easier bundling. None of these features are exclusive to one tier — a specialist or value-tier builder can match a premium OEM on any single feature, which is exactly why a feature-by-feature RFQ beats a tier label alone. A more economical machine within a tier usually trades one of those refinements for a lower price, not printing technology itself. The U.S. International Trade Administration’s packaging machinery sector overview confirms this is a genuinely global supply base, not a market where one region holds every capability.
(The manufacturer and tier descriptions here are informational for buyer orientation; they’re not a ranking-you’ll want to request quotes from at least one vendor in every tier your budget supports, because machine location is often just as important as market position for the sake of service response time.)
New vs Used: Buying Considerations for a Flexo Folder Gluer
Buying used is an option for a flexo folder gluer, but it entails some considerations unique to that machine that a used standard folder gluer buyer might not face, as its printing and slotting stations undergo different kinds of wear than the fold and glue components. Whether you’re evaluating a flexo folder gluer for sale from an equipment broker or a direct transfer from another plant, the checklist below applies either way — and regardless of age, the machine still has to meet OSHA 1910.212 machine-guarding requirements before it runs in a U.S. plant, so a pre-purchase guarding inspection belongs on the checklist alongside the mechanical items below.
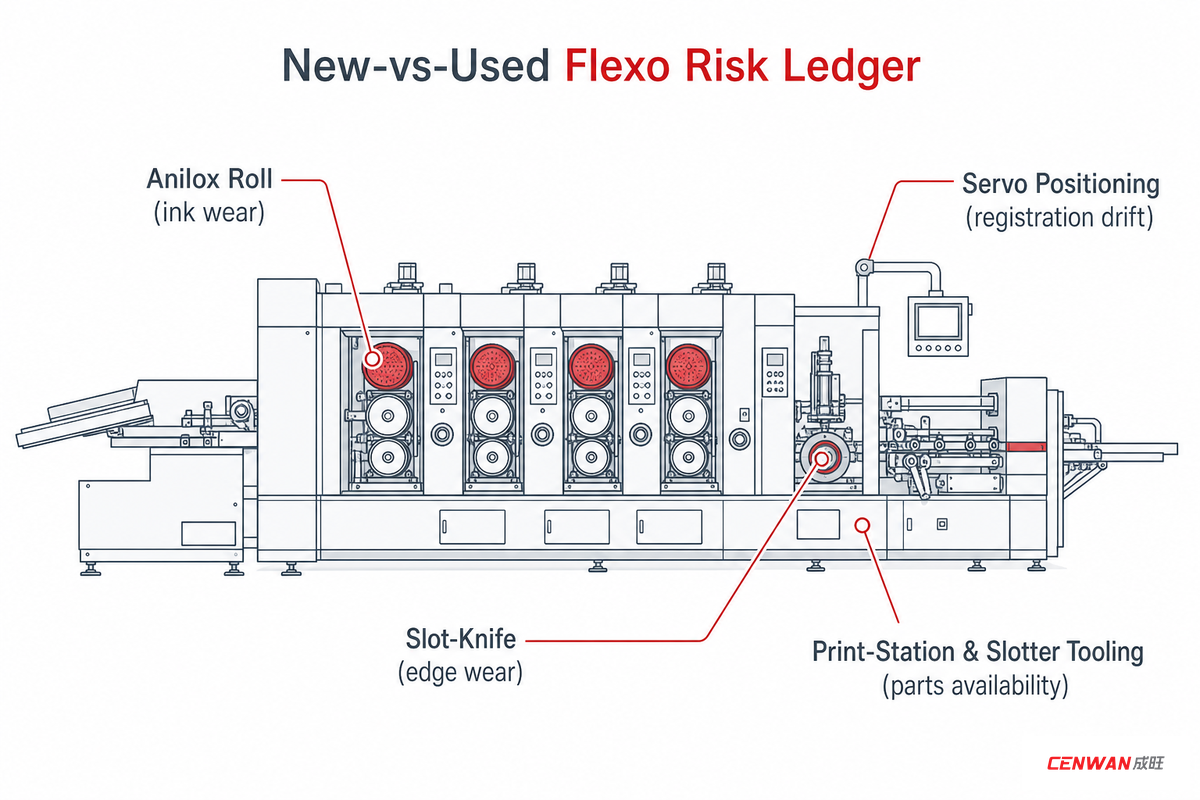
New-vs-Used Flexo Risk Ledger
- Anilox roll wear. Inconsistent ink application from a worn or plugged anilox roll won’t appear in a photo of a used machine; ask to see a print sample (not just machine pics).
- Servo positioning drift. Under load, the folding and registration servos in a used machine may have settled out of their original precise positioning and no longer react instantly as you’d expect from a new machine.
- Slot-knife wear. Knives wear out on a new machine just as on an old one, but on a used machine they’re one more line-item cost to price into the deal alongside the machine’s purchase price.
- Parts availability – check with the OEM or an independent third-party that specific print-station and slotter tooling is still supported because flexo tooling is often specific to a model, unlike more generic fold or glue parts.
None of these are fatal reasons to disqualify a used machine; they’re merely the things that turn an expensive mistake into a great used-flexo buy. Most of them are exposed when you sign off on a printed, folded run of your own box at your intended speed, using your own board stock, just before the sale closes — a cheap way to protect against labor costs and downtime you’d otherwise absorb after delivery.
Do You Actually Need Flexo, or Would a Standard Folder Gluer Do?
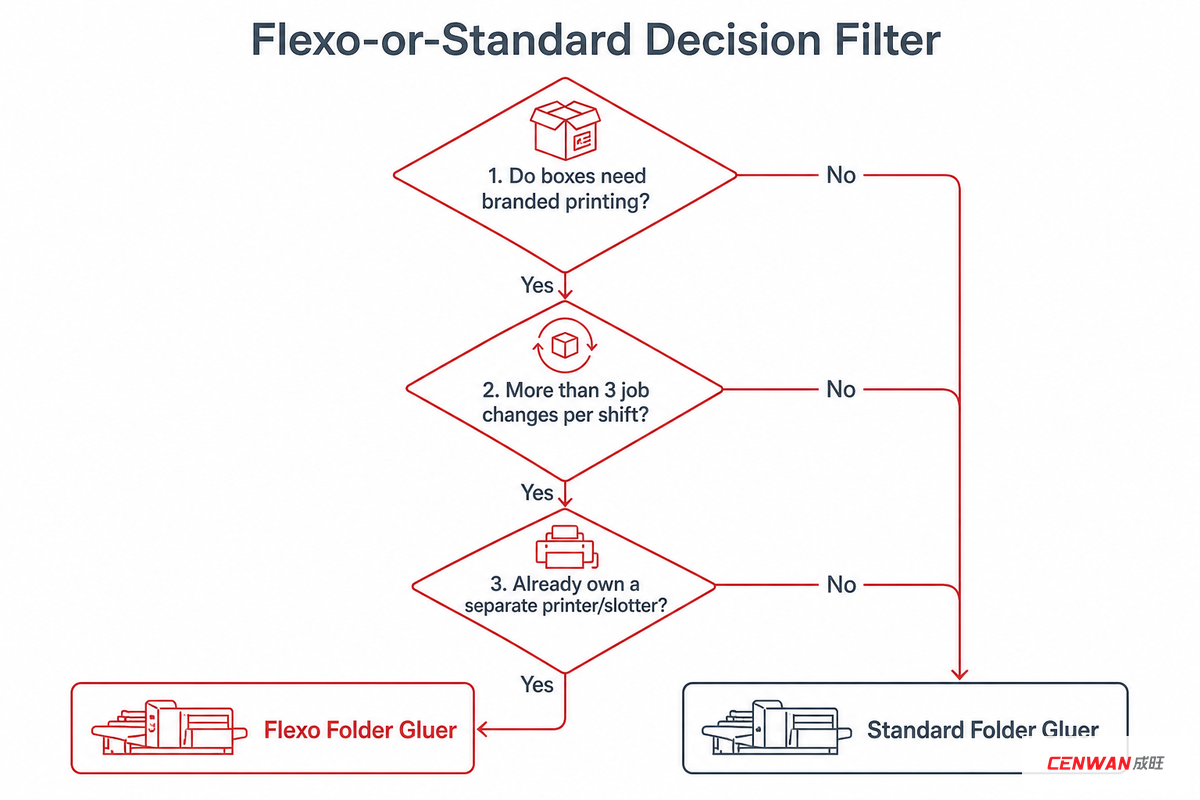
Buyers who skip straight to comparing spec sheets risk a real problem: overpaying for print capability they rarely use, or underbuying and hitting a changeover wall within the first year because print jobs turned out to be more frequent than the original 3-per-shift planning assumption. Run your specs through the Flexo-or-Standard Decision Filter (below) before selecting either type of machine — the three questions that follow settle it faster than comparing spreadsheets of specs.
Flexo-or-Standard Decision Filter
- Do your shipping boxes need branded printing, themselves? If yes, and if you currently have your cartons pre-printed by another vendor, an inline flexo printer will eliminate the shipping and handling between processes. If most of your boxes ship blank, or if only one part of a job get a pre-printed insert, then the printing station on the inline flexo printer would be idle much of the time, and the standard folder gluer would make more sense.
- How many times does a typical shift require a job change? More than 3 jobs per shift suggests the operator will pay the Print-Station Tax over and over, and that will only make sense if question 1 is a strong yes. The need to change jobs less than three times per shift isn’t an argument against either the inline flexo or standard printer.
- Do you already operate a standalone printer and slotter at your facility? If yes, pairing a standard folder gluer with the existing setup could cost less overall (including floor space and staffing) than a fully integrated flexo line, but also could perform better overall. If you don’t currently run a separate printer/slotter, the inline flexo printer could cover both needs with a single purchase.
A converter running 4 branded SKUs and 2 unbranded house-label SKUs a week, for example, usually scores “flexo” on question 1 (because most volume needs print) but only “standard” on question 2 if changeovers stay under 3 a shift — in that specific mixed case, the deciding factor becomes question 3: a plant that already owns an idle printer-slotter from a discontinued line can pair it with a cheaper standard folder gluer and beat the price of a new flexo purchase by a wide margin, while a plant starting from zero equipment usually comes out ahead buying flexo outright.
If two or more of your answers point to “flexo”, the machine to compare is the flexo folder gluer; if two or more point to “standard”, a standard folder gluer (see our folder gluer machine types guide) is very likely the better-costed choice; if your answers are mixed, request quotes for both machine types. For plants that land on the standard-machine branch and have box styles that vary widely across the non-flexo range, checking box-style compatibility across Cenwan’s standard folder gluer models is a useful next step.
For plants that land on “flexo,” the natural next step is comparing an integrated line rather than a standalone unit, see Cenwan’s printing die-cutting folding-gluing line for the fully inline configuration.
Running One: The Operator’s Role and Setup Mistakes Unique to Flexo

The folder and glue processes are already monitored by every folder gluer operator; the added slotter and printing stations will add two new sets of signatures to watch for in addition to what they already monitor for in fold and glue processes.
| Symptom | Likely cause | First check |
|---|---|---|
| Print misses its position on the box | Registration drift between print stations | Re-time the register system before touching fold settings |
| Faded or inconsistent print density | Anilox roll ink starvation or a clogged cell pattern | Inspect and clean the anilox roll before adjusting ink viscosity |
| Ragged or torn slot edges | Slot-knife wear | Check knife condition — a dull knife tears rather than cuts at speed |
Operators who move from a standard folder gluer to an inline flexo printer will benefit from the same principle as applied when diagnosing issues in the fold or glue segments: diagnose from the back to the station of origin. A folding problem occurring on a printed job but not on an unprinted test piece likely originated from print registration, not from issues with the fold rails. In the fold, glue, and delivery segments, the same five-part process applies as on any folder gluer; for detailed information on those sections, see our guide to the five sections every folder gluer operator controls.
⚠️ Important — Safety
The printing, slotting, folding, and gluing stations each carry nip points and moving belts; the print and slot sections also add rotating cutting and impression cylinders that a standard folder gluer’s guarding doesn’t need to address. Under U.S. rules, OSHA 1910.212 covers machine guarding at each of those points, and OSHA 1910.147 lockout/tagout applies before anyone reaches into any of them to clear a jam or service a print station — not machine guarding alone. Printing-industry violation data specifically flags machine guarding as a recurring, actively-cited issue, not a theoretical risk (see References).
Industry Outlook: What’s Changing for Flexo Folder Gluers in 2026
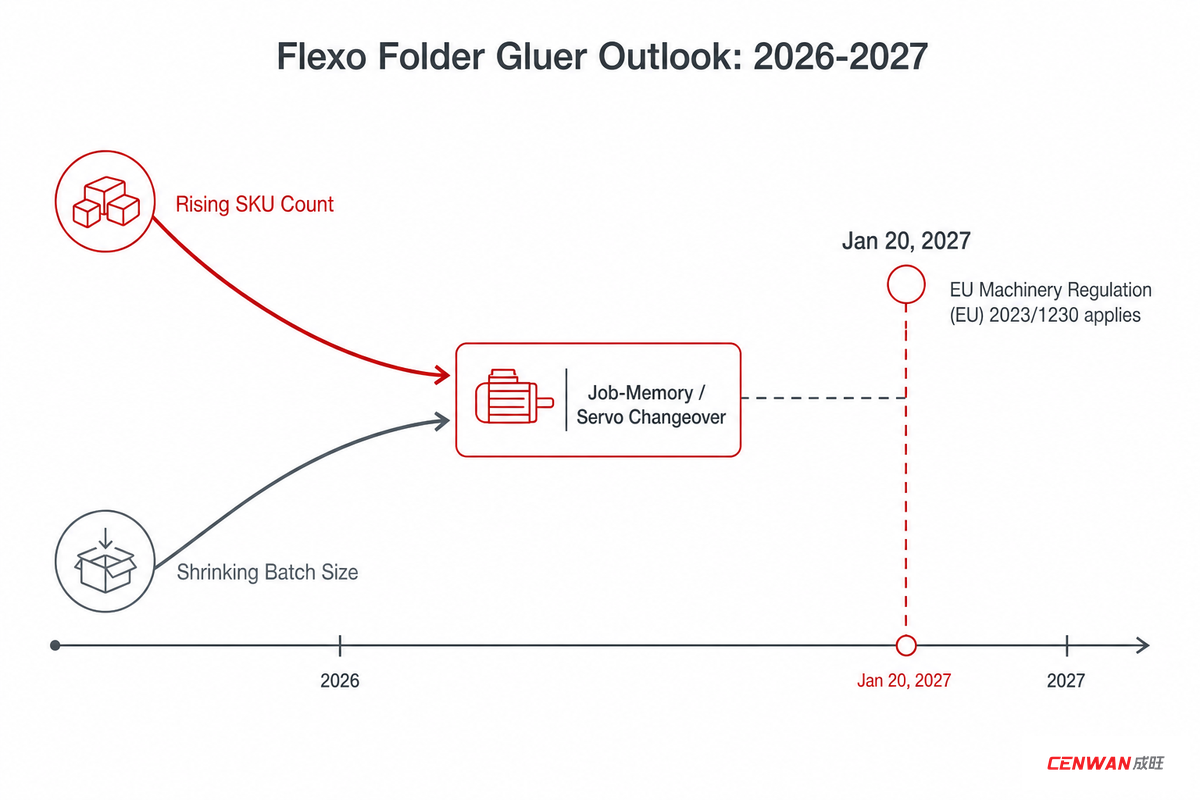
Changeover frequency, rather than outright output, is the driver actually reshaping flexo folder gluer specifications in 2026. As converters increase their SKU counts while decreasing batch sizes, they pay the Print-Station Tax described above more often per shift, pushing buyers toward lines with job memory and servo drives that can recall a print/slot/fold setup in minutes, rather than resetting it by hand each time.
On the regulatory side, EU-bound buyers have a specific date to plan around: the EU Machinery Regulation (EU) 2023/1230 replaces the outgoing Machinery Directive 2006/42/EC and applies from 20 January 2027, a machine ordered in 2026 for EU delivery should have its CE compliance path confirmed against the incoming Regulation, not just the outgoing Directive, before the purchase order is signed.
Market-size estimates for the flexo folder gluer category vary widely across research firms, figures we found in preparing this article ranged from roughly $200 million to over $1 billion depending on the report’s scope definition, that spread is wide enough that we treat those numbers as directional background only, not a load-bearing fact for a buying decision. What we’d tell a buyer to act on instead: if your plant is adding SKUs faster than it’s adding shifts, changeover speed belongs on your spec sheet ahead of top mechanical speed.
💡 Key Takeaway
If you’re specifying a flexo folder gluer for 2026 delivery, ask for job-memory/servo-changeover data alongside top speed, and confirm CE compliance is scoped to the incoming EU Machinery Regulation if the line is headed to Europe.
Frequently Asked Questions
Q: What is the cost of a flexo folder gluer machine?
View Answer
Flexo folder gluer pricing varies significantly depending on width class, print-station count, and automation level — a narrow single-print-station mini-class line can be considerably cheaper than a large, multi-color servo-driven line. Published pricing for the broader folder-gluer category we researched ranged from $150,000 for a basic, small machine to well over $1,000,000 for a large, multi-color flexo line, though those figures come from older buyer’s guides and shouldn’t be treated as a current quote. Request pricing against your specific width, print-station count, and automation requirements — that combination moves the number more than any single spec.
Q: How does automated slotting and die-cutting reduce production costs?
View Answer
Servo-driven slotting and die-cutting cut cost two ways. Positional accuracy from a servo-controlled cutter beats a manually set one, so less stock gets wasted to an off-center or ragged slot, and stored job parameters for slot and die position can be recalled instead of manually reset, which shortens changeover time. Together, that lowers both material waste and labor time per changeover — an advantage that compounds quickly as SKU count and changeover frequency rise.
Q: How does servo control improve precision in printing and die-cutting?
View Answer
A servo-driven print station or die-cut station will maintain position by electronically locking the station onto a set point, not by fixed mechanical connection. This means a servo print station, for example, stays accurately registered, even if the line speeds up; a gear driven station may shift or drift when the line speed is accelerated or decelerated. That matters in an operation that runs jobs with multiple print colors, or one with an inline die cut station, as slight offsets between stations add up to an inaccurately finished box.
Q: Can a flexo folder gluer run non-corrugated (paperboard) jobs?
View Answer
Most flexo folder gluer lines are built and tuned specifically for corrugated board’s caliper range and feed behavior, so running thin folding-carton paperboard through the same machine is not generally recommended. If your plant genuinely needs both substrates at volume, that points toward two separate lines rather than one flexo machine trying to cover both.
Q: What’s the difference between a flexo folder gluer and a flexo printer-slotter without gluing?
View Answer
A typical printer-slotter configuration separates those functions from die-cutting and folding — it prints, then slots, then hands off the still-flat sheet to a downstream folder gluer that finishes the die-cutting, folding, and gluing. An all-in-one flexo folder gluer folds every one of those operations into a single machine instead. Printer-slotter-only setups give a plant more flexibility to route flat sheets to alternative folding equipment; the single-machine flexo folder gluer suits plants standardizing on one continuous line.
Q: How long does changeover take on a flexo folder gluer vs a standard one?
View Answer
With a conventional folder gluer, a changeover involves nothing more than resetting fold and glue position. Changeover of the flexo folder gluer includes, on top of the standard fold and glue adjustments, adding or removing print plates and realigning print station registration-which is usually a significantly longer process, unless that job has stored settings for automatic recall by its servo-driven components.
How do your company’s production numbers and changeover routine compare to the potential efficiencies gained by using a flexo folder gluer?
Why We Wrote This
Cenwan Machine builds folder gluers for corrugated box manufacturing, not flexo printer-slotters, so this guide is written from the buyer’s side of the flexo-vs-standard question, not as a sales pitch for either configuration. The station-by-station breakdown and the Print-Station Tax framing come from comparing published component lists across several flexo OEMs against the plain five-section folder gluer Cenwan builds, aimed at helping a plant manager choose the right configuration even when that answer is the one Cenwan doesn’t sell.
References & Sources
- 29 CFR 1910.212, General Requirements for All MachinesU.S. Occupational Safety and Health Administration
- 29 CFR 1910.147, The Control of Hazardous Energy (Lockout/Tagout)U.S. Occupational Safety and Health Administration
- The Top 10 OSHA Violations in Printing for 2024Printing Industries of America
- Directive 2006/42/EC (Machinery Directive), replaced by Regulation (EU) 2023/1230EU-OSHA
- 2026 Trends in Corrugated Manufacturing — SUN Automation Group
- Folder/Gluer Purchasing: Five Components to Evaluate — Flexographic Technical Association (FTA)
- Corrugated Board Packaging Design for Enhanced Durability During Transport — North Carolina State University
- Food Processing and Packaging Equipment — U.S. International Trade Administration
Related Articles
- Folder Gluer Machine Typesstraight-line, 4/6-corner, crash-lock, and stereo configurations compared
- Folder Gluer Operator Rolesetup, calibration, and daily quality checks
- Pre-Folding Mechanisms in Folder Gluer Machines180° vs 160° crease sequences
- Automatic Packaging Line Guidechoosing an integrated carton-production setup
Looking for a flexo folder gluer manual, flexo folder gluer parts, or flexo folder gluer training resources for a machine you already run? Those live with your equipment vendor’s service documentation rather than in a buying guide like this one — contact your OEM’s parts and service desk directly, since flexo folder gluer machine parts (anilox rollers, slot knives, glue heads) are largely model-specific.
Reviewed by the Cenwan Machine technical team.